1
Изобретение относится к оборудованию стекольной промышленности, в частности к устройствам для питания .порциями стекломассы стеклоформующих машин.
Известны питатели стекломассы, содержащие корпус, трубку С керамическим мундштуком, снабженную устройством для ее врашения, механизмы для перемеш,ения мундштука В печь и Погружения мундштука в стекломассу, имеюшие раздельные «приводы и направляющие 1.
Наиболее близким техническим (решением к изобретению является устройство для набора стекломассы, содержашее станину, набордую трубку с мундштуком на конце, механизм ее вращения, направляющие и привод для перемещения трубки 2.
Недостаток известных питателей состоит В том, что о«и при укладке порции стекломассы на стеклоформующий инструмент только частично воспроизводят приемы, выполняемые при ручном .питании. Это не позволяет П1рименять данные питатели в случаях, когда требуется получение высокого качества поверхности стекла, а также для выработки изделий ответственного назначения.
Целью изобретения является повышение качества поверхности изделия.
Для этого в устройстве для набора стекло-массы, содержащем станину, набОр«ую трубку с мундштуком на конце, механизм ее , направляющ.ие и привод для персмещення трхбки, направляющие выno.iiiCHb в виде шарнприо-рычажного четырехзвеннОГО направляющего механмзма, включающего два кривошипа и шатун, причем на последнем установлена трубка с мундштуком, а привод выполнен в виде позицио ;сра, связанного с одним из кривошипов.
Длина малого кривошипа и длина шатуна составляют 0.4-0,6, а расстояние осями малого и бо;;ьщого кривоШИиов в составляет 0,5-0,8 от длины большого кривошипа. Ось трубки смещена параллельно оси щатуна на расстоян1е, составляющее 0,1-0,2 от длины больиюго кривошипа.
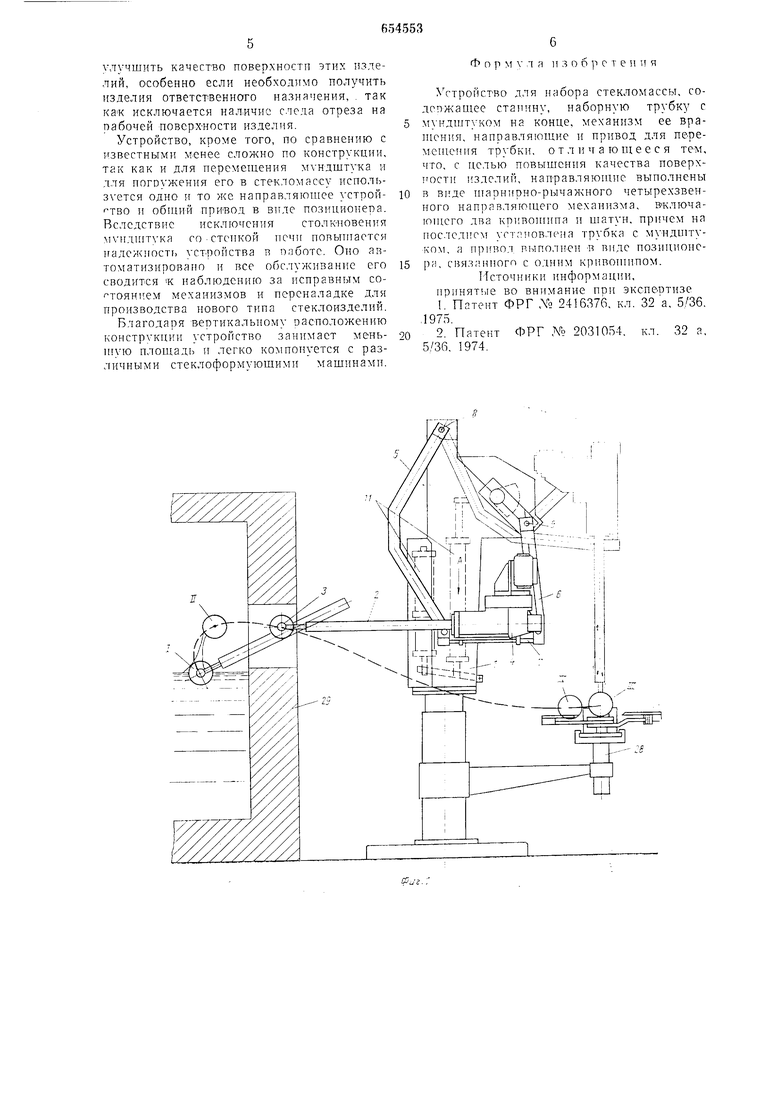
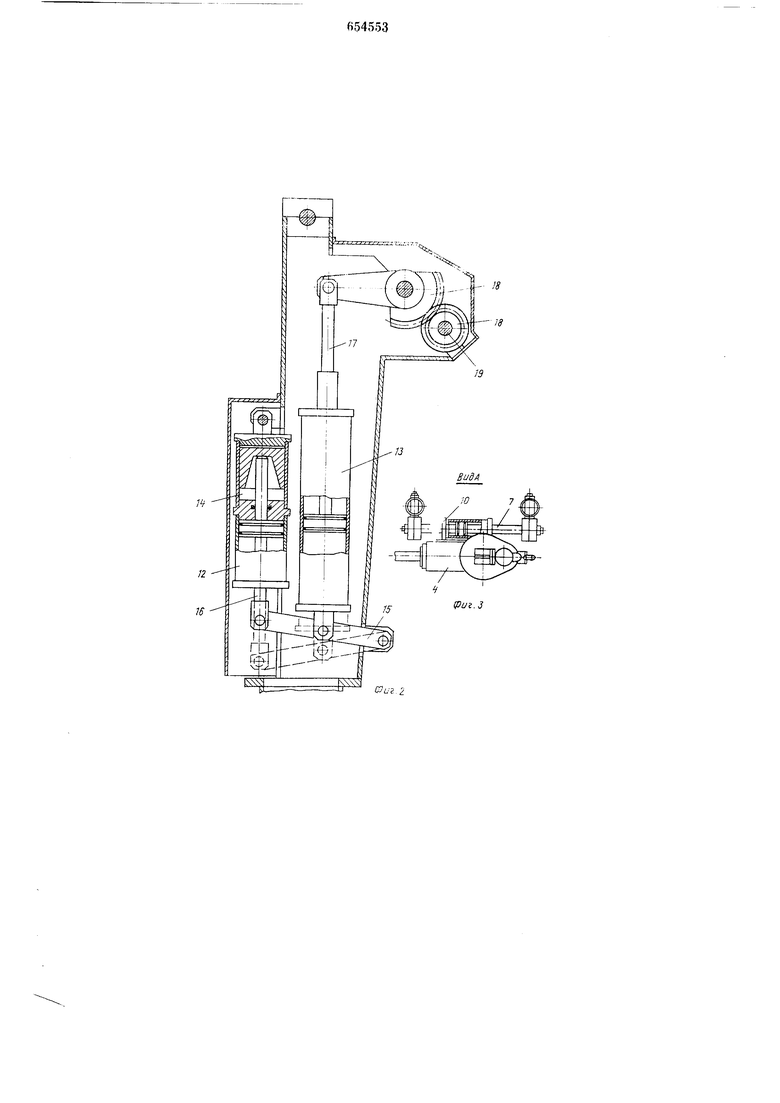
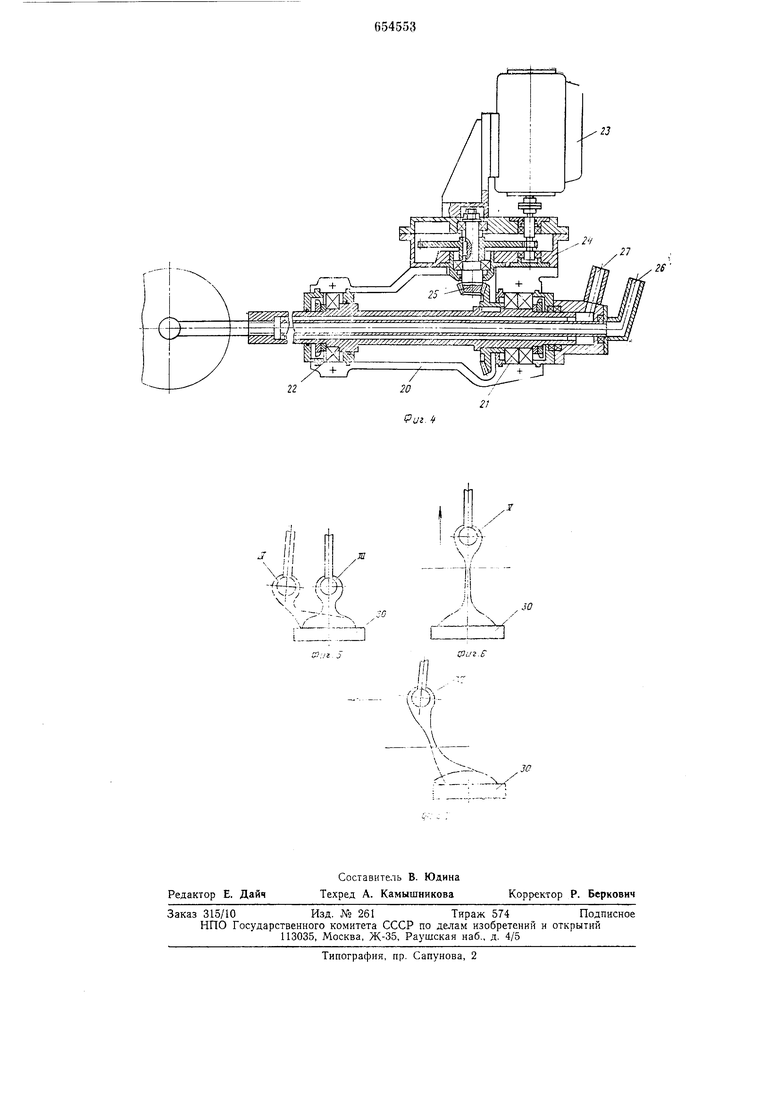
На фиг. 1 изображено предлагаемое устройство, обишй вид; на фиг. 2 - позиционер; на фиг. 3 - вид по стрелке А на фо:г. 1; на фиг. 4 - трубка с керамическим мундштукоМ и устройство для Вращения трубки; на фиг. 5-7 - этаны процесса отрезки и укладки порции стекломассы на формующий инструмент.
Предлагаемое устройство содержит неподвижный корлуе 1, трубку 2 с керамическим мундштуком 3, снабженную устройством 4 для вращения трубки 2, направляющее устройство, состоящее из больщого кривощипа 5, малого кривоши па 6, длина которого составляет 0,4-0,6 от длины больщого кривощцпа, и соединенного с ним щатуна 7, длина которого также составляет 0,4 - 0,6 от ;1,лины болыиогп кривошипа. Крнвошины 5 и 6 установлены в нодщйпниках 8 и 9, смонтированных в корпусе 1, причем расстояние между ними равно 0,5-0,8 от длины больщого, кривощипа. При таком соотношении звеньев траектория движения мундщтука позволяет «обходить брус -печи с набранной на мундщтук стекломассой с небольщой разницей по высоте между положениями I и 1П мундщтука.
На щатуне 7 расположен цили«др 10, с которым соединено устройство 4 для вращения трубки 2.
Внутри корпуса 1 установлен позиционер 11 гидравлический, пневматический «ли комбинированный, состоящий из цилиндров 12-14, составляющих один механизм, и рычаг 15, щарнирно закрепленный в корлусе 1. Рычаг 15 щарнирно соединен со щтоком 16, являющимся общиМ для цилиндров 12 и 14. Позиционер 11 через щток 17 цилиндра 13 и зубчатую передачу 18 связан с осью 19, на которой закреплен малый кривощиП 6. Устройство 4 для вращения трубки 2 состоит из корпуса 20, в котором на нодщипниках 21 и 22 установлена трубка 2, и двигателя 23, который через редужтор 24 ,и ко-ническую зубчатую Передачу 25 соединен е трубкой 2. Трубка 2 снабжена патрубком 26 для подвода и патрубком 27 для отвода воды, охлаждающей трубку 2 и -подщипники 21 и 22.
Для отрезки порций стекломассы на корпусе 1 установлены ножницы 28. Унравдение позиционером 11, а также включение и выключение двигателя 23 производится от командоапларата (на чертеже не показан). Устройство подает сте-кломассу из печи 29 к формующему инструменту 30.
Питатель работает следующим обра,ЗОМ.
При подаче команды с командоапларата на лозиционер 11 последний через щток 17 и зубчатую передачу 18 поворачивает малый кривощиш 6 на определенный угол, л.ри этом трубка 2 с мундщтуком 3, расположенная на щатуне 7, перемещается в печь и мундщтук 3 располагается над стекломассой в положении П.
При получении позиционером 11 следующей рабочей команды цилиндр 12 опускает щток 16 в пижнее положение и через рычаг 15 переводит цилиндр 13 в крайнее
нижнее положение (это положение изображено пунктиро.м на фиг. 2).
В результате шток 17 через зубчатую передачу 18 сообщает дополнительный угол поворота малому кривощилу 6, веледствие чего мундщтук 3 из положения И переходит в положение 1, т. е, опускается в стекломассу и производит набор стекломассы.
После набора необходимого количества стокломассь по команде на позип.понер 11 от командоаппарата иггок 16 цилиндра 12 поднимает рычаг 15 с цилиндром 13 и .через зубчатую передачу 18, поворачивая малый кривощип 6, поднимает мундщтук 3 с порцией стекломассы из положения 1 в положение П. В этот момент трубка 2 с мундщтуком 3 получает от двигателя 23 ускоренное вращение для отрыва тянущегося за мундщтуком «хвоста.
Следующая команда от командоаппарата включает в работу цилиндр 13, который через щток 17, зубчатую передачу 18 и малый кривощил 6 переводит мундщтук 3 со стекломассой в положение 1И, где вращение трубки 2 прекращается. Порция стекломассы стекает в форму и ее отрезают ножницы 28.
Из положения П1 мундщтук может быть переведен в положение IV, V или VI. При этом, если в работу включается цилиндр 10, мундщтук переводится в положение V, если работает цилиндр 14 - в положение IV, а если цилиндры 10 и 14 работают одновре.менно - в положепие VI. Во всех 0ТИХ положениях мундпггука производится отрезка иовой порции стекломассы.
Перемещение мундщтука в разные положения Позволяет воздействовать на форму порции стекломассы за счет ее оттяжки на величину следа отреза .и на укладку стекломассы относительно инструмента. Например, при переводе мупдщтука в положепие V вытягивается «хвост, который тянется за стекломассой, оставщейся на мундщтуке, при этом уменьщается диаметр следа отреза. Перевод мундщтука в положение IV позволяет при отрезке по-рции стекломассы уложить след от ножниц на боковую сторону порции стекло.массы, т. е. уложить его в ту часть, которая после выработки изделия будет удалена или не будет влиять на качество изделия.
После отрезки порции стекломассы мундщтук 3 возвращается в положение И и трубка 2 начинает снова вращаться.
В процессе стекания стекломассы на стеклоформующий инструмент конструкция предлагаемого устройства позволяет сообщить мундщтуку ряд движений, вызывающих изменепие формы, величины следа отреза, укладки относительно инструмента порции стекломассы, что дает возможность не только использовать данный питатель для выработки щирокого ассортимента стеклоизделий, по и существенно
улучшить качество поверхности этих изделий, особенно если необходимо получить изделия ответственного назначения, . так ка-к исключается нал1ичис следа отреза на рабочей поверхности изделия.
Устройство, кроме того, по сравнению с известными менее сложно по конструкции, так как и для перемещения мундштука и для погружения его в стекломассу используется одно и то же направляюшее устройf-TBo и оби1ий привод в виде позиционера. Вследствие исключения столкновения МУНЛИ1ТУКЯ го стенкой печи повышается надежност) устройства в паботе. Оно автоматизировано и все обслуживание его сводится К наблюдению за исправным со тоян1 ем механизмов и переналадке для производства нового типа стеклоизделий.
Благодаря вертикальному оасположению конструкции устройство занимает меньнгую площадь и легко компонуется с различными стеклоформуюшими машинами.
Форм у л а и 3 обре т е п и я
Устройство для набора стекломассы, содепжащее станину, наборную трубку с мундштуком на конце, механизм ее врапюния, направляющие и привод для перемещеУ1пя трубки, отличающееся тем, что, с целью повышения качества поверхности изделий, направляющие выполнены в виде птарнирно-рычажного четырехзвенного направляющего механизма, в ключающего два кривоигипа и шатун, причем на последнем устаиовлс-мьт трубка с мундштуком, а принол р.11шолн-ен в виде нозиционери, связанного с одним кривонишом.
Источники информации, иринятые во внимание нри экспертизе 1. Патент ФРГ .Уд 2416376, кл. 32 а 5/36 ,1975.
2. Патент ФРГ № 2031054, кл. 32 а 5/36. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный питатель стеклоформующей машины | 1980 |
|
SU885159A1 |
| Питатель стекломассы | 1980 |
|
SU903309A1 |
| Вакуумный питатель | 1956 |
|
SU108941A1 |
| Вакуумный питатель | 1960 |
|
SU137644A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СТЕКЛОМАССЫ | 1991 |
|
RU2031088C1 |
| Устройство для получения капель стекломассы | 1976 |
|
SU642262A1 |
| Ножницы для отрезки порций стекломассы | 1987 |
|
SU1435548A1 |
| Ножницы для прямолинейной отрезки порций стекломассы | 1991 |
|
SU1804453A3 |
| Вакуумный питатель | 1977 |
|
SU698933A1 |
| Способ изготовления сетеподобных материалов из расплавов пластических материалов и устройство для осуществления способа | 1961 |
|
SU144447A1 |
12
16
сРиг 2
& I (
L:
1
-.
30
X
