Изобретение относится к устройствам для изготовления керамических изделий, состоящим из транспортера, несущего формы, с применением второго транспортера, несущего пластины, которые служат для поддержания изделия в формах во время движения их в опрокинутом состоянии.
Большим недостатком известных подобных устройств является необходимость иметь специальное приспособление для осторожного извлечения из форм подсушенных изделий и установки их на подставки для окончательного высушивания. Кроме того, применение транспортера в горизонтальной плоскости ведет к резкому росту габаритов установки при увеличении ее производительности за счет увеличения числа гнезд для отливки.
В предлагаемом изобретении отмеченные недостатки устраняются.
Особенностью устройства является то, что поддерживающие пластины укреплены на втором транспортере при помощи шарнирных подвесок с целью использования этих пластин в качестве -поддонов для перемещения освобожденных от форм изделий через зону сушки.
35
Для приближения поддерживающих пластин к формам во время нахождения форм в опрокинутом состоянии подвески поддерживающих пластин смонтированы на цепи транспортера с возможностью передфижения в вертикальном направлении и снабжены на концах роли,ками, взаимодействующими с неподвижной направляющей.
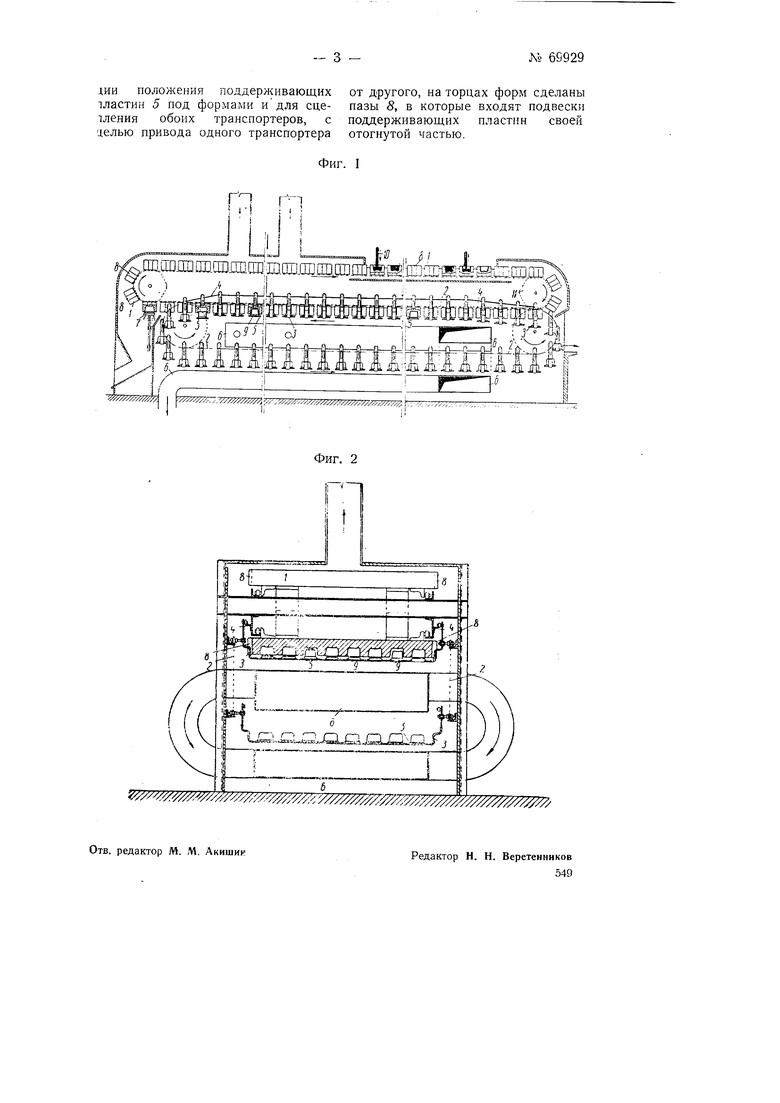
На фиг. 1 изображен продольный вертикальный разрез устройства, а на фиг. 2,- поперечный разрез его.
Согласно изобретению, устройство для изготовления керамических изделий состоит из двух транспортеров: несущего формы 1 и несущего поддерживающие пластины 5 (цепного), укрепленные на транспортере при помощи щарнирных подвесок 3.
Горизонтальные элементы подвесок 3 вместе с пластинами 5 используются для экранирования поверхностей форм /, обращенных в сторону излучающего элемента 6, с целью избежания их перегрева. Сквозные отверстия 9 в горизонтальных элементах подвесок 3 и пластинах 5 служат для облучения внутренней поверхности изделий.
Для фиксации положений пластин 5 под изделиями, находящи547
мися в перевернутых формах 1, корпусы последних по торцам снабжены пазами 8, в которые могут входить отогнутой частью подвески 3. Предполагается, что из двух транспортеров ведущим будет транспортер с формами /. Для сцепления обоих транспортеров используется заход подвесок 3 в пазы 5 форм 1. Изменение расстояний по высоте между пластинами 5 и формами 1 регулируется неподвижной направляющей 4, по которой катятся ролики подвесок 3 (фиг. 2). Излучающий элемент 6 представляет собой металлический короб с введенными в него газовыми горелками или другими нагревательными устройствами.
Для очистки краев форм 1 после удаления изделий применены вращающиеся щетки 7, которые при каждом перемещении транспортера автоматически отводятся от форм.
В случае необходимости увеличить время сущки изделий., не изменяя при этом общей производительности установки, транспортер 2 с подвесками 5 может быть легко продолжен за пределы габарита транспортера, несущего формы У, в любом направлении в соответствии с конкретными условиями на месге установки.
Работа описанного устройства протекает следующим образом. Вся система имеет прерывистое движение с интервалами, зависящими от ассортимента изделий и производительности устройства.
После предварительной очистки щетками 7 формы 1 проходят зону сушки, расположенную на верхней ветви транспортера, несущего формы, и подводятся к месту заливки 10. Паполненные до краев жидкой массой формы / продвигаЮ1ТСЯ дальще в течение времени, необходимого для набирания черепка.
После обора излищка жидкой массы и окончательного закрепления остатка на дне изделия формы 1 огибают направляющий барабан 11 и совершают свой дальнейщий nyib в перевернутом положении. В это время к ним. приближаются подвески 3 с пластинами 5, и через от548
версти-я 9 происходит облучение внутренней поверхности изделий оч нагревательного элемента 6.
В результате достаточно длительного облучения изделия теряют 4acTt влаги, несколько уменьшаются Е объеме, отделяются от форм и по/ влиянием собственного веса опускаются на пластины 5 и тем самьи; оказываются перемещенными нг цепной транспортер 2. Перед полным отделением подвесок 5 с изделиями от пустых форм происходит строго фиксированное вертикально опускание подвесок. При прохождении горизонтального участка подвески 3 с изделиями проходят в пространстве между двумя нагретыми поверхностями излучающего элемента и его нижней горизонтальной отводной трубой. Здесь происходит досушивание изделий после чего они подаются к окну для передачи на последующие операции
Предмет изобретения
1.Устройство для изготовлени керамических изделий, состоящее и; транспортера, несущего формы, с применением второго транспортера несущего пластины, служащие для поддержания изделия в формах вс время движения их в опрокинуто1 : состоянии, отличающееся тем что поддерживающие пластины i укреплены на втором транспортере при помощи шарнирных подвесок 3 с целью использования этих пластин 5 в качестве поддонов для перемещения освобожденных от форм / изделий через зону сушки
2.Устройство по п. 1, отличающееся тем, что для приближения поддерживающих пластин L к формам, во время нахождения форм в опрокинутом состоянии, подвески 5 поддерживающих пластиг смонтированы на цепи транспортер с возможностью передвижения Е вертикальном направлении и снабжены на концах роликами, взаимодействующими с неподвижной на правляющей 4.
3.Устройство по п. 1, отличающееся тем, что для фиксад,ии положения поддерл :ивающихот другого, на торцах форм сделаны
1ластин 5 под формами идля сце-пазы 8, в которые входят подвески
лления обоих транспортеров, споддерживающих пластин своей
делью привода одного транспортераотогнутой частью.
Фиг. I