Известны непрерывно действующие устройства для изготовления отливкой керамических изделий, состоящие из бесконечного транспортера, несущего формы и поддоны, и неподвижно установленных автоматических приспособлений для заливки в форму массы и отсоса ее излишков.
Предлагаемое устройство отличается от известных другим устройством транспортера, выполненного в виде отдельных, не скрепленных между собой, тележек, перемещагмых приводимой в действие от эксцентрика гребенкой, снабженной обращенными вверх и вниз зубьями.
Указанные особенности обеспечивают более плавный ход транспортера и, как следствие этого, повышение качества изделий и уменьщение брака.
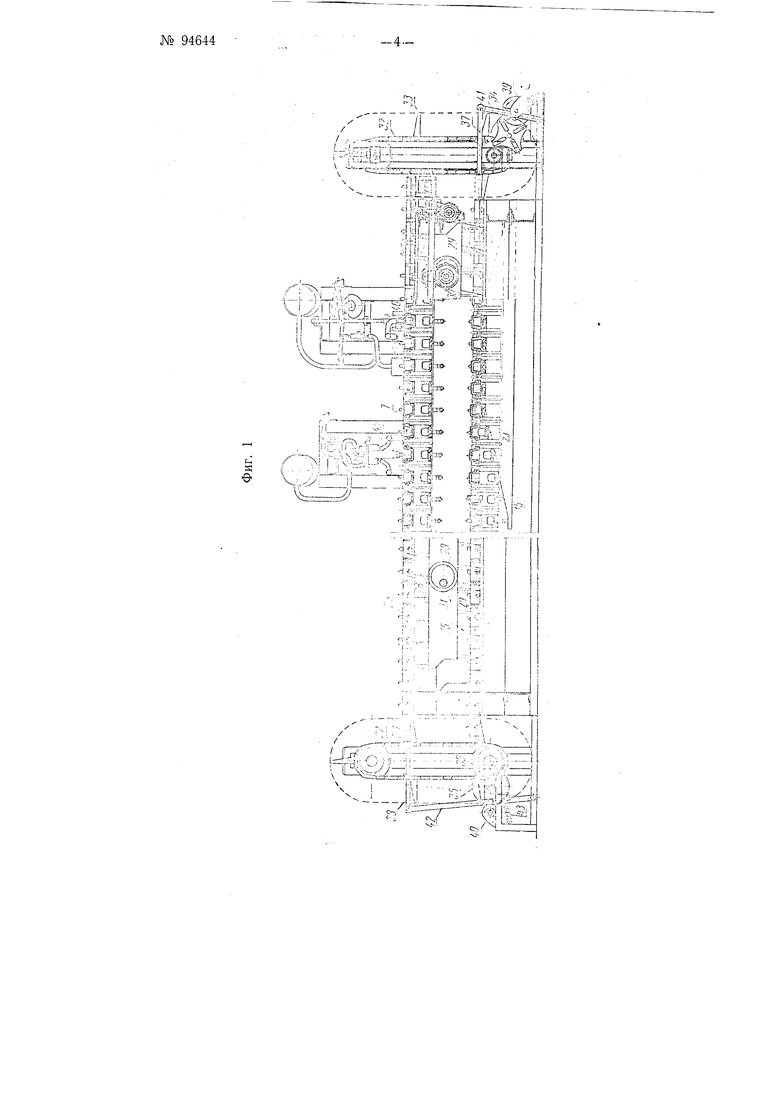
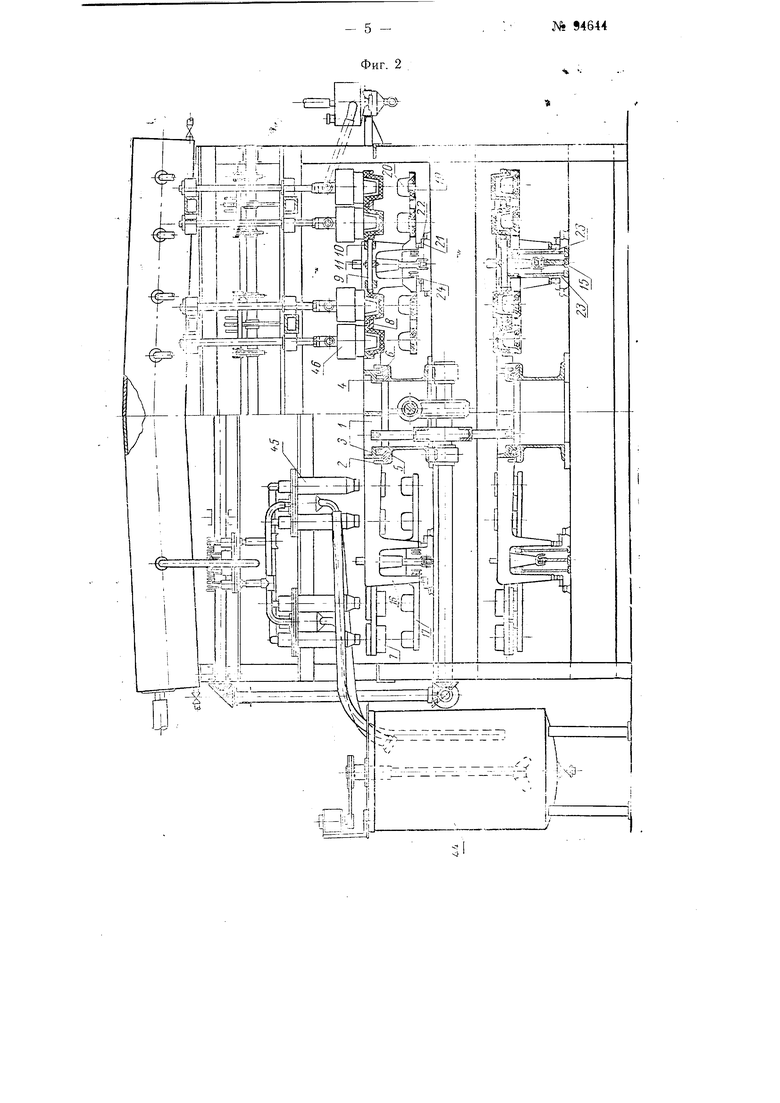
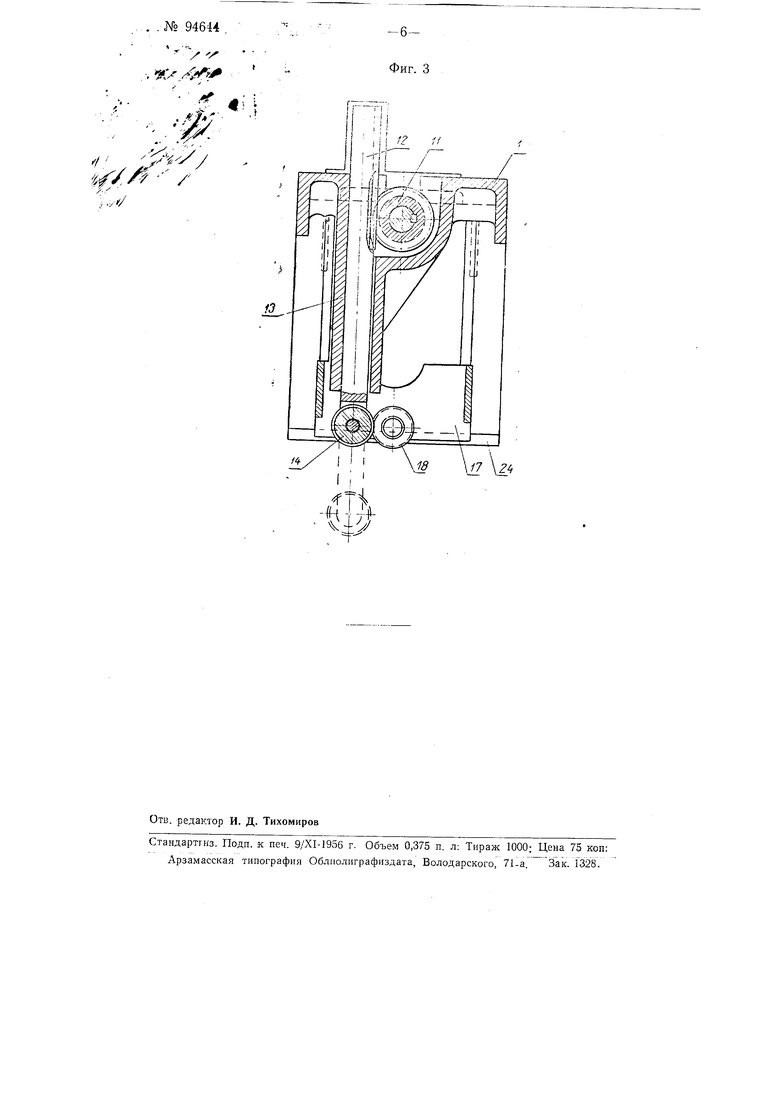
На фиг. 1 изображен продольный разрез предлагаемого устройства; на фиг. 2 - поперечный разрез того же устройства; на фиг. 3 - поперечный разрез тележки по механизму для передвижения блока форм. Тележка выполнена в виде рамы /, снабженной четырьмя ходовыми роликами 2 и направляющими пазами 3 и 4. Паз 3 не имеет боковых зазоров и дает точное продольное направление тележкам; паз 4 имеет боковые зазоры. Пазам 3 4 соответствуют продольные направляющие выступы 5 и 6.
На участке движения тележек с формами, наполненными жидкой массой, с целью устранения расплескивания массы, выступы 5 и о приподняты на высоту, исключающую перемещение тележек на роликах 2, что обеспечивает их скольжение в пазах 3 w. 4.
Формы 7 укреплены в гнездах блока 8 снабженного двумя цапфами 5, имеющими возможность вращения в подшипниках 10, расположенных по обоим концам рамы /. Между подшипниками 10 на оси блока 8 посажена шестерня 11, находящаяся в зацеплении с вертикальной зубчатой рейкой 12.
Рейка 12 имеет возможность ограниченного вертикального движения во втулке 13 рамы /. На своем нижнем конце рейка 12 имеет направляющий ролик 14, служащий для подъема и опускания рейки посредством неподвижного копира 15. При этом блок 8 с формами 7 поворачивается на 180. Рама / снабжена на обоих кон цах четырьмя направленными вни вертикальными выстунами 16, слу жащими для направления рамок 17, снабженных роликами 18. К рамкам 17 прикреплены поддо ны 19 (для изделий), оборудован ные для сушки изделий электриче скими нагревателями 20, получаю щими питание током посредством токоприемников 21 от щин 22. Вертикальные перемещения рамок 17 осуществляются движением роликов 18 по неподвижным копи рам 23. В пижнем положении рамки 17 ложатся на поперечные планки 24, прикрепленные к нижним торцам выступов 16. Для перемещения тележек применена совершающая возвратно - поступательные движепия в вертикальной плоскости гребенка 25, снабженная сверху зубьями 26 и снизу зубьями 27, располол :енными на равных расстояниях межд собой и сцепляющимися со средними роликами 28 « -замы 1. Гребенка 25 приводится в движение двумя эксцентриками 29 от синхронно вращающихся валов 30 и 31. При движении вверх от средней линии гребенка 25 зубьями 26 передвигает на один таг тележки верхнего ряда конвейера, при движении вниз нижними зубьями 27 передвигает все тележки пижнего ряда конвейера в обратном направ лении. Передача тележек с верхнего ряда конвейера на нижний и обратно производится двумя одинаковыми устройствами, состоящими каждое из пары бесконечных цепей 32, имеющих расположенные на равном расстоянии пальцы 33, принимающие на себя тележки. Цепи с пальцами совершают прерывистое равномерно - ускоренное вертикальное движение в одном направлении от механизма мальтийского креста 34 через зубчатые колеса 35 и 36. Для сталкивания тележек с пальцез 55 применены толкатели 37 и 5S, которые управляются кулачками 59 и 40 посредством рычагов 41 и 42 к нрулсин 43. - Для автоматической заливки жидкой массы в формы и удаления её излищков применены приспособления, состоящие из сборника 44, дозаторов 45 и отсосов 46. Работа устройства протекает следующим образом. Тележки, соверщая прерывистое движение, в начале верхнего ряда конвейера проходят зону подсущки форм 7, после чего подводятся пад дозатор 45 для заливки в формы жидкой массы. Затем тележки продвигаются и после промежутка времени, необходимого для получения нужной толщипы черепка, подаются к отсосу 46 для удаления избытка Жидкой массы. Когда тележки верхнего ряда конвейера передвинутся до устройства для передачи их с верхнего ряда на пижний, с поддонов 19 снимаются высущенные изделия, а тележки с помощью пальцев 55 опускаются вниз. При движении тележек в пижнем ряду конвейера соединенные в блоки 8 формы 7 поворачиваются на 180° вокруг горизонтальной оси, а поддоны 19 с электронагревателями становятся под опрокинутыми формами 7. Включаются электронагреватели для подвяливания изделий, находящихся в формах. Через определенный промежуток времени изделия дают усадку, отделяются от формы и под влиянием собственного веса опускаются на поддоны 19. Предмет изобретения 1. Устройство для изготовления ерамических изделий отливкой, выолненное в виде бесконечного транпортера, составленного из катяихся вдоль направляющих по роикам звеньев, несущих формы и оддоны, с применением установенных неподвижно нриспособлений ля заливки в формы массы и удаения ее излищков, о т л и ч а юееся тем, что звенья транспорера выполнены в виде отдельных, е скрепленных между собой, теежек. 2. Устройство поп. 1, о т л и ч а юе е с я тем, что для перемещения ележек применена приводимая в ействие от эксцентрика и соверщающая круговое движение гребенка, снабженная обращенными вверх и вниз зубьями, периодически взаимодействующими с верхним и нижним рядом тележек.
3. Устройство по пп- 1 и 2, о т л ичающееся тем, что на участке между заливкой в формы массы и
удалением ее излишков продольные направляющие транспортера приподняты на высоту, исключающую перемещение тележек на роликах.
4. В устройстве по пп, 1-3 применение д.1я сущки изделий электронагревателей, вмонтированны.х и поддоны.
fUfff ji-iSa, JTl
C-i
. .№ 94644 ,
. X , S
..i;
X V X
- -v
-/ /
Фиг. 3