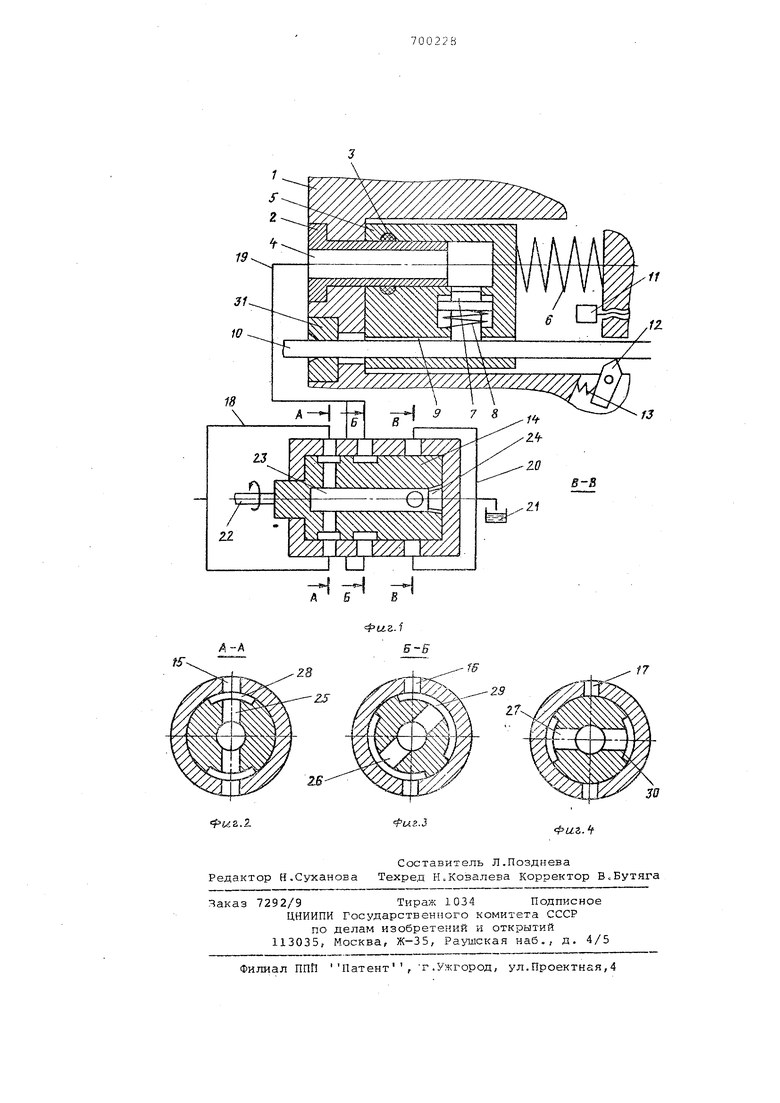
(54 УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПРАВКИ МЕТАЛЛИЧЕСгаХ ИЗДЕЛИЙ Устройство ДЛЯподачи и правки работает следующим образо; ;,, Предварительно откадиброванный конец проводоки иди прутка материа.па 10 заправляют через прав ильный эламент 31 и ножевой фиксатор 12. , /Жидкость высокО1о давления непрерывно нагнетается по трубопроводу 18, одотник 14 f вращаясь от кривошипного вада пресса через понижающую зубчатую ггередачу и вад 22, резко открьшает сгегментные канавки 28 и 29 и жидкость под действием давления устремляется через диаметрально противоположные Отверстия 15 и 16, осевую продольную Полость 23 и трубопровод 19 в неподЕшжный плунжер 2, Так как трубощэовод J;9 и полость плунжера 2 заполнены жидк:остью, возникает гидравлический удар Сопровождающийся распространением удар ных волн со скоростью звука в жидкэсти Ц повышением в ней давдения с той же ciKopocTbio. Достигнув полости плун;5;ера 2 и каретки 5, волна, давления осуществляет зажим материала 10 при по14ощи йоошня 7, затем, отражаясь от торца полости каретки 5, приводит ее в дзижейие, С момента отражения ударной вол ны давление в трубопроводе 19, начина фт полости плунжера 2, повыт-лается до значения, равного в пределе двойному Давлению источника.Посдедрватедьность Движений поршня 7 и каретки 5 гарантируется и тем, что масса подпр гжинен 1ЧОГО nopiJJHH 7 меньше массы подпружийенной каретки 5, которая пре-;:-цолевае усилие, необходимое д.пя правки и калибровки материала 10. ДззкжеЕ-п ем каретки 5 на шаг подачи до регулируемого упора 11 оау1цествл 7етс я подача :й правка с калибровкой материала 10 путем деформирования его.в правильном элементе 31 .Золотник 14, поворачн.ваясь, закрывает отверстия 15 ддя сообщения с источником высокого давдения и открывает сегментные канавки 30 для соединени.. трубопровода. 9 со сливным баком 21 через диаметрально противоположные отверстия 16 и 17, сегментную канавку 29, радиальные канавки 26, 27 и трубопровод 20, Давление в полости плунжера 2 падает до атмосферного. Поршень 7 и каретка 4 соответственно под действием пружин 8 и 6 возвращаются в исходное подожение. Ножевой фиксатор 12 и правильнБй элемент 31 исключают движение материала 10 в противоположном направлении. Цикл осуществляется поворотом золотника 14 на lao и далее повторяется. Использование энергии гидравлического удара повышает производительность и надежность подачи на заданный., шаг . Формула изобретения 1.Устройство для подачи и правки металлических изделий, содержащее установленные в корпусе Каретку с приводом, правильный элемент, а также механизм зажима, отличающееся тем, что, с целью повышения производительности и надежности, оно снабжено механизмом возврата каретки и установленными в каретке цилиндром с плунжером, ось которого параллельна оси правки, и цилиндром с подпр окиненным поршнем, ось которого перпендикулярна оси правки, при этом рабочие полости цилиндров соединены между собой 2.Устройство по П.1, о т л и ч аю щ е е с я тем, что привод ка.ретки выполнен в виде вращающегося золотника, соединенного с рабочей полостью лтилиндра с плунжером. Источники информ%дии, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 220210f кл. В 21 D 1/02, 1964 (прототип) .,- 
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный холодновысадочный автомат | 1977 |
|
SU733834A1 |
| Устройство для создания гидравлических ударов | 1977 |
|
SU742667A1 |
| Установка для создания гидравлических ударов в рабочих гидроцилиндрах | 1974 |
|
SU510300A1 |
| Холодновысадочный автомат | 1985 |
|
SU1292897A1 |
| Инъектор | 1979 |
|
SU791376A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Гидравлическое устройство ударного действия | 1978 |
|
SU785477A1 |
| Гидромолот | 1979 |
|
SU927902A1 |
| ГИДРАВЛИЧЕСКИЙ ДОМКРАТ | 1999 |
|
RU2165039C1 |
| Ножницы для резки профильного материала | 1977 |
|
SU921455A3 |