1
Изобретение относится к гальваностегии, в частности к электролитическому осаждению сплава железо-никель для восстановления изношенных деталей чаесборочных машии и чаенодрезочных аппаратов, работающих при вибро-ударных нагрузках.
Известен электролит для нанесения покрытий из сплава никель-л ;елезо (5- 25% Fe), содержащий, г/л: сернокислый никель 212, хлористый никель 18, сернокислое железо 22, хлористое железо 2,5, борную кислоту 25 и сернокислый магний 1.
Однако в данном электролите осаждаются защитно-декоративные иокрытия на основе никеля, толщиной не более 25 мкм, в связи с чем они не могут быть использованы для восстановления изношенных деталей.
Наиболее близким к изобретению ио технической сущности является известный электролит для нанесения нокрытий из сплава железо-никель (3-5% Ni), содержащий хлористое железо, хлористый никель и соляную кислоту 2.
Однако покрытия, нолученные в этом электролите, характеризуются сравнительно низкой ударной износостойкостью (1,49-10-8 кг/с на стали Ст. 20 и 1,552-Ю- кг/с на стали Ст.-40Х), в связи с
чем они также не могут оыть использованы для восстановления изнощенных деталей, работающих при вибро-ударном режиме.
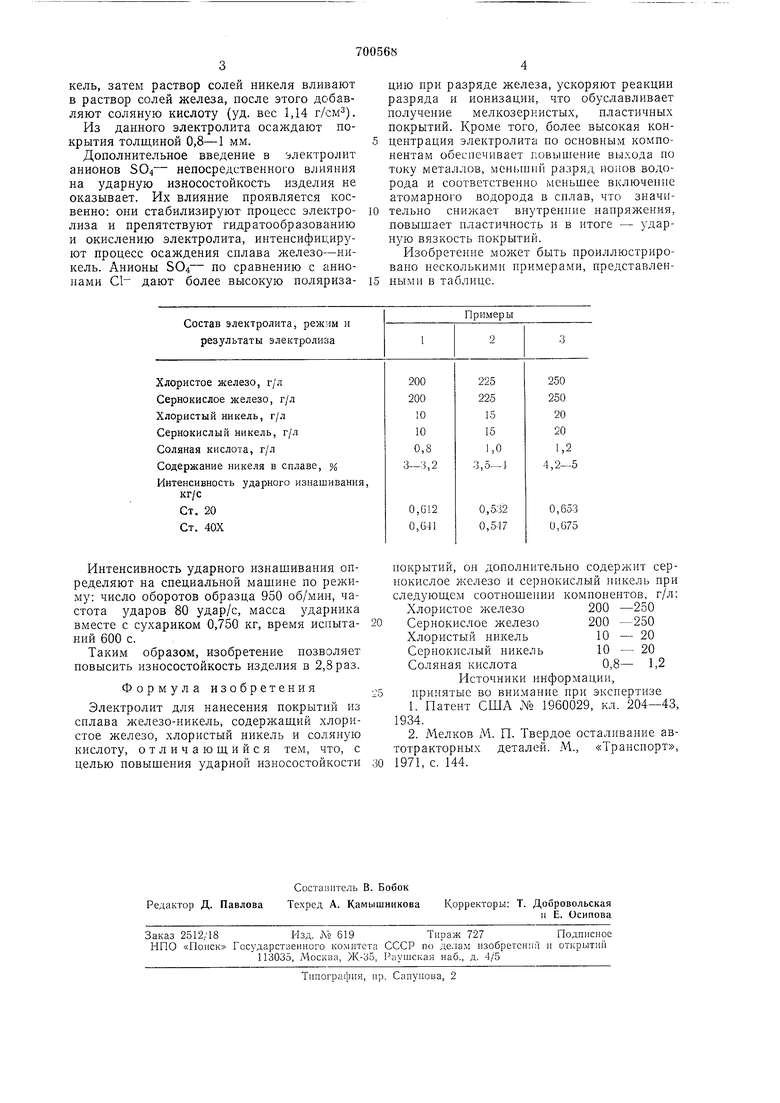
С целью повышения ударной износостойкости покрыт1 Й предлагаемый электролит дополнительно содержит сернокислое ЛСеле30 и сернокислый никель при следующем соотношении комионентов, г/л:
Хлористое железо200 -250
Сернокислое железо200 -250
Хлористый никель10 - 20
Сернокислый никель10 - 20
Соляная кнслота0,8- 1,2
Процесс осаждения рекомендуют проводить при температуре 75-80°С (с предварительной выдержкой изделия без тока в течение 20 с), иачальной плотностп тока 200-300 А/М с постепенным повышением тока в течение 10 мин до рабочего значения 4000 А/м2
Перед осаждением изделие обезл иривают и проводят анодное травление в 30%-ном растворе серной кислоты при плотности тока 8000 А/м в течение трех минут.
Электролит готовят следующим образом. Хлористое и сернокислое железо растворяют в дистиллированной воде, отдельно растворяют хлористый и сернокислый никель, затем раствор солеи никеля вливают в раствор солей железа, после этого добавляют соляную кислоту (уд. вес 1,14 г/см).
Из данного электролита осаждают покрытия толщиной 0,8-1 мм.
Дополнительное введение в электролит анионов S04- непосредственного влияния на ударную износостойкость изделия не оказывает. Их влияние проявляется косвенно: они стабилизируют процесс электролиза и препятствуют гидратообразованию и окислению электролита, интенсифицируют процесс осаждения сплава железо-никель. Анионы SO4- по сравнению с анионами С1- дают более высокую поляризацию при разряде железа, ускоряют реакции разряда и ионизации, что обуславливает получение мелкозернистых, пластичных покрытий. Кроме того, более высокая концентрация электролита по основным компонентам обеспечивает повышение выхода по току металлов, меньший разряд ионов водорода и соответственно меньшее включение атомарного водорода в снлав, что значительно снижает внутренние напряжения, повышает пластичность и в итоге - ударную вязкость покрытий.
Изобретение может быть проиллюстрировано несколькими примерами, представленнымп в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для осаждения металлополимерных покрытий | 1989 |
|
SU1742362A1 |
| Электролит для осаждения покрытий из сплава железо-никель | 1979 |
|
SU863724A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ЖЕЛЕЗНЕНИЯ | 1966 |
|
SU186824A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ЖЕЛЕЗО-НИКЕЛЬ-ХРОМ НА ИЗНОШЕННЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ С ПОМОЩЬЮ РЕВЕРСИВНОГО ТОКА | 2021 |
|
RU2775586C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ ПОКРЫТИЙ ИЗ СПЛАВА НИКЕЛЬ-ЖЕЛЕЗО НА СТАЛЬНЫХ ПОДЛОЖКАХ | 2003 |
|
RU2314366C2 |
| Способ получения композиционного металл-алмазного покрытия на поверхности медицинского изделия, дисперсная система для осаждения металл-алмазного покрытия и способ ее получения | 2020 |
|
RU2746730C1 |
| Электролит для нанесения покрытий сплавами железо-никель | 1981 |
|
SU1046350A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПОЛУЧЕНИЯ СПЛАВОВ ЖЕЛЕЗО-НИКЕЛЬ | 2018 |
|
RU2694398C1 |
| Электролит для осаждения покрытий из сплава никель-железо | 1981 |
|
SU956629A1 |
| Электролит для осаждения сплавов олово-никель | 1975 |
|
SU570661A1 |
Интенсивность ударного изнашивания определяют на специальной машине по режиму: число оборотов образца 950 об/мин, частота ударов 80 удар/с, масса ударника вместе с сухариком 0,750 кг, время испытаНИИ 600 с.
Таким образом, изобретение нозволяет повысить износостойкость изделия в 2,8 раз.
Формула изобретения
Электролит для нанесения покрытий из сплава железо-никель, содержащий хлористое железо, хлористый никель и соляную кислоту, отличающийся тем, что, с целью повышения ударной износостойкости
покрытий, он дополиительно содерн ит сернокислое железо и сернокислый никель нри следующем соотношении компонентов, г/л: Хлористое железо200 -250
Сернокислое железо200 -250
Хлористый никель10 - 20
Сернокислый никель10 - 20
Соляная кислота0,8- 1,2
Источники информации, принятые во внимание при экспертизе
