(54) УСТРОЙСТВО ДЛЯ СБОРА СТРУЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система | 1985 |
|
SU1321549A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многооперационный станок | 1983 |
|
SU1126406A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ГИБКАЯ АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1992 |
|
RU2078672C1 |
| УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ СТОЛА-СПУТНИКА | 1993 |
|
RU2102217C1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ И СБОРА МЕТАЛЛИЧЕСКИХ ЧАСТИЦ ОТ ВАЛКОВ ПРОКАТНЫХ КЛЕТЕЙ | 2002 |
|
RU2215598C2 |
| ПЯТИЛИНЕЙНЫЙ ДВУХПОЗИЦИОННЫЙ ЗОЛОТНИКОВЫЙ ЭЛЕКТРОПНЕВМОРАСПРЕДЕЛИТЕЛЬ ПРИВОДА ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2241146C2 |
| Станок для формообразования фланцев на цилиндрических заготовках | 1990 |
|
SU1779437A1 |
I
Изобретение относится к области машиностроения и может быть использовано на металлорежущих станках, встроенных в автоматическую линию, при работе осевым, горизонтально расположенным инструментом.
Известны устройства с использованием системы сжатото воздуха, содержащие стружкоуловитель, расположенный между обрабатьшаемой деталью и кондукторной плитой, с целью обеспечения сбора стружки непосредственно в зоне обработки с дальнейшим ее транспортированием в тару (1 .
Эти устройства не могут быть использованы при работе на автоматичес ких линиях, так как они не обеспечивают свободное прохождение спутников с закрепленными деталями, а, следовательно, не обеспечивают раздельного сбора стружки, например, цветной и черной.
Целью изобретения является обеспечение отдельного сбора цветной стружки, образующей при обработке на автоматических линиях осевым инструментом втулок из цветного мёталла, расположенных в корпусных деталях, например, из черного металла.
Это достигается за счет выполнения стружкоуловителя из двух частей, одна из которых неподвижная, выполнена из ряда соосных втулок, крайние из которых соответственно связаны с системой сжатого воздуха и тарой для стружки, а другая часть выполнена также из втулок с внутренней расточкой для удержания стружки, соосно установленных во вновь введенной траверсе с возможностью перемещения и установки по месту обработки от предназначенного для этого привода.
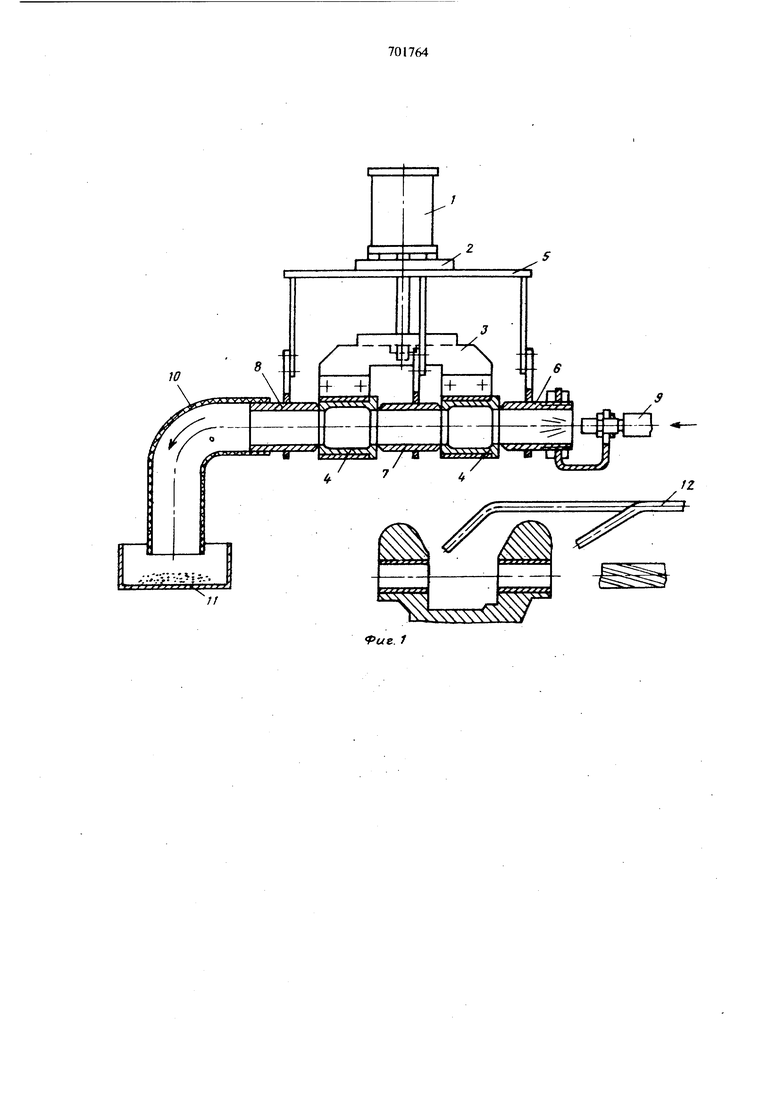
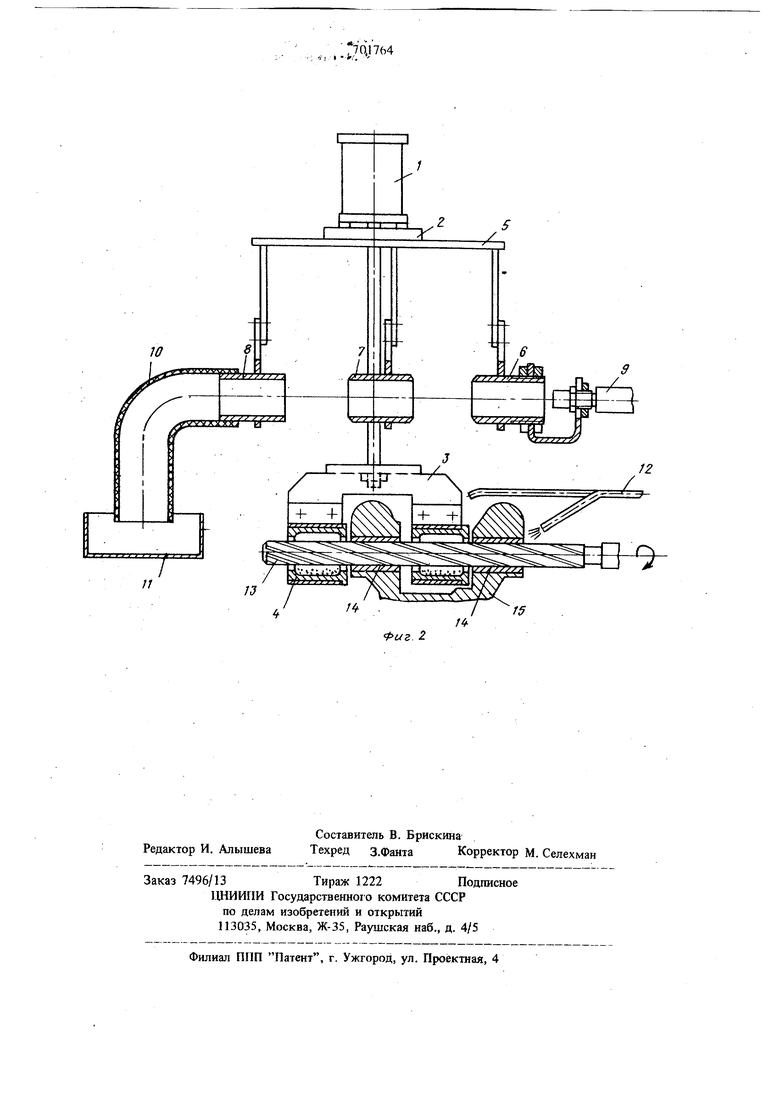
На фиг. 1 схематически изображен общий вид устройства; на фиг. 2 - в момент обработки детали.
Устройство состоит из привода 1, например, пневмоцилиндра, жестко закрепленного на раме 2 устройства. На штоке пневмоцилиндра 1 крепится траверса 3 со стружкоуловителями, выполненными в виде втулок 4, соосных между собой и имеющих внутреннюю расточку для удержания стружки. Кроме того, на кронштейне 5, закрепленном на раме 2, размещены втулки 6, 7, 8. Втулка 6 соединена с источником сжатого воздуха 9, а втулка 8 при помощи
трубопровода 10 соеданеиа с тарой 11 для цветной стружки. Устройство снабжено автоматической системой подачи охлаждающей жидкости 12, с направлением, подачи жидкости в сторону подачи инструмента, обеспечивающей условия для перемещения стружки в направлении движения инструмента.
Устройство работает следующим образом.
Перед началом обработки подается команда и подвижная часть стружкоуловителя - траверса 3 со втулками 4 опускается на рабочую позицию соосно с режущим инструментом 13 и обрабатываемыми отверстиями во втулках 14 из цветного металла, расположенных в корпусной детали 15 из черного металла, закрепленной, например, в спутнике автоматической линии.
Затем подается команда на начало обработки и включается подача охлаждающей жидкости.
При обработке отверстий цветная стружка накапливается во втулках 4 и удерживается в них за счёт наличия внутренних расточек.
После окончания обработки подача охлаждающей жидкости прекращается, выводится режущий инструмент, пневмоцилиндр 1 перемещает траверсу 3 со втулками 4 в верхнее положение, соосно со втулками 6, 7, 8. Затем включается источник сжатого воздуха 9 и цветная стружка перемещается из втулок 4 в тару 11 по единому трубопроводу, образованному втулками 4, 6, 7, 8 и трубопроводом 10, после чего подача воздуха прекращается и спутник с обработанной деталью 15 может перемещаться на следующую позицию.
Устройство готово к поЬторенйю цикла. Таким образом, на автоматической линии может быть осуществлен раздельный сбор стружки - основной, черной, собираемой транспортом и цветной, собираемой описываемым устройство
При развертывании отверстий по представленной схеме с использованием охлаждающей жидкости втулки-стружкоуловители 4 устанавливаются позади обрабатываемых отверстий.
При обычной схеме резания осевым инструментом, когда стружка будет перемещаться по стружечным канавкам к хвостовику инструмента, стружкоуловители необходимо устанавливать впереди обрабатываемого отверстия. При необходимости стружкоуловители могут быть расположены с двух сторон обрабатываемого отверстия.
Формула изобретения
Устройство для сбора стружки с использованием системы сжатого воздуха, содержащее стружкоуловитель и тару для стружки, отличающееся тем, что, с целью отдельного сбора цветной стружки, образующейся при обработке на автоматических линиях осевым инструментом втулок из цветного металла, расположенных в корпусных деталях, например, из черного металла, стружкоуловитель выполнен из двух частей, одна из которых, неподвижная, выполнена из ряда соосных втулок, крайние из которых соответственно связаны с системой сжатого воздуха и тарой для стружки, а другая часть выполнена также из втулок с внутренней расточкой для удержания стружки, соосно установленных во вновь введенной траверсе с возможностью перемещения и установки по месту обработки от предназначенного для зтого привода.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 188261, кл. В 23 В 49/02, 1963.
fue. 1
0iC2 2
