Изобретение относится к прокатному производству и может быть использовано при прокатке листов и полос цветных и черных металлов.
Известно магнитное устройство для уборки металлической стружки [1].
Приспособление состоит из трубы, выполненной из немагнитного материала, внутри которой размещен магнитный блок. Удаление стружки с трубы производится с помощью подвижного кольца. При перемещении кольца вдоль трубы стружка с него удаляется.
Недостатком известного устройства является невозможность его применения для сбора металлических частиц с поверхности прокатных валков из-за большой длины валков и отсутствия места для отведения устройства от валков с целью сбора уловленной стружки за их пределами.
Известно устройство [2] для обработки наружных цилиндрических поверхностей вращения. Цилиндрическое тело помещают между полюсами постоянного электромагнита. Зазоры между полюсами и обрабатываемой поверхностью заполняют магнитно-абразивным порошком. Магнитное поле удерживает порошок в зазорах и прижимает его к обрабатываемой поверхности.
Эффект удержания магнитного порошка, например, металлических частиц - продукта износа валков, с помощью магнитного поля использован в предлагаемом изобретении, задачей которого является недопущение попадания металлических частиц, находящихся вблизи очага деформации и в эмульсии, а также периодический отсос этих частиц без отвода устройства от поверхности валка. Поставленная задача достигается тем, что устройство для улавливания и сбора металлических частиц от валков прокатных клетей, включающее в себя корпус, подвижный и неподвижный магнитные блоки, магнитопроводы-полюсники и немагнитные прокладки, выполнено в виде панели длиной, равной длине бочки валка, образующей полость, внутри которой расположены два блока - один неподвижный, прилегающий (со стороны валка) к немагнитной стенке панели, и один подвижный, прилегающий к магнитной стенке панели. В немагнитной стенке панели, в одном из магнитопроводов-полюсников неподвижного блока и в одном из магнитопроводов-полюсников подвижного блока выполнены продольные щели с возможностью совмещения в одной плоскости при перемещении подвижного блока относительно неподвижного. На магнитной стенке панели, имеющей щели в плоскости щелей неподвижного блока и немагнитной стенки, установлен коллектор, соединенный с вакуумной установкой.
На фиг.1 (а,б) показано два положения (1 и 2) неподвижного и подвижного блока, на фиг. 2 - вид Е на переднюю стенку панели. Устройство состоит из передней стенки 1 панели, выполненной из немагнитного материала, неподвижных магнитопроводов-полюсников 2, разделенных немагнитными прокладками 3. Подвижный блок состоит из магнитопроводов-полюсников 4, постоянных литых магнитов 5, изолированных от магнитопроводов немагнитными прокладками 6. Для перемещения подвижного блока на задней стенке 7 панели, выполненной из магнитного материала, укреплены пневмоцилиндры 8, соединенные с подвижным блоком рычагами 9. Дно 10 и боковые стенки 11 панели выполнены из немагнитного материала. В передней стенке 1 сделаны продолговатые щели Г, соосно с ними в одном из магнитопроводов 2 выполнены более узкие щели А высотой "δ". В подвижном блоке между одним из магнитопроводов 5 и одним из магнитопроводов 4 выполнены продольные щели В, которые при смещении подвижного блока относительно неподвижного на расстояние, равное L (фиг.1б), совпадают со щелями Г и А и совмещаются со щелями Д, выполненными в задней стенке 7.
Для отсоса металлических частиц 12 вдоль щелей установлен коллектор 13, соединенный системой трубопроводов 14 с вакуумной установкой, состоящей из вакуумного насоса 15, фильтра 16, вакуумного аккумулятора 17 и системы автоматического управления 18 движением подвижного блока, подачей воздуха в пневмоцилиндры 8 и сообщением полостей щелей А, В, Г, Д с аккумулятором 17. Панель имеет ребра жесткости 19 и траверсу 20. Подъем, опускание, настройка устройства, установка требуемого зазора d между валками и передней стенкой 1 осуществляются при помощи пневмоцилиндров 21.
Устройство работает следующим образом.
С помощью пневмоцилиндров 21 панель подводится к валку на расстояние d, обеспечивающее надежный захват металлических частиц 12 магнитным потоком Ф, который при положении 1 проходит по пути с кратчайшим магнитным сопротивлением через магнитопроводы-полюсники 2 неподвижного блока, замыкается на металлические частицы 12 и притягивает их к щели Г. Процесс накопления частиц длится в течение всего периода прокатки, когда эмульсия непрерывно подается на валки. Небольшие размеры устройства и его расположение у прокатываемой полосы позволяет эмульсии достигать поверхности валка без уменьшения или разрушения факела струи (фиг.1б). При остановке клети валки останавливаются, подача эмульсии прекращается, срабатывает система АСУ 18 устройством. В пневмоцилиндры 8 подается сжатый воздух, подвижный блок панели перемещается по стрелке С вправо на величину L (фиг.1б), при этом магниты 5 занимают положение под немагнитными прокладками 3 неподвижных магнитопроводов-полюсников 2, и так как их ширина значительно меньше ширины полюсов магнитов 5, то поток Ф пойдет в основном через шунты, роль которых выполняют магнитопроводы-полюсники 2, так как магнитное сопротивление нового пути значительно меньше прежнего. Остаточный магнитный поток Фос сильно ослабнет. АСУ 18 вакуумной установкой включит клапан 22 и откроет доступ воздуха в вакуумный аккумулятор 17. В этом случае металлические частицы 12 по каналам А, Г, В, Д и трубопроводам 14 будут отсосаны из устройства в фильтр 16. Далее, при продолжении процесса прокатки, процесс улавливания металлических частиц повторяется.
Предлагаемое устройство предотвращает попадание металлических частиц (продукта износа валков) и других инородных ферромагнитных тел в очаг деформации, тем самым обеспечивает более высокое качество поверхности полосы после прокатки. Устройство не опасно в эксплуатации, т.к. источником магнитного поля являются постоянные магниты.
Источники информации
1. Константинов О.Я. Магнитная технологическая оснастка. - Л.: Машиностроение, 1974, с. 384.
2. SU 537796, 11.03.1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310527C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| ПОДУШКА ПРОКАТНОЙ КЛЕТИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2573156C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |

Изобретение относится к прокатному производству и может быть использовано при прокатке листов и полос цветных и черных металлов. Задача изобретения - улавливание частиц без отвода устройства от поверхности валка. Устройство имеет корпус, подвижный и неподвижный магнитные блоки, магнитопроводы-полюсники и немагнитные прокладки. Устройство выполнено в виде панели длиной, равной длине бочки валка, образующей полость, внутри которой расположены два блока - один неподвижный, прилегающий (со стороны валка) к немагнитной стенке панели, и один подвижный, прилегающий к магнитной стенке панели. В немагнитной стенке панели, в одном из магнитопроводов-полюсников неподвижного блока и в одном из магнитопроводов-полюсников подвижного блока выполнены продольные щели с возможностью совмещения в одной плоскости при перемещении подвижного блока относительно неподвижного. На магнитной стенке панели, имеющей щели в плоскости щелей неподвижного блока и немагнитной стенки, установлен коллектор, соединенный с вакуумной установкой. Устройство предотвращает попадание металлических частиц (продукта износа валков) и других инородных ферромагнитных тел, в том числе из эмульсии, в очаг деформации, тем самым обеспечивает более высокое качество поверхности полосы после прокатки. 2 ил.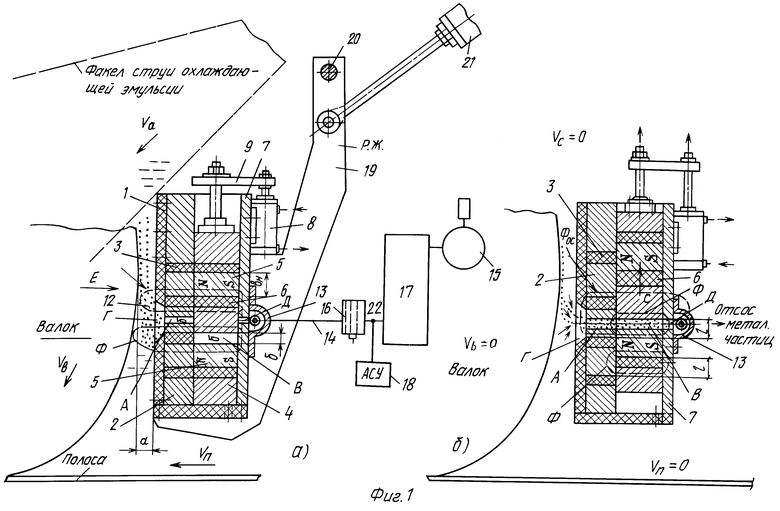
Устройство для улавливания и сбора металлических частиц от валков прокатных клетей, включающее в себя корпус, подвижный и неподвижный магнитные блоки, магнитопроводы-полюсники и немагнитные прокладки, отличающееся тем, что оно выполнено в виде панели длиной, равной длине бочки валка, образующей полость, внутри которой расположены два блока - один неподвижный, прилегающий со стороны валка к немагнитной стенке панели, и один подвижный, прилегающий к магнитной стенке панели, в немагнитной стенке панели, в одном из магнитопроводов-полюсников неподвижного блока и в одном из магнитопроводов-полюсников подвижного блока выполнены продольные щели с возможностью совмещения в одной плоскости при перемещении подвижного блока относительно неподвижного, на магнитной стенке панели, имеющей щели в плоскости щелей неподвижного блока и немагнитной стенки, установлен коллектор, соединенный с вакуумной установкой.
| КОНСТАНТИНОВ О.Я | |||
| Магнитная технологическая оснастка | |||
| - Л.: Машиностроение, 1974, с.384 | |||
| Устройство для магнитно-абразивной обработки | 1975 |
|
SU537796A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2028841C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПОЛОСЫ ОТ ОКАЛИНЫ | 1994 |
|
RU2073573C1 |
| Огнетушитель | 0 |
|
SU91A1 |
