Изобретение относится к станкостроению, а именно к гибким автоматическим линиям с многооперационными станками, в которых требуется автоматическая смена инструментов в инструментальных магазинах.
Цель изобретения - уменьшение габаритов линии и упрощение системы транспортирования инструментов путем замены самоходного напольного транспортного устройства, обслуживающего склад-накопитель и станки, устройством портального типа.
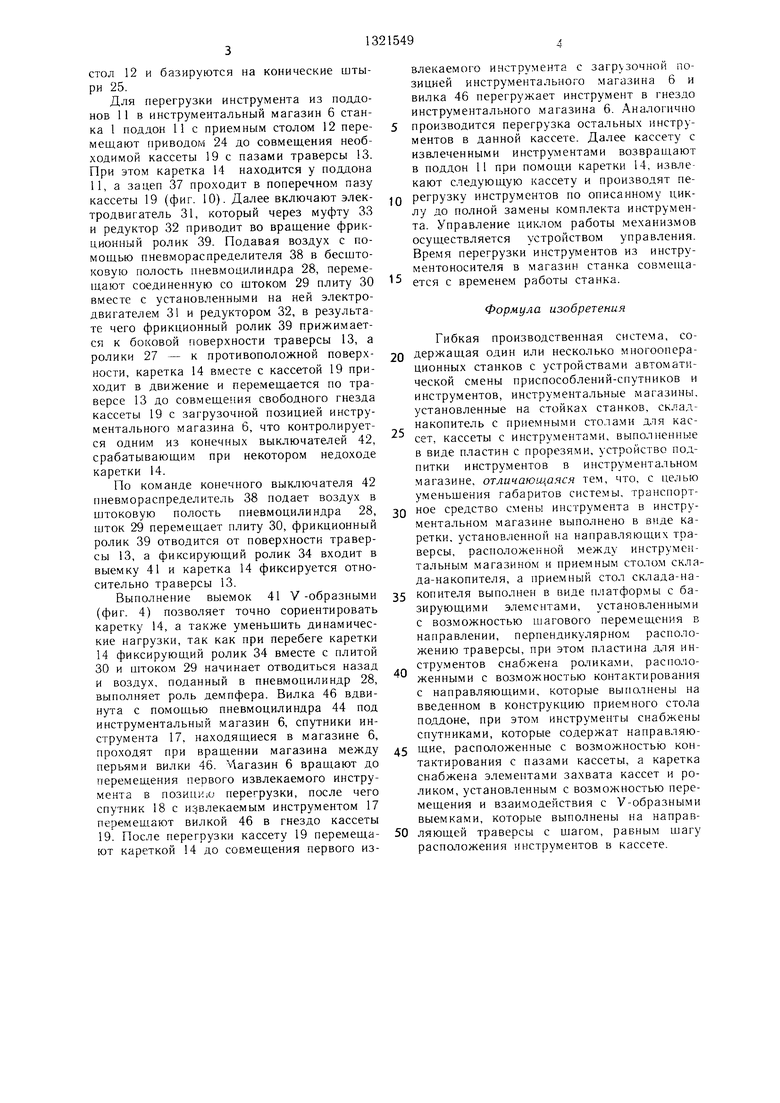
На фиг. 1 изображена гибкая производственная система, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - транспортное устройство смены и}1Струментов в, инструментальном магазине, вид в плане; на фиг. 5 - схема комплектации поддона инструментами; на фиг. 6 - приемный стол с ло.вдоном, вид спереди; на фиг. 7 - вид Б на фиг. 6; на фиг. 8 - вид В на фиг. 1; на фиг. 9 - вид Г на фиг. 8; на фиг. 10 - вид D на фиг. 4; на фиг. 11 - разрез Е-Е на фиг. 4.
Гибкая производственная система содержит многооперационный станок 1, транспортное устройство 2, склад-накопитель 3, приемовыдающее устройство 4, устройство 5 смены инструментов в инструментальном магазине 6, а также устройство управления (не показано).
В состав многооперационного станка 1 входят: устройство 7 обмена приспособлений-спутников 8, стружкоуборочный транспортер 9, тара 10 для стружки (фиг. 1-3).
Склад-накопитель 3 служит для размещения в нем необходимого для автономной работы комплекта приспособлений-спутников 8, тары 10 для стружки, поддонов 11.
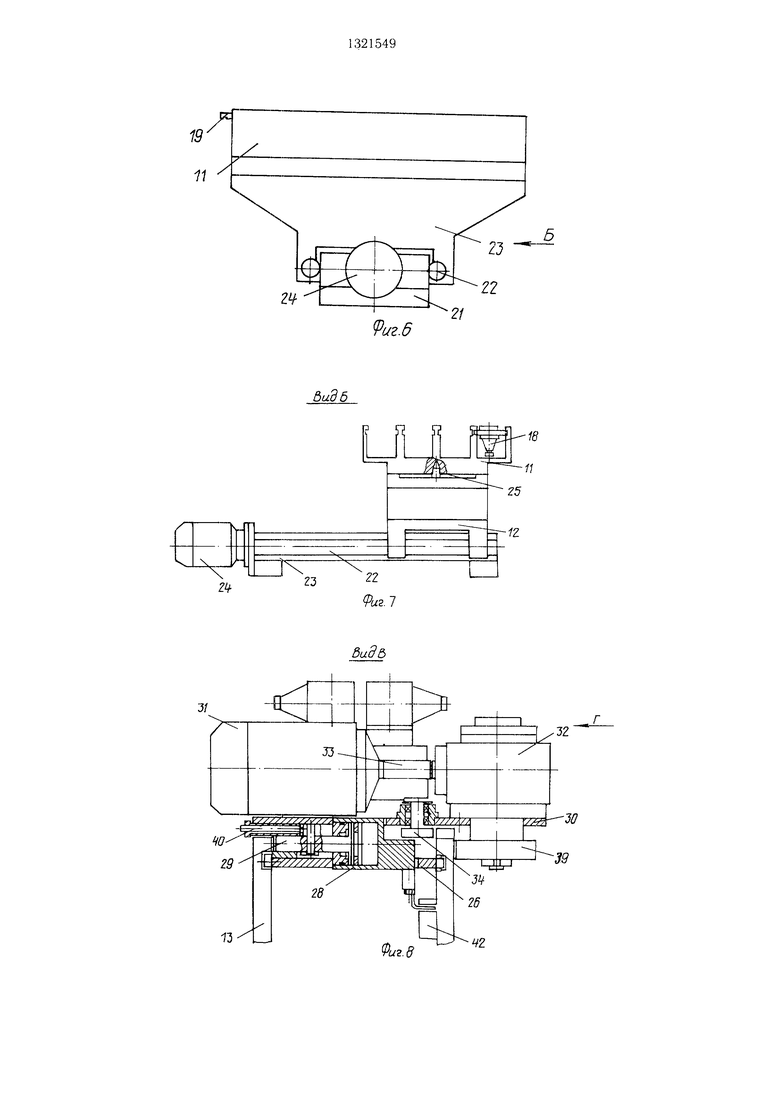
Устройство 5 смены инструментов в инструментальном магазине состоит из приемного стола 12, расположенного на складе- накопителе 3, траверсы 13 с кареткой 14 и механизма 15 перегрузки (фиг. 1 и 4). Предназначенные для загрузки в инструментальный магазин 6 оправки 16 с инструментом 17 (фиг. 5) расположены в спутниках 18 и вставляются в пазы кассеты 19, а кассета в свою очередь устанавливается в поддон 11. В каждой кассете 19 одно из гнезд оставляется свободным. Каждая кассета выполнена в виде пластины с открытыми в направлении расположения траверсы 13 пазами 20 под спутники 18 и снабжена роликами 21.
Приемный стол 12 установлен на направляющие 22 рамы 23 и связан с приводом 24 шагового перемещения. При этом на столе 12 закреплены базирующие элементы поддонов в виде щтырей 25.
Каретка 14 состоит из основания 26 (фиг. 8 и 9), снабженного роликами 27. На основании 26 закреплен пневмоцилиндр 28.
В состав каретки 14 входит также соединенная со штоком 29 пневмоцилиндра 28 поперечно-подвижная плита 30, на которой размещены электродвигатель 31, редуктор 32,
соединенный с электродвигателем 31 муфтой 33, фиксирующий ролик 34, расположенный в одной плоскости с пневмоцилиндром 28. Кроме того, на основании 26 закреплены на кронщтейнах 35 упорные ролики 36,
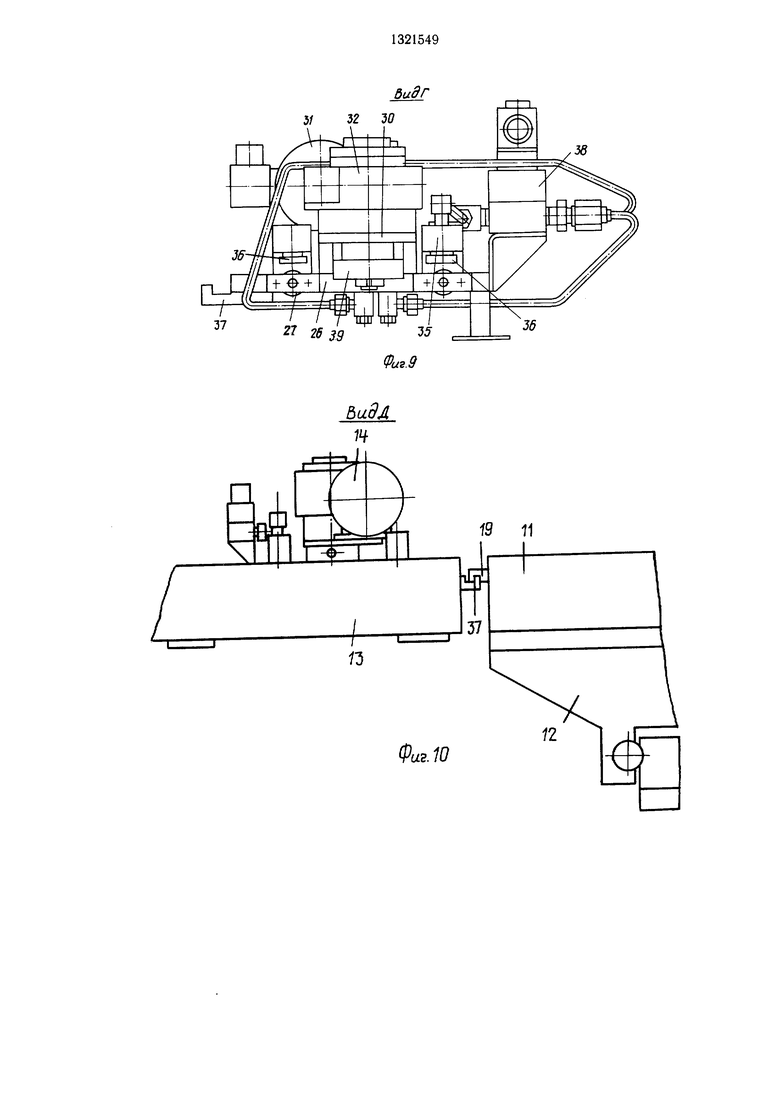
Q зацеп 37, входящий в поперечный паз кассеты 19 при транспортировке кассеты, а также пневмораспределитель 38 для управления пневмоцилиндром 28. На выходном валу редуктора 32 закреплен фрикционный ролик 39, величина поджатия которого регу5 лируется упором 40. Для фиксации каретки относительно инструментального магазина 6 на траверсе 13 выполнены V-образные выемки 41 (фиг. 4) с шагом, равным шагу расположения инструментов в кассете 19.
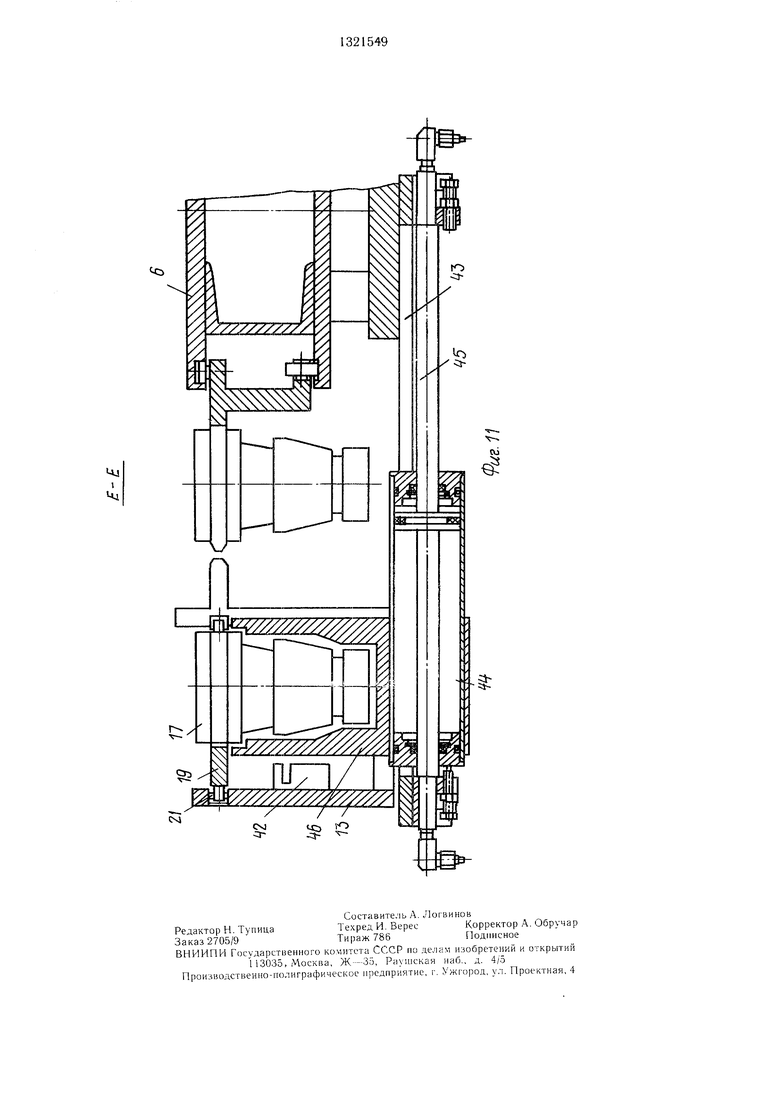
Q Расположение каретки контролируется конечными выключателями 42 (фиг. 11).
Механизм 15 перегрузки расположен под инструментальным магазином 6 и траверсой 13 ч состоит из рамы 43 (фиг. 10), пневмоцилиндра 44, шток 45 которого за5 креплен на раме 43, и вилки 46, скрепленной с корпусом ппевмоцилиндра 44. Как вариант, магазин 6 и механизм 15 перегрузки могут отсутствовать, при этом обмен инструментами производится с помощью механизма смены инструментов станка 1 непосредственно между шпинделем станка 1 и кассетой 19.
Гибкая производственная система работает следуюшим образом.
Необходимый для автономной работы
5 многооперационного станка 1 комплект приспособлений-спутников 8, поддонов 11, тары 10 для стружки загружают в склад- накопитель 3, предварительно выгрузив обработанные детали, тару со стружкой и использованный инструмент. При загрузке
приспособления-спутники, тара и т.д. устанавливаются на приемовыдающее устройство 4 и оттуда с помощью транспортного устройства 2 переносятся в заданную ячейку склада-накопителя 3.
5
В автономном режиме работы транспортное устройство 2 осуществляет перегрузку носителей .между складом-накопителем 3 и приемными устройствами многооперационного станка 1. Приспособления-спут0 НИКИ 8 с обрабатываемыми деталями загружаются на устройство смены приспособлений-спутников 8, откуда устанавливаются на стол станка 1 с помощью механизмов станка. Така 10 для стружки устанавливаг ется транспортным устройством 2 на приемную площадку, расположенную под транспортером 9. Поддоны 11 с комплектом инструмента устанавливаются на приемный
0
стол 12 и базируются на конические штыри 25.
Для перегрузки инструмента из поддонов 11 в инструментальный магазин 6 станка 1 поддон 11 с приемным столом 12 перемещают приводом 24 до совмещения необходимой кассеты 19 с пазами траверсы 13. При этом каретка 14 находится у поддона 11, а зацеп 37 проходит в поперечном пазу кассеты 19 (фиг. 10). Далее включают электродвигатель 31, который через муфту 33 и редуктор 32 приводит во вращение фрикционный ролик 39. Подавая воздух с помощью пневмораспределителя 38 в бесшто- ковую полость пневмоцилиндра 28, перемещают соединенную со штоком 29 плиту 30 вместе с установленными на ней электродвигателем 31 и редуктором 32, в результате чего фрикционный ролик 39 прижимается к боковой поверхности траверсы 13, а ролики 27 - к противоположной поверхности, каретка 14 вместе с кассетой 19 приходит в движение и перемещается по траверсе 13 до совмещения свободного гнезда кассеты 19 с загрузочной позицией инструментального магазина 6, что контролируется одним из конечных выключателей 42, срабатывающим при некотором недоходе каретки 14.
По команде конечного выключателя 42 пневмораспределитель 38 подает воздух в штоковую полость пневмоцилиндра 28, щток 29 перемещает плиту 30, фрикционный ролик 39 отводится от поверхности траверсы 13, а фиксирующий ролик 34 входит в выемку 41 и каретка 14 фиксируется относительно траверсы 13.
Выполнение выемок 41 V-образными (фиг. 4) позволяет точно сориентировать каретку 14, а также уменьшить динамические нагрузки, так как при перебеге каретки 14 фиксирующий ролик 34 вместе с плитой 30 и штоком 29 начинает отводиться назад и воздух, поданный в пневмоцилиндр 28, выполняет роль демпфера. Вилка 46 вдвинута с помощью пневмоцилиндра 44 под инструментальный магазин 6, спутники инструмента 17, находящиеся в магазине 6, проходят при вращении магазина между перьями вилки 46. Чагазин 6 вращают до перемещения первого извлекаемого инструмента в позицию перегрузки, после чего спутник 18 с извлекаемым инструментом 17 перемещают вилкой 46 в гнездо кассеты 19. После перегрузки кассету 19 перемещают кареткой 14 до совмещения первого из5
влекаемого инструмента с загр зочной позицией инструментального магазина 6 и вилка 46 перегружает инструмент в гнездо инструментального магазина 6. АналогичЕЮ
производится перегрузка остальных инструментов в данной кассете. Далее кассету с извлеченными инструментами возвращают в поддон 11 при помощи каретки 14, извлекают следующую кассету и производят пеQ регрузку инструментов по описанному циклу до полной замены комплекта инструмента. Управление циклом работы механизмов осуществляется устройством управления. Время перегрузки инструментов из инстру- ментоносителя в магазин станка совмеща ется с временем работы станка.
Формула изобретения
Гибкая производственная система, со0 держащая один или несколько многооперационных станков с устройствами автоматической смены приспособлений-спутников и инструментов, инструментальные магазины, установленные на стойках станков, склад- накопитель с приемными столами для кассет, кассеты с инструментами, выполненные в виде пластин с прорезями, устройство подпитки инструментов в инструментальном магазине, отличающаяся тем, что, с целью уменьшения габаритов системы, транспорт0 ное средство смены инструмента в инструментальном магазине выполнено в виде каретки, установленной на направляющих траверсы, расположенной между инструментальным магазином и приемным столом склада-накопителя, а приемный стол склада-на5 копителя выполнен в виде платформы с базирующими элементами, установленными с возможностью шагового перемещения в направлении, перпендикулярном расположению траверсы, при этом пластина для инструментов снабжена роликами, расположенными с возможностью контактирования с направляющи.ми, которые выполнены на введенном в конструкцию приемного стола поддоне, при этом инструменты снабжены спутниками, которые содержат направляю5 щие, расположенные с возможностью контактирования с пазами кассеты, а каретка снабжена элементами захвата кассет и роликом, установленным с возможностью перемещения и взаимодействия с V-образными выемками, которые выполнены на направ0 ляющей траверсы с щагом, равным щагу расположения инструментов в кассете.
0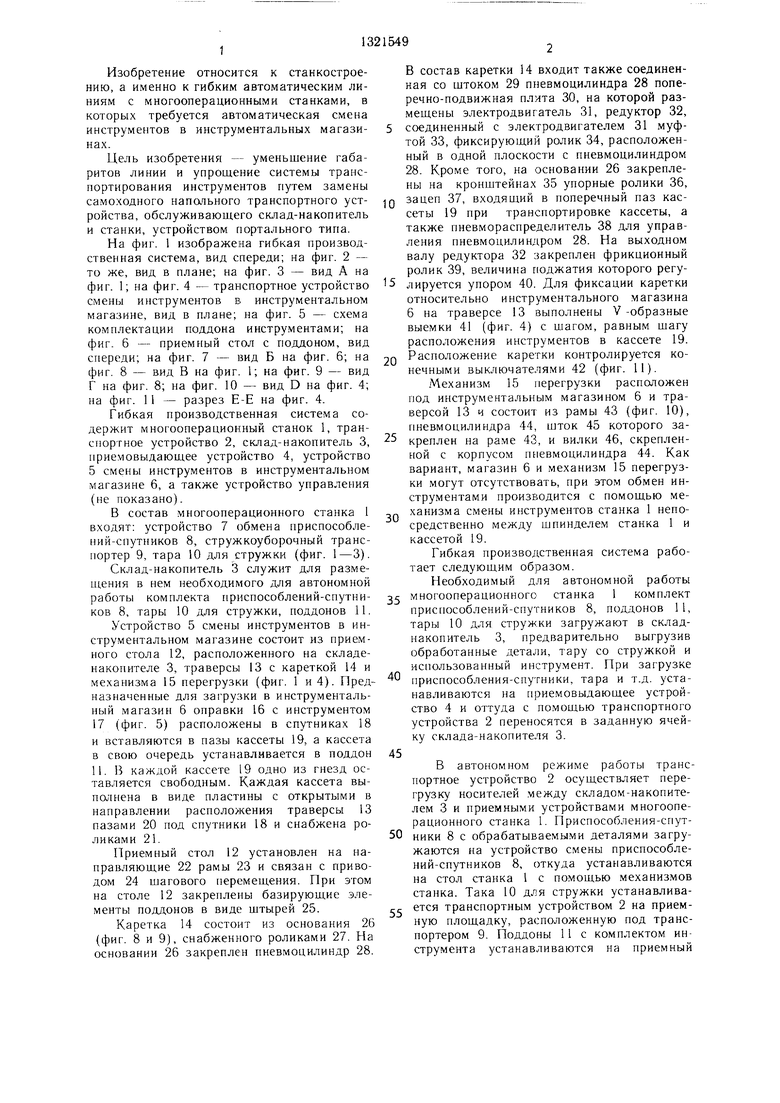
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| Гибкий производственный комплекс | 1986 |
|
SU1386424A1 |
| Гибкая производственная система | 1989 |
|
SU1672704A1 |
| Многооперационный станок | 1983 |
|
SU1126406A1 |
| Многооперационный станок с ЧПУ и автоматической сменой инструмента | 1989 |
|
SU1699757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
Изобретение относится к области станкостроения, а именно к гибким автоматическим линиям с многооперационными станками, в которых требуется автоматическая смена инструментов в инструментальном магазине. Гибкая производственная система включает многооперационный станок, склад-накопитель, приемовыдающее устройство, транспортное устройство, предназначенное для транспортирования приспособлений-спутников, поддонов с инструментами и тары с приемовыдаюш.его устройства на склад-накопитель, а также устройство смены инструментов в инструментальном магазине. Устройство смены инструментов в инструментальном магазине состоит из приемного стола, расположенного на склад- накопителе, траверсы с кареткой и механизма перегрузки инструмента. Предназначенные для загрузки в инструментальный магазин станка оправки 16 с инструментом 17 располагают в спутники 18 и вставляют в пазы гнезд кассеты 19, а кассету в свою очередь - в поддон 11. Поддон устанавливают на приемный стол с шаговым перемещением, Необходимая кассета из поддона изымается кареткой и перемещается к инструментальному магазину станка. 11 ил. 17 i сл со го СП 4; со 11 Фиг. 5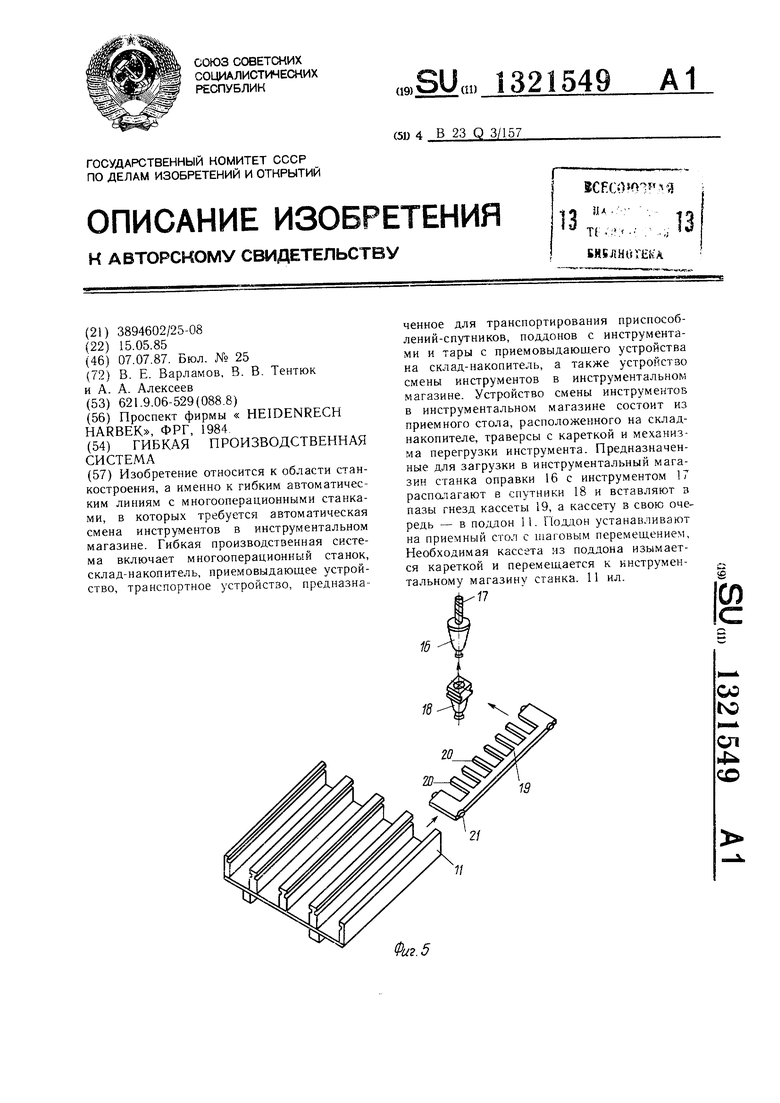
ЬадА
Фиг.З
Фт
9 л
/ „X
/УЧ УЧ у Ч W
пппппо
/
«
Г
П
ППП1
MU||U||U||LJ| LJ|iU||U
7/1 г|т11|ф11П11П11П11П11П1П1П
П
/5
1 „
/2
.4
11
249иг.6
-/3
51 32 JO
37
бидГ
&идЛ
Фа2.10
«
1 4i
(NJ
Составитель A. Логвинов
РедакторН. ТупицаТехред И. ВересКорректор А. Обручар
Заказ 2705/9Тираж 786Подписное
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
1 13035, MocKiia, Ж--35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Проспект фирмы « HEIDENRECH HARBEK, ФРГ, 1984 |
