(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865626A2 |
| Способ ленточного шлифованияи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU812533A2 |
| Устройство для натяжения шлифовальной ленты | 1979 |
|
SU927485A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Способ ленточного шлифования и устройство для его осуществления | 1977 |
|
SU633716A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU795900A2 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
1
Изобретение относится к станкостроению.
Известно ленточно-шлифовальное устройство, механизм нодачи которого производит врезание с регулируемой величиной рабочей подачи, в зависимости от радиальной составляющей силы резания.
Устройство включает узел регулирования подачи, кинематически связанный с механизмом подачи, содержащим коромысло с обрабатываемой деталью, имеюшее общую ось качания с рычагом подачи, перемещаемым гидроцилиндром 111.
Это устройство не позЬоляет полностью использовать режущие свойства абразивной ленты за период ее стойкости.
Целью изобретения является повышение производительности обработки путем обеспечения подачи изделия с максимальным усилием, допустимым прочностью лентьц
Это достигаетсй тем, что узел регулирования усилия подачи выполнен в виде
|Мембраны, несущей шток с опорой, огибаемой лентой.
Рычаг подачи на врезание с укрепленным на нем приспособлением для крепления детали, привод подачи, оги§аемая абразивной лентой опора, в виде ролика ось вращения которой закреплена на штанге, установленной на мембране узла регулирования подачи, образуют следящую систему регулирования. При этом эадиальное усилие подачи Ру, (усилие поджима детали к ленте) по мере затупления ленты увеличивается при сохранении постоянства усилия шлифования Р .
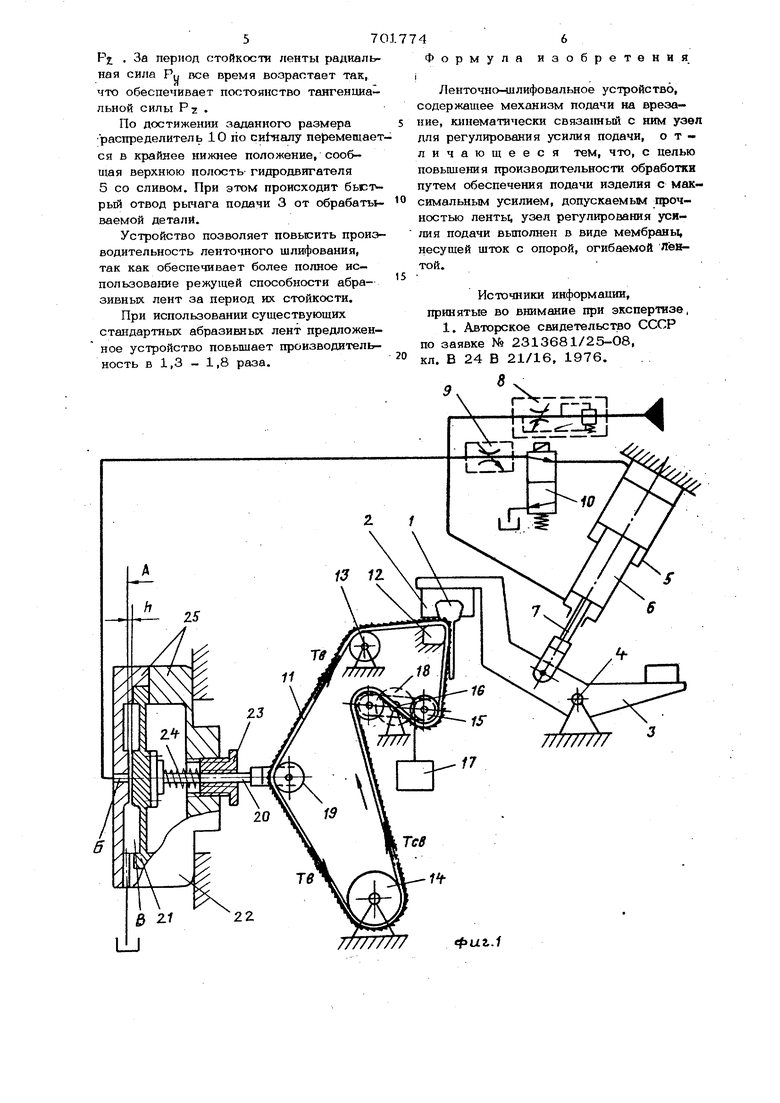
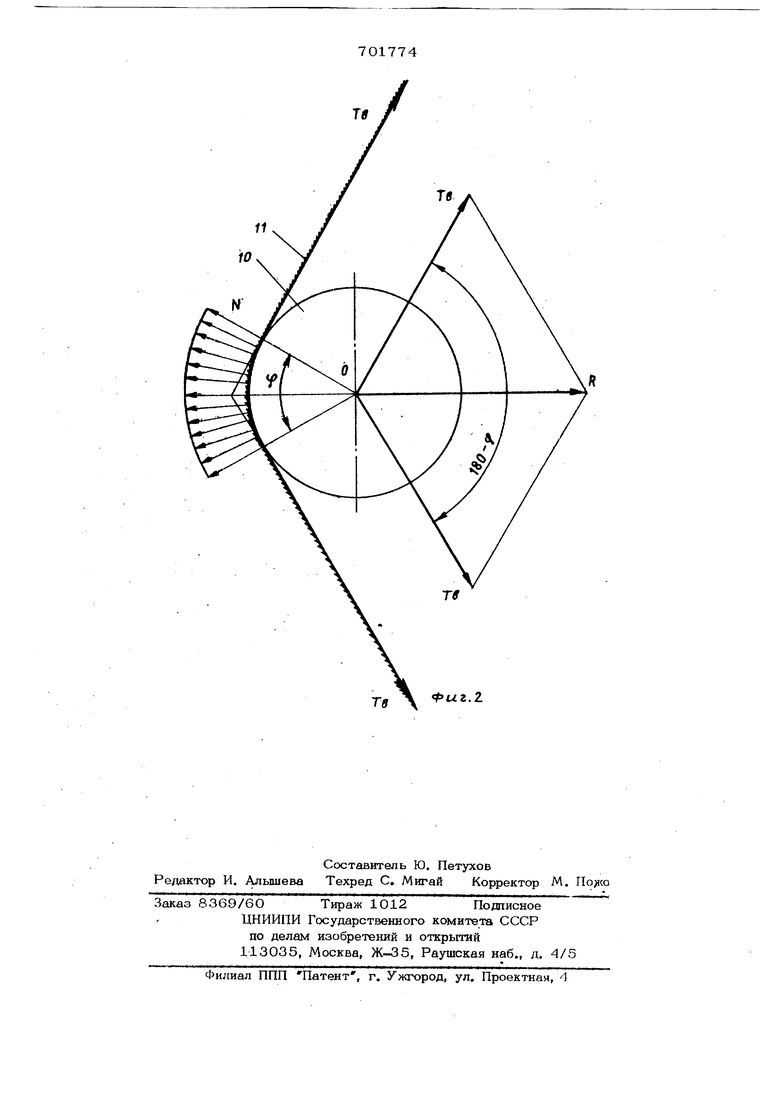
На фиг. 1 изображена схема ycтpoйcI ва в сечений, проходящем через плоскость вращения абразивной ленты; на фиг. 2 приведена схема сил, действующих между роликом лентопротяжного механизма и огибающей его абразивной лентой, имеющей натяжение Т от силы шлифования.
Обрабатываемая деталь Г с помощью крепежного приспособления 2 устанавливается на базовой площадке рычага подачи 3, име щего возможность поворота вокруг оси 4. Поворот в направлении подачи рьиага 3 осуществляется под действием силы гидродвигателя .5, создаваемой плунжерным дифференциальным порщнем 6, кинемати;чески связанным с рьпагом подачи 3 штоком 7, При рабачей подаче масло от гидросистемы посту;пает в гидродвигатель через регулятор постоянного расхода 8. Дроссель 9, установленный в подводящей ветви к поршню большого диаметра, служит для настройки ускоренного перемеще ния рычага подачи на врезание, а распре делитель 10 - для быстрого отвода рычага подачи от детали в конце дикла, Деталь 1 поджимается к абразивной. ленте 11, ог1 бающей контактньш элемен 12, направляющий ленту ролик 13, ве- дущий шкив 14 и натяжные ролики 15, установленнью с возможностью поворота вокруг оси 16, под действием груза 17 закрепленного на шкиве 18. Ведущая ветвь ленты огибает опору 1 вьшолненную в виде ролика, ось вращения которого закреплена на штанге 20 (второй конец-последней закреплен на ме бране 21); и узла регулирования подачи на врезание 22. Несущая опору 19 щтан га 2 О имеет вторую направляющую опору 23, в которой штанга установлена с возможностью осевого перемещения. Опо ра 23 вьшолнена в виде гайки, с торцом которой взаимодействует пружина 24, а второй конец пружины взаимодействует с мембраной 21 регулятора подачи. Мембрана 21 закреплена в корпусе 25 регулятора подачи и образует зазор h с торцовой поверхностью А сопла. С источником иитания регулятор подачи сообщается через центральное отверстие Б, а со сливом - полостью В. Регулирование первоначального зазора К, обеспе чивающего требуемую, скорость подвода рычага подачи на врезание к детали и давление в гидродвигателе в процессе обработки, осуществляется пружиной 24 посредством завинчивания (иди вывинчивания) гайки 23. Усилие R (фиг. 2), действующее на мембрану через штангу 2О и опору 19, создается ведущей вет вью абразивной ленты 11 к однозначно определяется силой шлифования р . В начале цикла обработки рабочая жидкость от гидростанции через регуля;- тор расхода 8 подается в нижнюю полос гидродвигателя 5 и через сопротивление созда(шемое рог улятоузом 22, идет на слив. Распределитель К) (электромагнитный золотник) находится в крайнем левом положении, перекрьшая доступ рабочей жидксюти в верхнюю полость гид- родвигателя и сообщая ее со сливом, рычаг подачи 3 с обрабатываемой деталью отведен от ленты и находится в крайнем правом положении. Абразивная лента 11, приводимая в движение шкивом 14, вращается вхолостую с некоторым натяжением, задаваемьм натяжными ро;шками 15. Дроссель 9 настроен на необходимую скорость быстрого подвода рычага подачи 3 к обрабатьшаемой детали, а зазор К регулятора 21 - на необходимое тангенциальное усилие Р2 шлифования. При включении подачи на врезание подается сигнал на электромагнит распределителя 10, которьй открывает доступ рабочей жидкости в верхнюю полость гидродвигателя 5, диффереишмльный поршень которого, перемещаясь вниз, поворачивает рычаг подачи 3 против часовой стрелки со скоростью ускоренной подачи на врезание. По мере поджима детали к абразивной ленте увеличивается натяжение Тв ее ведущей ветви. При увеличении Натяжения Тв ведущей ветви ленты пропорционально увел1гчивается сила R, действующая на мембрану слева направо, вызывая увеличение зазора И.- и тем самым уменьшение сопротивления дросселирующей щели регулятора. При постоянном давлении слива (в полость В) давление на входе гидродвигателя уменьшается так, что усилие шлифования PI остается постоя1шым. При этом мембрана занимает положение относительно торца А сопла регулятора, определяемое равенством сил упругости самой мембраны и пружины 24, с одной стороны, и реакции R ролика 19от силы натяжения Тв абразивной ленты. По мере затупления ленты уменьшается (при постоянном радиальном усилии РIJ ) тангенхшальная сила шлш1ювания PZ . уменьшая натяжение Тв, абразивной ленты, вследствие чего уменьшается зазор h, между мембраной 21, и торцом А сопла регулятора, увеличивая его сопротивление. При постоянном давлении в полости В, сообщенной со сливом, давление на входе в гидродвигатель S увелит-1ивается, увеличивая усилие поджима Ри детали к ленте до тех пор, пока не установится заданное значение усилия Pj . За период стойкости ленты радиальг ная сила Ру все время возрастает так, что обеспечивает постоянство тангенциальной силы Р 7 . По достижении заданного размера распределитель 10 по си1т1алу перемещает ся в крайнее нижнее положение, сообишя верхнюю полость гидродвигателя 5 со сливом. При этом происходит бьст1рый отвод рычага подачи 3 от обрабатьь ваемой детали. Устройство позволяет повысить производительность ленточного шлифования, так как обеспечивает более полное использование режущей способности абразивных лент за период их стойкости. При использовании существующих стандартных абразивных лент предложенное устройство повышает производительность в 1,3 - 1,8 раза. 777////// Формула изобретения i Ленточно-шлифовальное устройство, содержаи1ее механизм подачи на врезание, кинематически связа1шьй с ним узел для регулирования усилия подачи, отличающееся тем, что, с целью повышения производительности обработки путем обеспечения подачи изделия с максимальным усилием, допускаемым прочностью ленты, узел регулирования усилия подачи вьтолнеп в виде мембраны, несущей шток с опорой, огибаемой Лентой. Источники информации, принятые во внимание при экспертизе, 1. Авторское свидетельство СССР по заявке № 2313681/25-08, кл. В 24 В 21/16, 1976. Фиг.1
11
uz.2
