(54) СПОСОБ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО
ОСУЩЕСТВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Устройство для ленточного шлифования | 1979 |
|
SU876385A2 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Устройство для ленточного шлифования | 1977 |
|
SU709341A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865626A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Способ ленточного шлифования и устройство для его осуществления | 1977 |
|
SU633716A1 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU795900A2 |
1 ;;... Изобретение относится к шлифовал ной оОработке абраэивньшилентами и может быть использовано в машиностроительной и других областях. По основному авт.св. № 633716,. известны способ ленточного шлифования, при котором управление подачей на врезание осуществляется по величине силы давления ленты на натяж.ной ролик, и устройство для осуществления этого способа. Сила давления ленты на натяжной ролик пропорциональна натяжению ленты, что позволяет повысить производительность обработки и стойкость бесконечной шлифовальной ленты 1. Недостатком известного способа яв ляется то, что управление подачей осуществляют только по величине натяжения ведущей ветви и не учитывают изменение натяжения на ведомой ветви ленты, которое также изменяется в процессе обработки. Известно, что разность характеризует суммарную величину потерь тяги Свследствие трения, резания), развиваемую по дуг контакта в зоне обработки . В прО цессе работы происходит изменение условий обработки в зоне шлифования (изменяется геометрия обрабатываемой детали, что особенно сказываетоя при обработке прикомлевых участков лопаток газотурбинных двигателей, ооотозние режущей, поверхности ленты и др., йследствие чего происходит колебание нагрузки на, шлифовальную ленту, что приводит к изменению величины крутящего мсяыеита на ведущем шкиве стайка. Резкое увеличение крутящего мтоюнта вследствие инерционности передачи движения с ведущей ветви ленты на ведомую приводит к мгновенному снижению усилия в ведомой ветви. Шлифовальная лента в этот момент испытывает большие динамические напряжения, величина которых может превысить напряжения прочности ленты на разрыв, что снижает стойкость шлифовашьной ленты. Поэтому при работе станка иногда снижают режим шлифования, что приводит к снижению производительности обработки.. Цель изобретения - почьшение стойкости ленты и производительности об- работки. Поставленная цель достигается тем, что управление поДачей врезания, осуществляемое в Процессе шлифования, производят в зависимости от величины
разности натяжений ведущей и ведомой ветвей ленты.
Для осуществления способа в ленточ но-шлифовсшьном устройстве на ведомой ветви устанавливается дополнительный натяжной ролик, кинематически связанный с механизмом подачи посредством регулятора, следящего за величиной разности натяжений ведущей и ведомой ветвей.
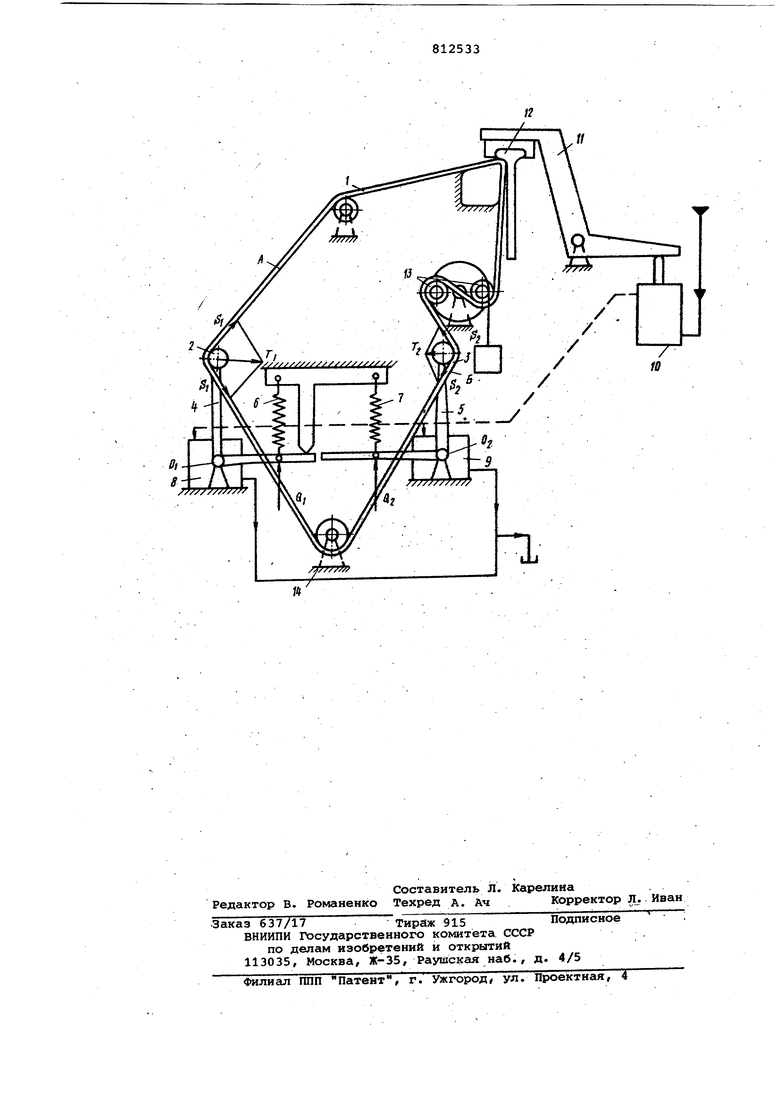
На чертеже схематично изображено устройство для осуществления предлагаемого ленточного шлифования.
На ведущей А и ведомой Б ветвях вращающейся шлифовальной ленты 1 в качестве следящих аа нагрузкой при шлифовании дополнительно установлены огибаемые лентой свободно вращающиеся натяжные ролики 2 и 3, закрепленные на корО1 ислах 4 и 5 с осями поворота 0 и 0-2 соответственно. Каждое коромысло соединено с упругим элементом - пружинами 6 и 7, усилия на которых устанавливгиот в зависимости от требуемого режима обработки, который задают необходимой разностью S.,-SQ. /устанавливаемой в зависимости от условий прочности ленты (злементы регулирования силы сжатия пружин на чертеже не изббреокены). Пружину можно заменить также грузом или другим устройством с регулируемой силой. Каждое коромысло 4 и 5 кинематически связано с регулирующими органами, например гидравлическими дросселями 8 и 9, которые связаны с осями кором1дсел и паргшлельно установлены в гидравлическую магистраль механизма 10 подачи, который связан с рычагом 11 подачи с закрепленной на нем обрабатываемой детсшью 12. Изменение длины ленты по мере ее вытяжки компенсируется натяжными роликами 13. Вршчение ленты осуществляется от ведущего шкива 14. При резком возрастании усилия натяжения, например в ведущей ветви А, происходит увеличение крутящего момента на.ведущем 14 и уменьшение усилия натяжения в ведомой ветви Б . При этом на ведущей ветви
А , когда величина этой силы достигает значения, при котором на ролике 2 момент силы Т превосходит момент силы а., пружины, б относительно оси поворота О , то корокалсло 4 поворачивается и воздействует на регулирующий орган гидравлический дроссель 8, увеличивая его проходно сечение.
Одновременно на ведомой ветви Б, когда величина силы, воздействукидей на ролик 3 достигает значения, при котором момент силы Т MeHbDie момента CHJttJ Qа пружины 7 относительно оси поворота о , то коромысло 5 поворачивается и воздействует на регулирующий орган - гидравлический дроссель 9, увеличивая его проходное сечение. При этом, вследствие J того, что гидравлические дроссели установлены в цепь управления параллельно, процесс регулирования скорости подачи или усилия поджима детали к шлифовальной ленте проводят в
А зависимости от величины разности усилий натяжения в ведущей А и ведомой Б ветвях ленты, обеспечивая оптимальный режим обработки для текущего периода работы станка (скорость подачи уменьшают).
5 Принцип работы предлагаемого ленточ но-шлифовапьного устройства является описанием предлагаемого способа управления подачи врезания в процес- . се шлифования.
Таким образом, предлагаемое техническое решение позволяет повысить чувствительность системы управления подачей, так как величина разности
5 натяжений в ветвях ленты при изменении нагрузки растет быстрее, чем изменение натяжения только в ведущей ветвн; снижает вероятность обрыва ленты от динамических перегрузок,
0 воздействующих на ленту в процессе работы на более напряженных режимах, обеспечивая максимальное использование режущих способностей шлифовальной ленты за период ее стойкости, что обеспечивает повышение производительности обработки при более высокой стойкости ленты.
Формула изобретения
5 ветвей ее.
Источники информации, принятые во внимание при экспертизе хя 1. Авторское свидетельство СССР № 633716, кл. В 24 В 21/16, 14.02.77.
1
