(S-T) УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ШЛИФОВАЛЬНОЙ ЛЕНТЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточношлифовальный станок | 1980 |
|
SU906674A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU865627A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Способ ленточного шлифования и устройство для его осуществления | 1978 |
|
SU719860A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Устройство для ленточного шлифования | 1978 |
|
SU882728A2 |
| Ленточно-шлифовальный станок (его варианты) | 1984 |
|
SU1235701A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865626A2 |
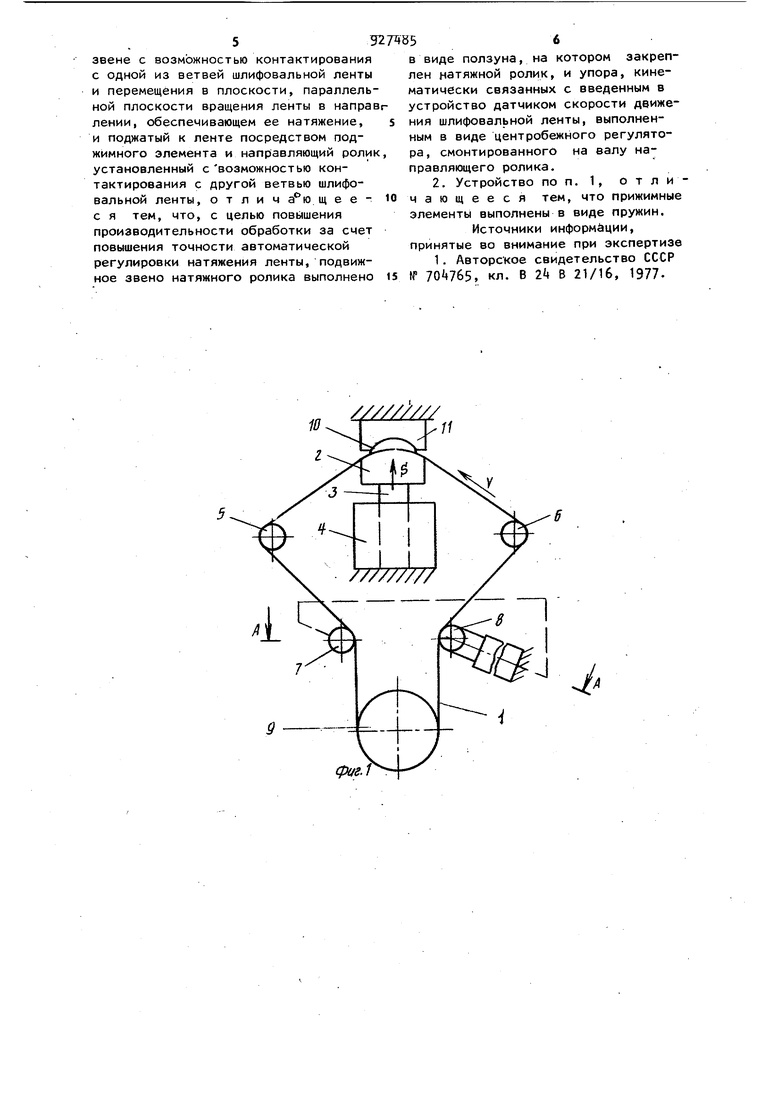
Изобретение относится к обработке деталей шлифовальными лентами, например пера и кромок лопаток газотур бинных двигателей, и может найти при менение в авиационной, энергомаши-; ностроительной промышленности и др. Известен ленточно-шлифовальный станок, в котором натяжной ролик за-г креплен на подвижном звене с возможностью контактирования с одной из ветвей шлифовальной ленты и перемещения в плоскости, параллельной плоскости вращения ленты в направлении, обеспечивающем ее .натяжение и поджатый к лен.те посредством поджимного элемента и направляющий ролик, установленный с возможностью контактирования с другой ветвью СП. При шлифовании детали на этом ста ке уменьшение скорости движения шлифовальной ленты может произойти изза пробуксовки, вызванной, например, попаданием масла между ленто.и огибаемым ею приводным шкивом или уменьше нием натяжения шлифовальной ленты , что приводит к автоматическому умень.шению скорости подачи на врезание, а это снижает производительность -обработки. Цель изобретения - повышение npo-i изводительности обработки путем исключения пробуксовки шлифовальной ленты в процессе обработки. Поставленная цель достигается тем, что с одной из ветвей ленты контактирует огибаемый ею направляющий ролик, бандаж которого жестко связан с валом, который кинематически соединен с датчиком, следящим за величиной скорости движения ленты по величине скорости вращения огибаемого eio ролика, связанным (электрически, гидравлически, кинематически) с ме-. ханизмом регулировки натяжения ленты. На фиг. 1 изображено устройство в плоскости вращения ленты; на фиг.2ceчeниe А-А на фиг. 1.
Шлифовальная лента 1 огибает контактный копир 2, закрепленный на пиноли 3 механизма подачи на врезание k, установленного на станине, свободно вращающиеся ролики 5 и 6, опоры которых установлены на станине, используемый в качестве следящего элемента направляющий ролик 7, натяжной ролик 8 и приводной шкив 9, опора которого установлена на станине. Контактный копир 2 поджимает шлифовальную ленту 1 к детали 10, установленной в приспособлении 11, закрепленном на станине.
Отличительной особенностью предлагаемого устройства является то, что вал 12 направляющего ролика 7 выполнен вращающимся вместе с роликом и установлен в подшипниковой опоре 13 на станине.
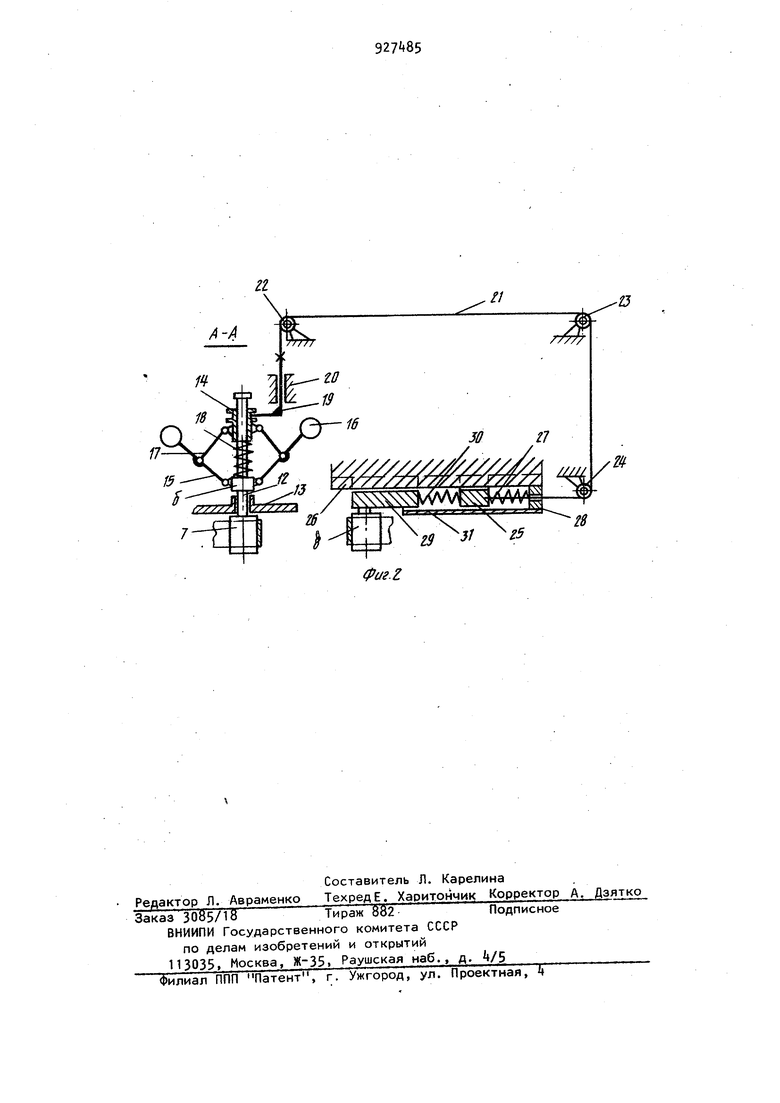
На валу 12 установлен центробежны регулятор скорости вращения, выполненый в виде .втулки 14, имеющей возможность перемещаться вдоль оси вала а также шарнирно установлены рычаги 15 с грузами 16. Рычаги 15 кривошипа,ми 17 шарнирно соединены с втулкой 14. На валу 12 установлена пружина сжатия 18, одним концом упирающаяся в буртик б вала, а вторым - в торец втулки 14.§
На втулке 14 выполнен кольцевой паз, в который введена вилка тяги 19 установленной с возможностью перемещения параллельно оси вала 12 в направляющих 20, выполненных на станине К тяге 19 прикреплен одним концом гибкий элемент 21, опирающийся на блочки 22, 23 и 24, опоры которых установлены на станине, другой конец которого прикреплен к подвижному упору 25- Подвижный упор установлен с возможностью перемещ.ения в направлении, обеспечивающем натяжение шлифовальной ленты в направляющих 26, выполненных на станине. Упор 25 в указанном направлении поджимает пружина сжатия 27, установленная между ним и неподвижным упором 28, закрепленном на направляющих 2б. В этих направляющих установлен ползун 29 с возможностью перемещения в направлении обеспечивающем натяжение, ленты. Ролик 8 осуществляет натяжение посредством пружины сжа Тия 30, установленной между ползуном 29 и подвижным упором 25. Жесткость пружины 27 значительно больше жесткости пружины 30. Кожух 31 служит
для предохранения направляющих и пружин от загрязнения.
Устройство работает следующим образом.
Вместе с роликом J, приводимым во вращение движущейся со скоростью шлифования лентой, вращается вал 12, в результате чего под действием центробежных сил грузов 16 рычаги
15 поворачиваются на осях, выполняемых на валу, смещая посредством кри-ь вошипов 17 втулку 14 вдоль оси вала в положение равновесия с силой сжатия пружин 18 и 27.
5 При этом осуществляется заданная скорость движения шлифовальной ленты V, при постоянной подаче на врезание S. При пробуксовке ленты на приводном шкиве 9 вызванной, например,
попаданием масла между приводным шкивом и лентой-1 или уменьшения- натяжения ленты, уменьшается скорость ее движения, в результате чего уменьшаются обороты ролика 7 и вала 12,
5 а, следовательно, и центробежные ,силы грузов 16. Под действием пружин 18 и 27 втулка 14 смещается вдоль оси вала 12, тем самым посредством тяги 19 и гибкого элемента 21 смещается к подвижному упору 25 влево (по чертежу). Упор 25 сжимает пружину 30, которая через ползун 29 увеличивает силу поджима ролика 8 к шлифовальной ленте, а соответственно и ее натяжение.
В результате увеличения натяжения ленты увеличивается соответственно и ее сцепление с приводным шкивом, что приводит к уменьшению или прекращению пробуксовки и поддержанию постоянной скорости движения ленты V без уменьшения скорости подачи на врезание S, что значительно повышает производительность обработки.
Центробежный регулятор может быть установлен не непосредственно на валу опорного ролика, а на валу, связанном с роликом через какую-либо передачу.
Данное устройство обеспечивает повышение точности автоматической регулировки натяжения ленты.
Формула изобретения
звене с возможностью контактирования с одной из ветвей шлифовальной ленты и перемещения в плоскости, параллельной плоскости вращения ленты в направ лении, обеспечивающем ее натяжение, и поджатый к ленте посредством поджимного элемента и направляющий ролик установленный свозможностью контактирования с другой ветвью шлифовальной ленты, о т л и ч щ еес я тем, что, с целью повышения производительности обработки за счет повышения точности автоматической регулировки натяжения ленты, подвижное звено натяжного ролика выполнено
.--.L.-L-- a/.V-|в виде ползуна, на котором закреплен натяжной ролик, и упора, кинематически связанных с введенным в устройство датчиком скорости движения шлифовальной ленты, выполненным в виде центробежного регулятора, смонтированного на валу направляющего ролика.
Источники информёции, принятые во внимание при экспертизе
/////////
11
T y/y/TTVj /
/ 1444444 /лЛЖ ч АА/ S
30 П
