В основном авт. св. №70010 описан способ обработки металлов и сплавов, отличительной особенностью которого является включение инструмента и обрабатываемого изделия в качестве электродов цепи электрического колебательного (разрядного) контура, который настроен так, что он работает в области искрового разряда (в области нестационарного электрического разряда). Под действием возникающих электродинамических сил частицы металла изделия при контактном или бесконтактном замыкании электродов - инструмента и изделия переносятся от изделия по направлению к инструменту и на пути оседают в жидкой среде.
Настоящее изобретение заключается в устройстве для осуществления известного способа в случае использования его для разрезания металлов. Отличительной особенностью предлагаемого устройства является применение в качестве электрода-инструмента проволоки, перемещаемой вдоль своей оси и включаемой в колебательный контур в качестве катода.
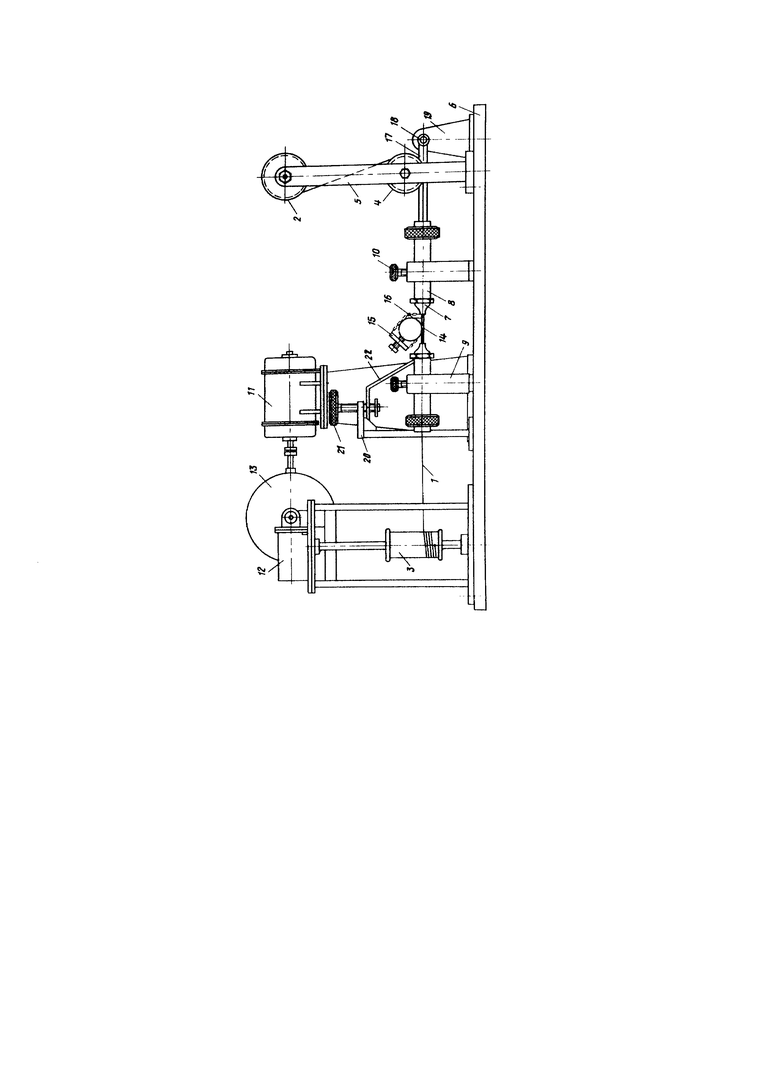
На чертеже изображено предлагаемое устройство, вид сбоку.
Предлагаемое устройство основано на применении в качестве инструмента для разрезания металлов натянутой проволоки 1, которая постепенно перематывается с катушки 2 на катушку 3 по мере износа проволоки. Этим достигается некоторое постоянство профиля "режущей" грани электрода-инструмента. Скорость движения проволоки подбирается так, чтобы по выходе ее из реза она имела около половины своей начальной толщины.
Катушка 2, а также направляющий ролик 4 смонтированы на общей стойке 5, закрепленной на плите 6.
Место контактирования проволоки 1 с разрезаемым изделием фиксируется направляющими втулками 7, закрепленными на концах передвижных трубок 8. В зависимости от длины реза (от диаметра разрезаемого круглого изделия) между наконечниками оставляется минимальное расстояние, необходимое для прохождения изделия во время разрезания. Трубка 8 передвигается в стойках 9 и закрепляется винтом 10. Для сообщения проволоке осевого движения катушка 3 соединена с двигателем 11 с помощью червячной 12 и фрикционной 13 передач. Скорость движения проволоки изменяется перестановкой ролика фрикционной передачи.
Обрабатываемое изделие 14 прижимается цепным зажимом 15 к угольнику 16, приделанному к балансиру 17, имеющему вращение в подшипнике 18 стойки 19.
Подача обрабатываемого изделия по мере его резания производится с помощью винта и гайки 20 штурвала 21. Балансир силой своей тяжести упирается хвостовиком в виде вилки 22 в шайбу регулирующего винта. Подача во время разрезания может производиться как вручную, так и автоматически, для чего могут быть использованы автоматические регуляторы типа регуляторов для дуговых фонарей.
Работа пилы происходит в ванне, заполненной трансформаторным маслом с введенной в него металлической пылью (5-10 г/л).
Данный конструктивный вариант электроэрозионной пилы требует погружения всего обрабатываемого предмета и проволоки в большую ванну с таким расчетом, чтобы поверхность масла оказалась над верхней точкой реза (или проволоки) на расстоянии 5-8 см. Можно выполнять устройство и так, чтобы приспособление для подачи проволоки двигалось по мере резания вдоль реза вместе с окружающей проволоку камерой, обеспечивающей подвод масла к месту реза. Масло в камеру беспрерывно подается под небольшим давлением и вытекает из щели реза в подставленный баллон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой резки | 1974 |
|
SU596152A3 |
| Способ ускоренной резки камня и полуавтоматический камнерезный станок для его осуществления | 2018 |
|
RU2689938C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 1946 |
|
SU69444A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1946 |
|
SU70274A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1947 |
|
SU70209A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1947 |
|
SU90185A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПОДАЧИ ИНСТРУМЕНТА В УСТРОЙСТВАХ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА | 1948 |
|
SU82696A1 |
| ЭЛЕКТРОИСКРОВОЙ СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2005 |
|
RU2288522C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ | 1945 |
|
SU70205A1 |
Устройство для разрезания металлов электроискровым способом по авт. св. №70010, отличающееся тем, что в качестве инструмента применена проволока, перемещаемая вдоль своей оси и включаемая в колебательный контур в качестве катода.
