В основном авт. св. №70010 описан способ обработки металлов, сплавов и других токопроводящих материалов, отличительной особенностью которого является включение инструмента и обрабатываемого изделия в цепь электрического колебательного (разрядного) контура, работающего в области искрового разряда, с целью переноса металла под действием возникающих электродинамических сил от изделия по направлению к инструменту при контактном или бесконтактном замыкании электродов в жидкой среде.
Предлагаемый способ отличается от известного тем, что при разрезке металлических изделий фигурного сечения, с целью достижения равномерности износа электрода-инструмента, последнему сообщают качательное движение относительно оси, расположенной перпендикулярно нерабочей части инструмента.
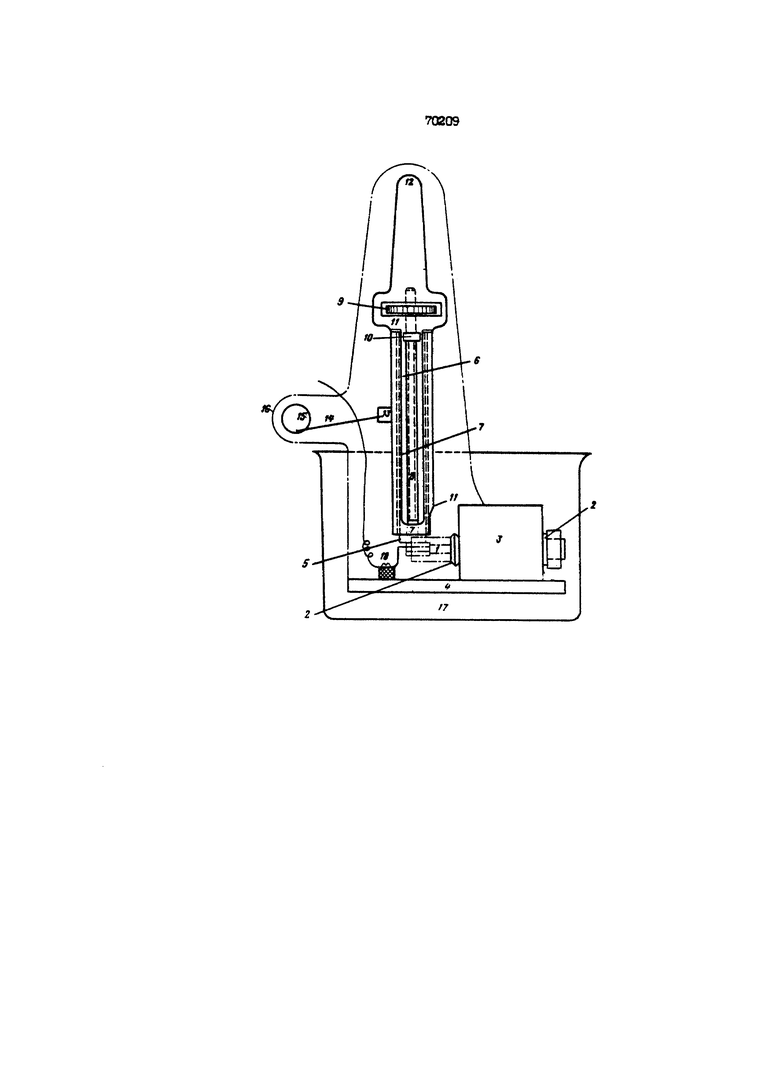
Способ поясняется чертежом.
Разрезаемый люнет (цангу) 1 крепят в патроне 2, расположенном по оси трехгранной призмы 3. Эта призма одной из своих граней укладывается на площадку 4 всегда на одно и то же место и крепится нажимом на верхнее ребро.
В качестве электрода-инструмента может быть применена латунная лента толщиной 0,1-0,2 мм и шириной 15 мм, торец 5 которой получает движение в плоскости, проходящей через ось люнета от одного конца люнета к другому.
Лента 6 длиной 100 мм расположена, за исключением конца, в направляющих пазах 7. Ходовой винт 8, вращаемый головкой 9 с помощью гайки 10, подвигает ленту по мере ее сгорания.
Лента и ходовой винт укреплены на детали 11, совершающей маятникообразное движение, относительно оси 12; это движение деталь 11 получает от кривошипной передачи 13-15.
Станина 16, связана с площадкой 4 и поддерживает ось 12, кривошип 13 и другие детали.
Около головки 9 располагаются собачки (на чертеже не показаны), опирающиеся своими рабочими концами в зубцы головки 9. При каждом качании детали 11 они поворачивают винт 8 для подачи ленты.
Перемещая собачки, можно регулировать скорость подачи ленты. Во время разрезки деталь должна быть погружена в ванну 17 с жидким диэлектриком. Контакт 18, соединенный через сигнальную лампу или автомат-выключатель, предупреждает о конце разрезки или останавливает станок.
Способ обработки металлов, сплавов и иных токопроводящих материалов по авт. св. №70010, отличающийся тем, что, с целью достижения равномерности износа электрода-инструмента при разрезке металлических изделий фигурного сечения, электроду-инструменту сообщают качательное движение относительно оси, расположенной перпендикулярно нерабочей части инструмента.
