В ОСНОВНОМ авт. св. № 70010 описан способ обработки металлов, сплавов и иных токопроводящих материалов, отличительной особенностью которого является включение инструмента и обрабатываемого изделия в качестве электродов цепи электрического разрядного контура, который настроен так, что он работает в области искрового разряда (нестационарного электрического разряда).
Под воздействием возникающих электродинамических сил частицы металла изделия при контактном или бесконтактном замыкании электродов (инструмента и изделия) вырываются на тела изделия, благодаря чему и осуществляется обработка последнего.
Предлагаемое изобретение представляет собою дальнейщее развитие изобретения по авт. св. 70010 и заключается в следующем.
Неизбежный износ электрода-инструмента при выполнении обработки по способу основного авт. св. № 70010 вызывает изменение конфигурации электрода, в ряде случаев нежелательное.
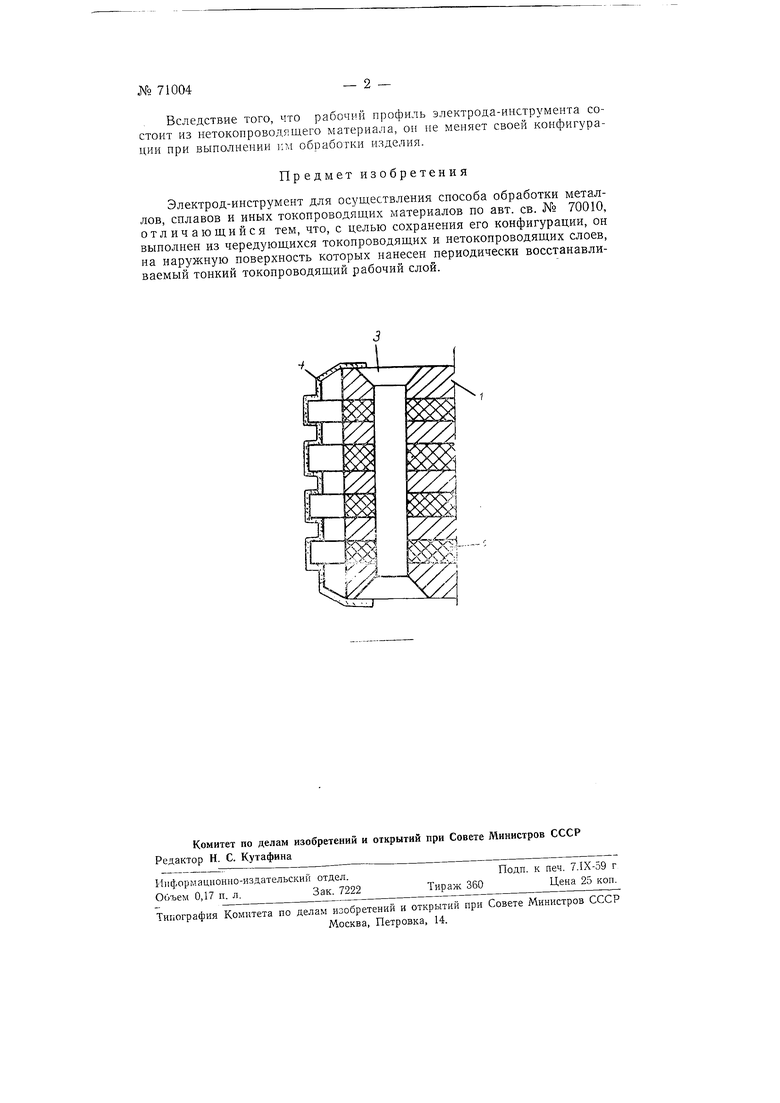
Поэтому, с целью сохранения конфигурации электрода-инструмента, предлагаемый электрод выполняют из чередующихся токопроводящнх ; нетокопроводящих слоев, на наружную поверхность которых нанесен периодически восстанавливаемый тонкий токопроводящий рабочий слой.
Схематически подобный электрод-инструмент изобрал ;ен на чертеже. Электрод-инструмент состоит из чередующихся токопроводящих слоен /, нетокопроводящих слоев 2, скрепленных болтом 3. Рабочая поверхность электрода-инструмента покрыта токопроводящим слоем 4.
Рабочий слой может быть нанесен на слоеный электрод-инструмент из расчета на определенный период его работы.
Этот слой может наноситься щоопированием, гальванопластическим методом на графитированную поверхность электрода-инструмента либо он может состоять из токоироводящей мастики, например, содсржаа1ей графит.
Вследствие того, что рабочий профиль электрода-инструмента состоит из нетоконроводящего материала, он ие меняет своей конфигурации при выполнении им обработки изделия.
Предмет изобретения
Электрод-инструмент для осуществления способа обработки металлов, сплавов и иных токопроводящих материалов по авт. св. № 70010, отличающийся тем, что, с целью сохранения его конфигурации, он выполнен из чередующихся токопроводящих и нетокопроводящих слоев, на наружную поверхность которых нанесен периодически восстанавливаемый тонкий токопроводящий рабочий слой.