В основном авт. св. №70010 описан способ обработки металлов, сплавов и иных токопроводящих материалов, отличительной особенностью которого является включение инструмента и обрабатываемого изделия в качестве электродов цепи электрического колебательного (разрядного) контура, который настроен так, что он работает в области искрового разряда (в области нестационарного электрического разряда). Под действием возникающих электродинамических сил частицы металла изделия при контактном или бесконтактном замыкании электродов (инструмента и изделия) переносятся от изделия по направлению к инструменту и на пути оседают в жидкой среде.
Для осуществления этого способа станки снабжаются ванной с каким либо жидким диэлектриком, в которую помещаются и работают электрод-изделие и электрод-инструмент. Продукты разрушения этих электродов выносятся из очага действующего разряда под действием его динамических сил.
Естественно, что вынос этих продуктов в окружающее электроды пространство по мере углубления электрода-инструмента в электрод-изделие все более и более затрудняется. Благодаря этому скорость проходки с глубиной сильно падает и при значительной глубине становится весьма низкой. Кроме того, выход продуктов разрушения через междуэлектродное пространство служит причиной образования в этом пространстве нежелательных электрических разрядов, понижающих точность проходки, т.е. весьма сильно влияет на качество проходки как в отношении размеров получаемых отверстий, так и частоты их поверхностей.
Предлагаемый способ ускоряет процесс, делает его равномерным и улучшает качество получаемых при обработке поверхностей.
Достигается это тем, что жидкой среде, в которой работает электрод, задается принудительная циркуляция, путем создания разряжения в пустотелом электроде-инструменте.
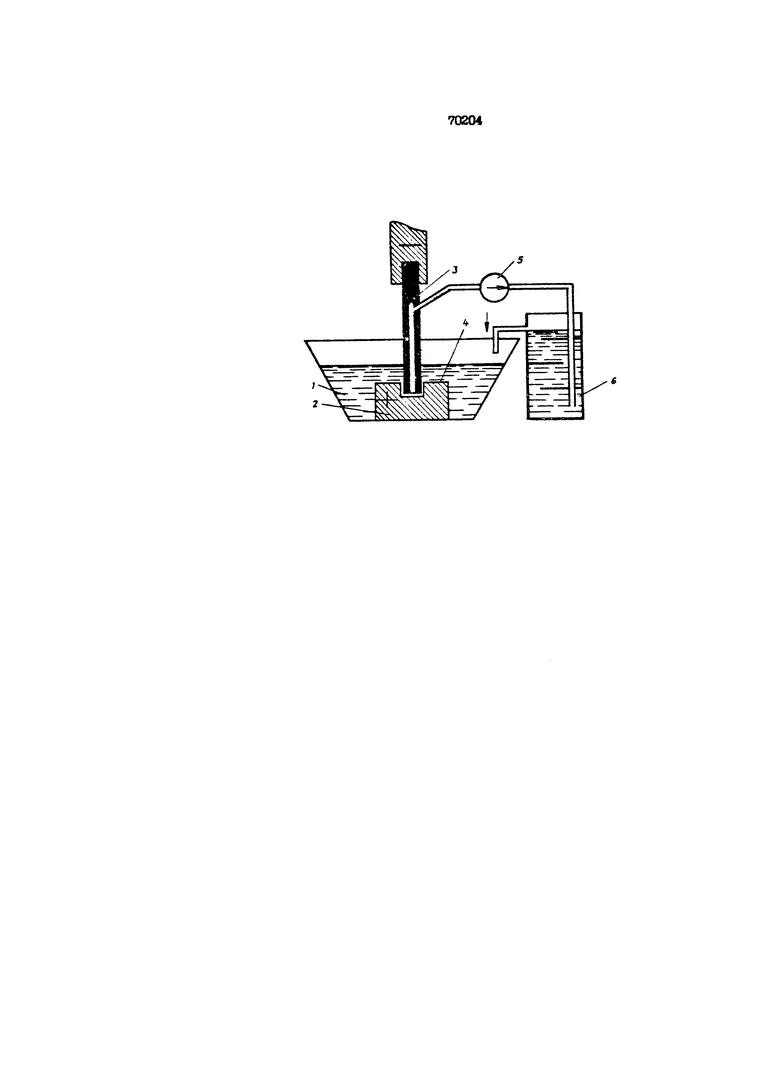
Предлагаемый способ поясняется чертежом.
В ванне 1 с жидкой средой помещен электрод-изделие 2, включенный вместе с электродом-инструментом 3 в цепь электрического колебательного (разрядного) контура. Последний настраивается так, что он работает в области искрового разряда.
Чтобы избежать выноса частиц металла, отделяемых под действием электродинамически сил от электрода-изделия 2 через пространство между электродом-инструментом 3 и обрабатываемой поверхностью 4 электрода-изделия 2, электрод-инструмент 3 выполнен полым. Полость его соединена с органом 5, обеспечивающим создание разряжения в ней. Благодаря этому жидкость поступает из ванны 1 в полость электрода-инструмента 3, увлекая с собой продукты разрушения электродов, а оттуда направляется в отстойник 6, где осветляется и снова попадает в ванну 1.
Таким образом, обеспечивается принудительная циркуляция жидкой среды через полость электрода-инструмента, в результате чего частицы металла удаляются, не соприкасаясь с обрабатываемым изделием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ | 1945 |
|
SU70205A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1946 |
|
SU70273A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1947 |
|
SU70209A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ДРУГИХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1946 |
|
SU70208A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ДРУГИХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1946 |
|
SU70265A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1946 |
|
SU70207A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ДРУГИХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1943 |
|
SU70010A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1946 |
|
SU70274A1 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗАНИЯ МЕТАЛЛОВ | 1945 |
|
SU70203A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 1946 |
|
SU69444A1 |
Способ обработки металлов, сплавов и иных токопроводящих материалов по авт. св. №70010, отличающийся тем, что, с целью избежания выноса отделяемого от электрода-изделия металла через пространство между электродом-инструментом и обрабатываемой поверхностью, электрод-инструмент выполняют полым и полость его соединяют с органом, обеспечивающим принудительную циркуляцию жидкой среды.
