(54) ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА
Целью настоящего изобретения является предупреждение порчи поверхност при выдаче труб из стана.
Поставленная цель достигается.созданием заднего стола трубопрокатного стана, содержащего станину, последовательно расположенные на ней роликовые центрователи с механизмами .наст| ойкй на размер трубы, который согласно изобретению,- сМабжен приводом продольного возвратно-посо пательного перемещения станины.
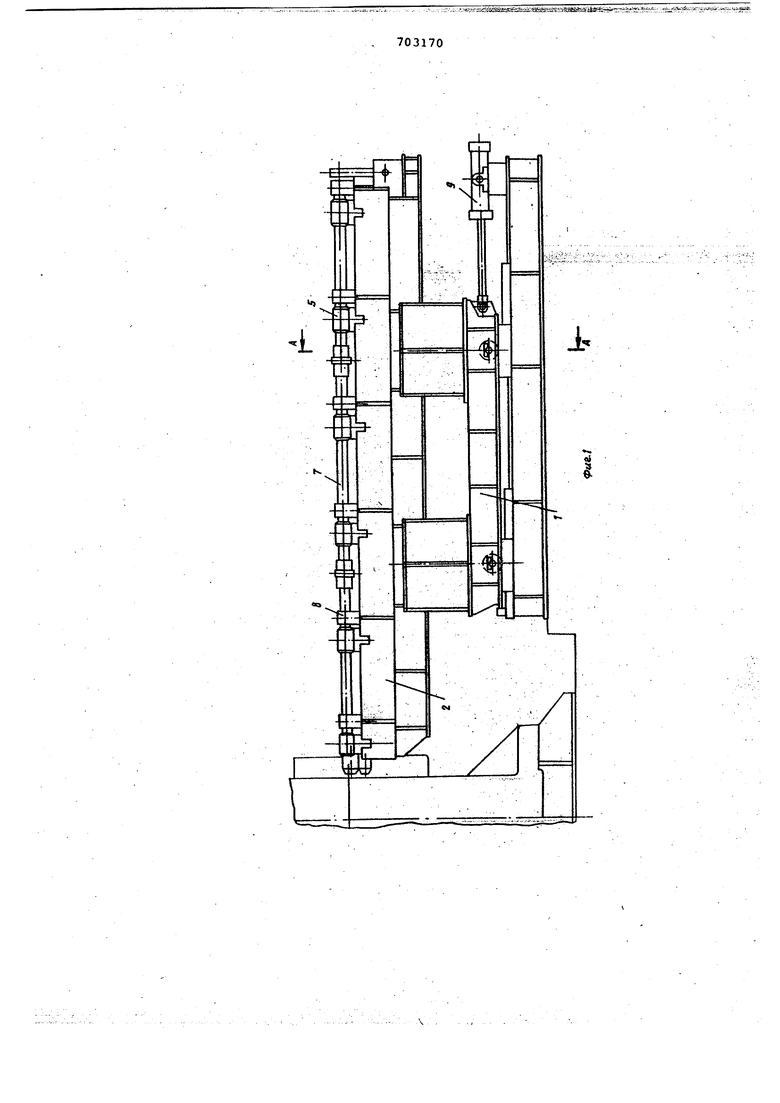
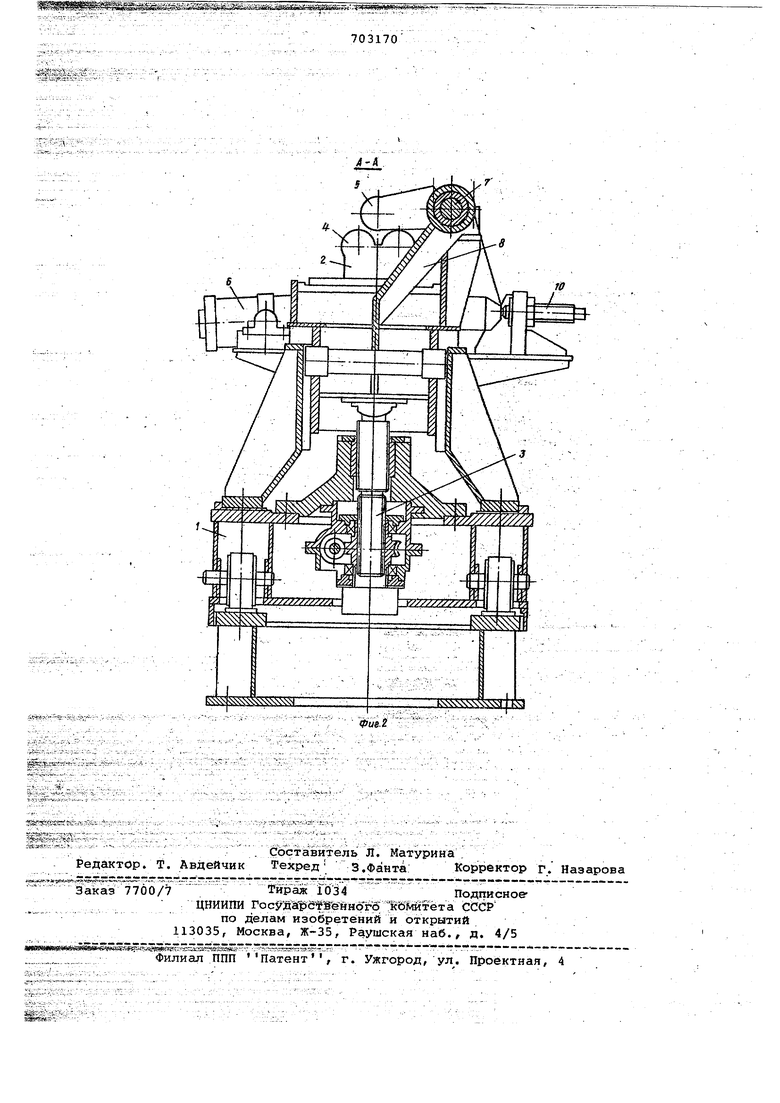
Такое конструктивное выполнение заднего стола трубопрокатного станапозволяет предупредить порчу noisepxности трубы при выдаче ее из стана, т. к. труба при выдаче ее из валков стана соприкасается только с роликами центрователя. Эти же .цён рЬватели,имея возможность синхронно перемещаться вдоль оси прокатки, вытяг вают зайний конед трубы за пределы клети. В результате избегают контакт с дополнительными тянущими устройствами, повреждающими поверхность трубы, что особенно важно при.прокатке труб из мягких металлов, например, алюминия, поскольку пове рхность таких труб легко дeфop иpyeтcя рабочийй мёхаНйзм йч, что ведет к браку гс: товьй продукции. На фиг. 1 общий вид устройства/на фиг. 2 - разрез А-А фиг. 1.
Задний стол трубопрокатного стана состоит из станины 1, ряда последовательно размещенных на ней роликовых центрователей, имеющихраму 2 каждого центрователя, механизма подъема 3 каждой , служащего для настройки на требуемый диаметр трубы центрирующих нижних роликов 4, а верхние ролики 5 каждого центрователя .выполнены откидными от привода 6 и установлены на валах 7, на кЬторых установлены.выбрасывающие рычаги 8 для выброса трубы с оси прокатки и привод 9 станины. Для. настройки верхнего центрирующего ролика служит винтовой упор 10. :.:::-:
Расстояние между центрователями вылолнено минимальным и определяется ширинЬй опор центрирующих роликов и выбрасывающих рычагов между ними. Стержень и упорное устройствсЗ для стержня находятся на передаем столе, на выходной стороне стана.
Устройство работает следующим образом.
Перед началом прокатки ролики центрователей,настраиваются на требуемы
диаметр трубы посредством механизма Подъема 3 и винтового упора 10. Затем включением привода 9 станина 1, несущая центрователи, перемещается в переднее полоясёнйе. В процессе прокатки труба выдается на выходную сторону, где удерживается на оси прокатки центрирующими нижними 4 и верхними, 5 роликами. По окончании процесса прокатки труба лежит на нижних центрирующих роликах, причем задний конец ее находится в рабочей клети. Для выдачи заднего конца трубы из рабоч ёй кЛети включается привод 9 и станина 1, несущая центрователи с трубой, перемещается вдоль оси прокатки- пока задний конец трубы не выйдет за пределы рабочей клети. Затем включается привод 6 рГКидываний и верхние центрирующие ролики 5 откидываются, а рычаги 8 выб|засывают трубу на боковую решетку (на чертеже Не показана). После этого станина, несущая центрователи, приводом возвращается в исходное положение и цикл,прОкатки повторяетсяi
Предложенный задний стол трубопрокатного стан.а по сравнению с лучпшми образцами аналогичного оборудования позволяет снизить брак готовых труб за счет предупреждения порчи поверхности труб при выдаче их за пределы рабочей клети, что особенно важно при прокатке труб из мягких металлов, например, алюминия. Предупреждение порчи поверхности достигается благодаря тому, что предложенное устройство обеспечивает выдачу трубы за пределы клети без приложения к.ней дополнительного тянущего усилия, .которое деформирует -трубу.
Формула изобретения
Задний стол трубопрокатного стана, содержагдай станиНу, последовательно расположенные на ней роликовые центрователи с механизмами настройки на размер , о т-л и ч а ю щ и и с.я тем, что, с целью уменьшения порчи поверхности трубы при выдаче ее из стана, он снабжен приводом продольного вОзвратно-поступательного перемещения станины;
Источники информации, принятые во внимание при экспертизе
1.Патент Франции 2087465, кл. В 21 В 39/00, 1971.
2.Авторское свидетельство СССР № 383488, кл. В 21 В 25/02, 1971.
703170
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| РОЛИКОВЫЙ ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 2005 |
|
RU2308331C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1996 |
|
RU2136414C1 |
| Задний стол стана винтовой прокатки | 1985 |
|
SU1279694A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
i-.
4 f-X--i,
„ 5----l 52S ::fci : r ;i ;
703170
r
