Изобретение относится к области трубопрокатного производства и касается усовершенствования роликовых центрователей, устанавливаемых за клетью трубопрокатных станов.
Известен роликовый центрователь трубопрокатного стана, см. а.с. СССР №192739, кл. В21В 17/04, заявл. 07.01.65 г., оп. 02.03.67 г., содержащий станину, шарнирно закрепленные на станине два двухплечих и один трехплечий рычаги с центрирующими роликами, синхронизирующие тяги, шарнирно связывающие между собой рычаги, привод сведения и разведения рычагов.
Недостатком этого устройства является ограниченный диапазон раскрытия рычагов с роликами, не позволяющий осуществлять выброс гильзы и стержня как вверх, так и вбок.
Кроме того, такое конструктивное выполнение центрователя не позволяет заменять центрирующие ролики в линии стана, а заменять их приходится в центрователе, удаленном с линии прокатки, что затрудняет его обслуживание и увеличивает время замены роликов.
Из известных роликовых центрователей трубопрокатных станов наиболее близким по технической сущности является роликовый центрователь трубопрокатного стана, описанный в а.с. СССР №1405167, кл. В21В 25/02, з. 26.11.86 г.
Этот роликовый центрователь содержит станину, шарнирно закрепленные на станине качающийся двухплечий рычаг с верхним центрирующим роликом, двухплечий и трехплечий рычаги с нижними центрирующими роликами, синхронизирующие тяги, шарнирно связывающие между собой рычаги, привод сведения и разведения рычагов, два дополнительных смонтированных на станине поршневых цилиндра с полыми штоками, в которых размещены винтовые ограничители положения роликов, при этом трехплечий рычаг и тяга выполнены с выступами, взаимодействующими с винтовыми ограничителями.
Недостатком известной конструкции роликового центрователя трубопрокатного стана является невозможность оперативной настройки центрирующих роликов на необходимый размер стержня или гильзы из-за ее сложности, заключающейся в наличии двух поршневых цилиндров с двумя регулируемыми вручную винтовыми ограничителями, которые в свою очередь являются еще и штоками поршневых цилиндров, и это усложняет обслуживание стана.
Другим недостатком известной конструкции роликового центрователя являются его ограниченные технологические возможности из-за неспособности раскрытия рычагов с роликами для осуществления вертикального извлечения гильзы и стержня.
Кроме того, такое конструктивное исполнение центрователя делает сложной замену центрирующих роликов в линии стана, а приходится заменять их в удаленном с линии прокатки центрователе, что затрудняет его обслуживание и увеличивает время замены роликов.
Задача настоящего изобретения состоит в создании роликового центрователя трубопрокатного стана, позволяющего расширить технологические возможности центрователя и улучшить условия его обслуживания.
Поставленная задача достигается тем, что роликовый центрователь трубопрокатного стана, содержащий станину, шарнирно закрепленные на станине качающийся двухплечий рычаг с верхним центрирующим роликом, шарнирно соединенные между собой синхронизирующей тягой двухплечий и трехплечий рычаги, привод сведения и разведения рычагов и винтовой ограничитель положения роликов, согласно изобретению снабжен гидроцилиндром, корпус которого закреплен на плече качающегося двухплечего рычага с верхним центрирующим роликом, а шток шарнирно соединен с трехплечим рычагом, несущим нижний центрирующий ролик, кроме того, винтовой ограничитель выполнен с электромеханическим приводом и закреплен на станине с возможностью взаимодействия с упором, расположенным на синхронизирующей тяге.
Такое конструктивное выполнение роликового центрователя трубопрокатного стана позволяет оперативно настраивать центрирующие ролики на необходимый размер стержня или гильзы за счет того, что регулируемый винтовой ограничитель выполнен с электромеханическим приводом и прост в обслуживании.
Такое конструктивное решение позволяет также использовать центрователь отдельно как для центрирования стержня, так и для центрирования гильзы.
Кроме того, такое конструктивное выполнение роликового центрователя позволяет осуществлять удаление прошитой гильзы и стержня как вверх, так и вбок, расширяя тем самым его технологические возможности, а также в случаях аварийных ситуаций.
Такое конструктивное решение позволяет также легко заменять центрирующие ролики в линии стана, не удаляя центрователь с линии прокатки, что облегчает его обслуживание.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
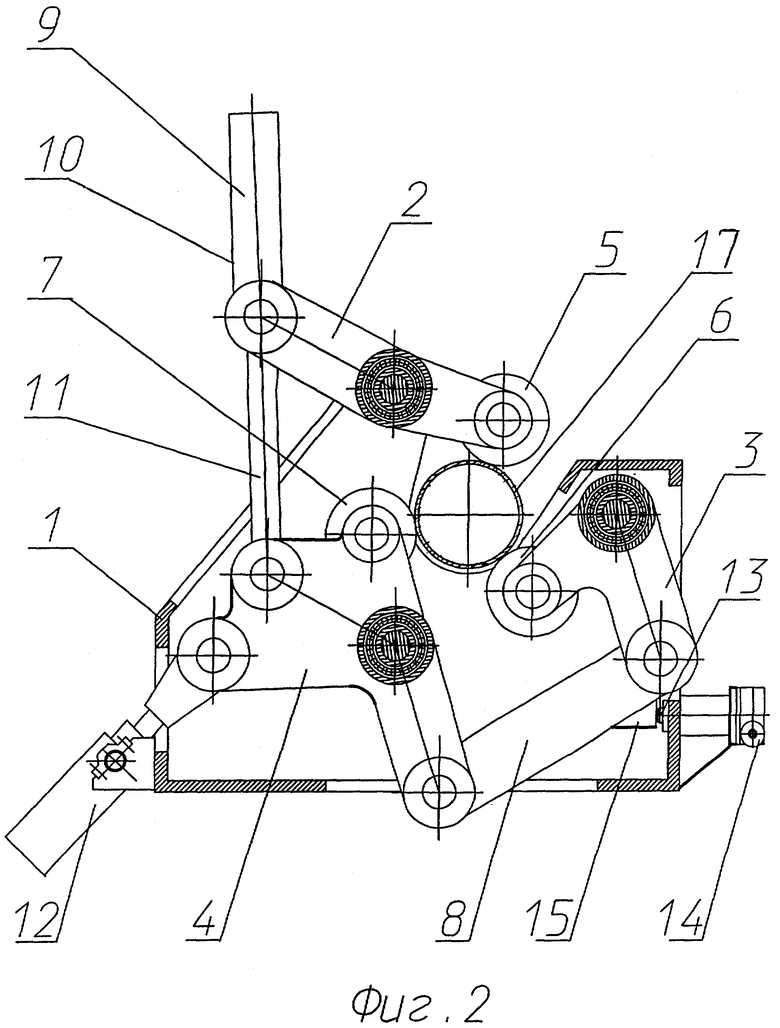
на фиг.1 изображен роликовый центрователь при центрировании стержня, в разрезе;
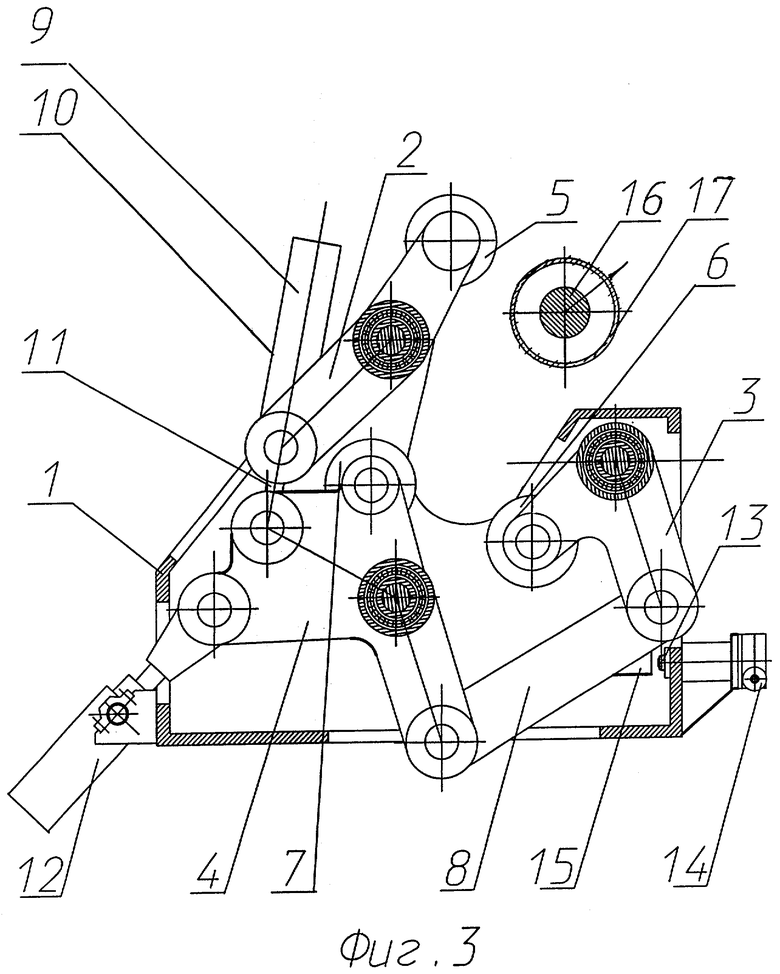
на фиг.2 - роликовый центрователь при центрировании гильзы, в разрезе;
на фиг.3 - роликовый центрователь при боковой выдаче гильзы и стержня или замене роликов, в разрезе.
Роликовый центрователь трубопрокатного стана содержит станину 1, шарнирно закрепленные на станине 1 качающийся двухплечий рычаг 2, двухплечий рычаг 3 и трехплечий рычаг 4 с установленными на их концах верхним центрирующим роликом 5 и нижними центрирующими роликами 6 и 7 соответственно. Рычаги 3 и 4 связаны между собой синхронизирующей тягой 8, а рычаги 2 и 4 - гидроцилиндром 9, корпус 10 которого шарнирно закреплен на одном из плечей качающегося двухплечего рычага 2, а его шток 11, являющийся одновременно регулируемой тягой, шарнирно соединен с трехплечим рычагом 4. Рычаги 2, 3 и 4 имеют привод в виде гидроцилиндра 12 для сведения и разведения роликов 5, 6, 7. Кроме того, роликовый центрователь содержит винтовой ограничитель 13 положения роликов с электромеханическим приводом 14, смонтированный на станине 1, а также упор 15, выполненный на синхронизирующей тяге 8 в виде прилива.
Роликовый центрователь может работать отдельно как для центрирования стержня, так и для центрирования гильзы.
При настройке центрователя для центрирования стержня 16 (фиг.1) ролики 5, 6, 7 сводят на стержень 16 в плоскости, перпендикулярной оси прокатки, посредством рычагов 2, 3, 4 от гидроцилиндров 9 и 12, в поршневую полость которых подают давление, и шток 11 гидроцилиндра 9 в результате занимает крайнее нижнее положение, выполняя роль нерегулируемой тяги.
При настройке центрователя для центрирования гильзы 17 (фиг.2) ролики 5, 6, 7 настраивают на необходимый размер гильзы 17 с помощью рычагов 2, 3, 4 от гидроцилиндров 9 и 12 и винтового ограничителя 13, взаимодействующего с упором 15.
В начале процесса прокатки под действием давления в поршневых полостях цилиндров 9 и 12 центрирующие ролики 5, 6, 7 зажимают стержень 16 (фиг.1). При подходе гильзы 17 центрирующие ролики разводят подачей давления в поршневую полость гидроцилиндра 9 и в штоковую полость гидроцилиндра 12, при этом рычаги 2, 3 и 4 с роликами 5, 6 и 7 поворачиваются вокруг осей шарниров, закрепленных в станине 1, и образуют калибр, центрирующий гильзу, при этом синхронизирующая тяга 8 с упором 15 контактирует с винтовым ограничителем 13 (фиг.2). После осевой выдачи прокатанной гильзы в поршневую полость гидроцилиндра 12 опять подают давление и центрирующие ролики 6 и 7 сводятся на зажим стержня.
При необходимости замены роликов центрователя или при работе трубопрокатного стана с боковой выдачей гильз и стержней после окончания прокатки гильзы в штоковую полость гидроцилиндра 9 подают давление, шток 11 втягивается в корпус 10 гидроцилиндра и верхний ролик 5 центрователя с помощью рычага 2 раскрывается (фиг.3). После замены роликов или осуществления боковой выдачи гильзы и стержня подают давление в поршневые полости гидроцилиндров 9 и 12 и центрирующие ролики вновь переводятся в положение зажима стержня.
Предложенный роликовый центрователь трубопрокатного стана по сравнению с известными позволяет расширить технологические возможности центрователя и улучшить условия его обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХРОЛИКОВЫЙ ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 1993 |
|
RU2040350C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2031750C1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2360751C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| Трехроликовый центрователь трубопрокатногоСТАНА | 1979 |
|
SU806178A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Центрователь трубопрокатного стана | 1976 |
|
SU551061A1 |
Роликовый центрователь предназначен для расширения технологических возможностей центрирования заготовок в трубопрокатном производстве. Роликовый центрователь содержит станину, шарнирно закрепленные на станине качающийся двухплечий рычаг с верхним центрирующим роликом, шарнирно соединенные между собой синхронизирующей тягой двухплечий и трехплечий рычаги с нижними центрирующими роликами, привод сведения и разведения рычагов и винтовой ограничитель положения роликов. Оперативная настройка оборудования на необходимый размер, возможность удаления прошитой заготовки как вверх, так и вбок достигается за счет того, что центрователь имеет гидроцилиндр, корпус которого закреплен на плече качающегося двухплечего рычага с верхним центрирующим роликом, а шток шарнирно соединен с трехплечим рычагом, несущим нижний центрирующий ролик, а также за счет того, что винтовой ограничитель центрователя выполнен с электромеханическим приводом и закреплен на станине с возможностью взаимодействия с упором, расположенным на синхронизирующей тяге. 3 ил.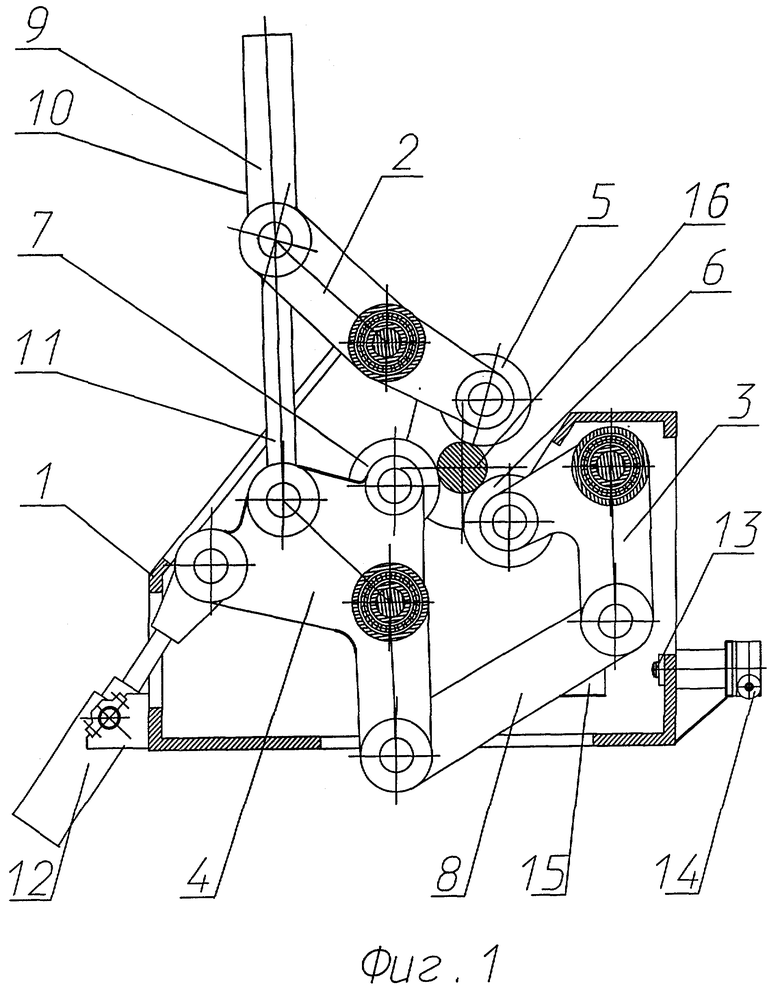
Роликовый центрователь трубопрокатного стана, содержащий станину, шарнирно закрепленные на станине качающийся двухплечий рычаг с верхним центрирующим роликом, шарнирно соединенные между собой синхронизирующей тягой двухплечий и трехплечий рычаги с нижними центрирующими роликами, привод сведения и разведения рычагов и винтовой ограничитель положения роликов, отличающийся тем, что он снабжен гидроцилиндром, корпус которого закреплен на плече качающегося двухплечего рычага с верхним центрирующим роликом, а шток шарнирно соединен с трехплечим рычагом, несущим нижний центрирующий ролик, кроме того, винтовой ограничитель выполнен с электромеханическим приводом и закреплен на станине с возможностью взаимодействия с упором, расположенным на синхронизирующей тяге.
| SU 1405167 A1, 20.04.2000 | |||
| Устройство для зацентровки трубной заготовки | 1975 |
|
SU541513A1 |
| Устройство для зацентровки нагретых заготовок | 1989 |
|
SU1616741A1 |
| Четырехроликовый центрователь прошивных и обкатных станов трубопрокатного агрегата | 1961 |
|
SU144133A1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ ПРЯЖИ ИЗ ПОЛИЭФИРНЫХ ВОЛОКОН | 2007 |
|
RU2341602C1 |

