(54) УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ПЛОСКИХ ЗАГОТОВОК СЕКТОРНОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гофрирования металлической ленты | 1987 |
|
SU1428492A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ ЛЕНТЫ | 1995 |
|
RU2080948C1 |
| УСТРОЙСТВО для ГОФРИРОВАНИЯ плоских ЗАГОТОВОК | 1968 |
|
SU208430A1 |
| Установка для изготовления волокнистыхТЕплОизОляциОННыХ издЕлий | 1979 |
|
SU842077A1 |
| УСТРОЙСТВО для ГОФРИРОВАНИЯ плоских ЗАГОТОВОК | 1969 |
|
SU248487A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU889204A2 |
| УСТРОЙСТВО для ГОФРИРОВАНИЯ плоских ЗАГОТОВОК | 1965 |
|
SU171729A1 |
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНА ИЗ ТРУБНОЙЗАГОТОВКИ | 1966 |
|
SU188473A1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
1
Изобретение относится к обработке металлов давлением и в частности к оснастке для гофрирования листового материала,
Известно устройство для гофрирования листового материала, содержащее, приводной от клиновой передачи гофрирующий узел в виде многозвенника, вертикальные звенья которого несут рабочийинструмент i.
Однако известное устройство предназначено для получения гофров с прямолинейной образующей. .
Известно устройство для гофрирования плоских заготовок секторной формы, содержащий установленный на станине и связанный с приводом механизм гофрирования, выполненный в виде многозвенников, несущих гофрирующий инструмент, а также нажимной плиты, обеспечивающей прижим заготоки к гофрирующему инструменту, в виде гибких пластин .2.
Однако известное устройство обеспечивает получение только гофров с постоянным шагом, имеющих ограниченный уг&л сектора и ограниченный внешний диаметр.
j Цель изобретения - получение изделий с пе1 еменным шагом гофров.
Для этого устройство снабжено центрирующим узлом, связанным с многозвенникамй посредством регулируемых по длине звеньев, и демпфирующем узлом, размещенным по другую сторону многозвенников и связанным с ними горизонтальными тягами, а также привойом поворота заготовки, установленным на одной из тяг и выполнен0ным в виде-установленных с возможностью вращения и поворота в вертикальной плоскости конических роликов, при этом каждый из многозвенников вьшолнен в виде верти кал ь НИХ и ре.гу5лируемых по длине горизонтальных звеньев, а гофрирующий инструмент в виде роликов, закрепленных на вертикальньрс звеньях, а в качестве привода механизма гофрирования ис0пользованы гидроцилиндры, корпус каждого из которых шарнирно свйзан
с сочленяемыми горизонтальнымизвеньями, а шток поршня с соответствующим ему вертикальным звеном.
5
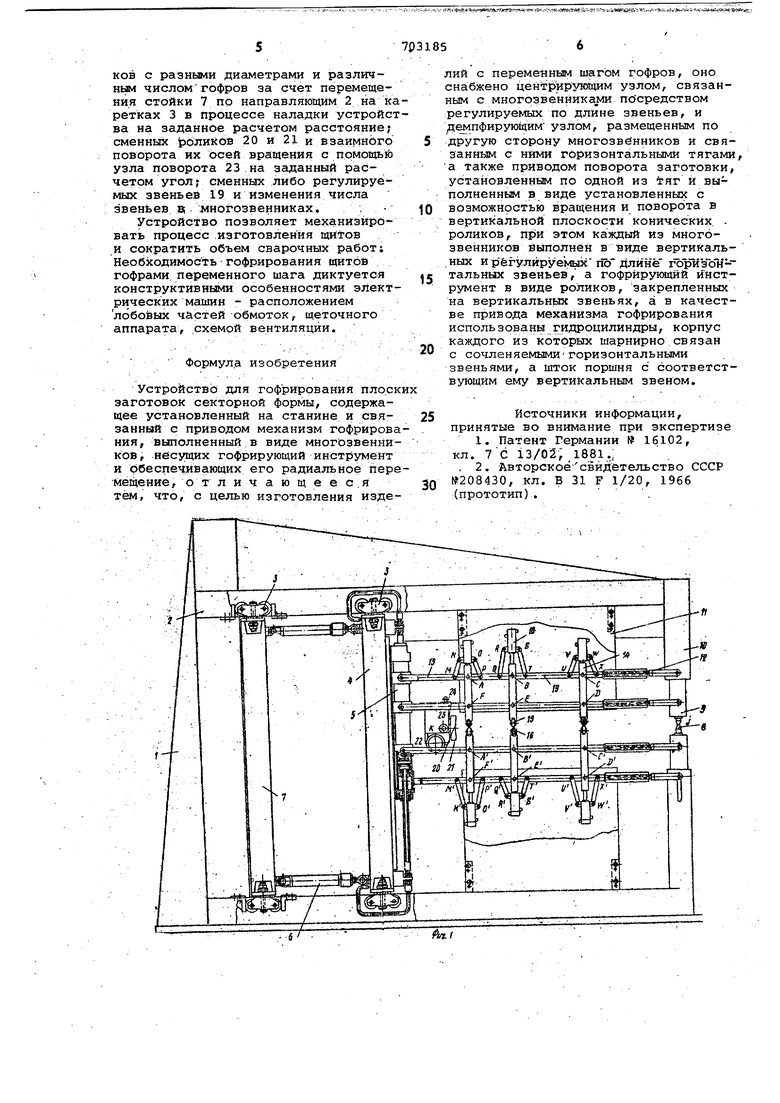
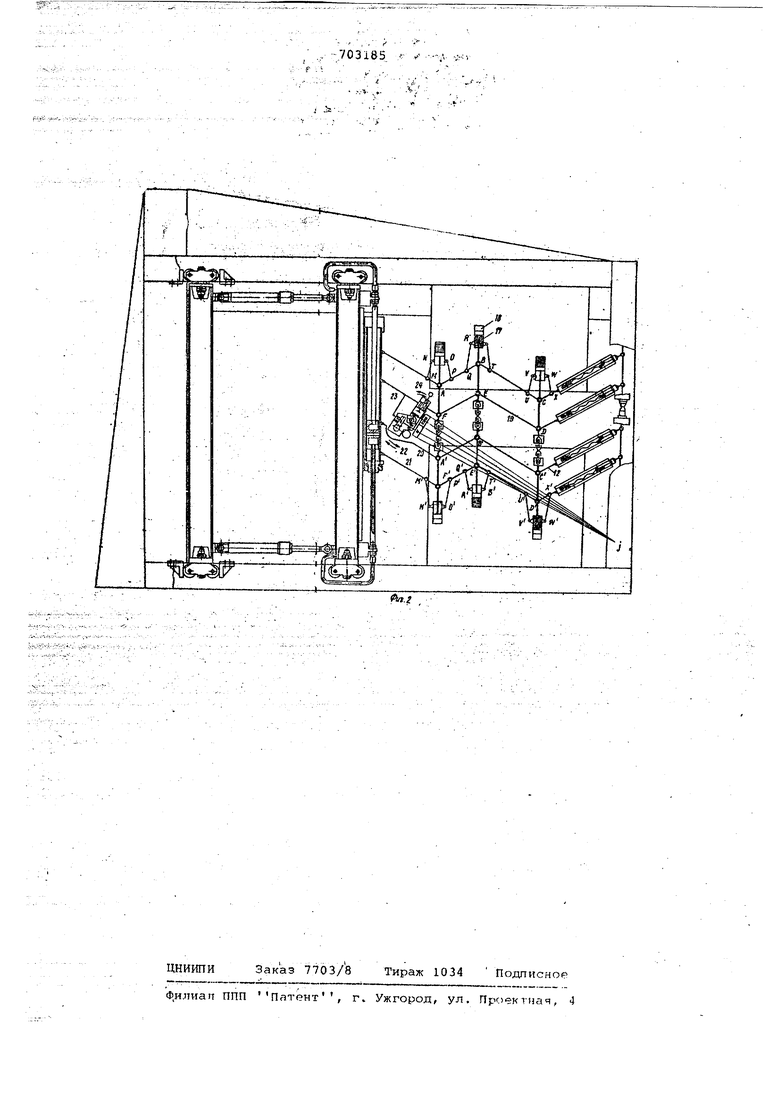
На фиг.1 и 2 показано устройство, общий вид (на фиг.1 - начальное положение многозвенников, на фиг,2 их положение после нескольких циклов гофрирования) . Станина 1 имеет направляющие 2, по которым на каретках 3 перемеается демпфирующий узел, состбящий V из подвижной стойки 4 и гидроцилинда 5, связанный шарнирнб гидрбцйлиндами б с упорной стойкой 7. lla ста- нине расположен центрирующий узел, состоящий из вращающихся конусов 8, инолей 9, корпусов ДО и направляюих плит 11. Многозвённики парал- ; . лелрграммного. типа ABCDEF иг А В CD E/F;c ЬднойТ стороны присоединены к пинолям цент1рйрующегб узла с помощью регулируемых по длине звеньев 12,а с другой - с помощью тяг 13 к цилиндру 5 демпфирующего уМё1. . ., ,, . ... .
Мнр:гозвенники состоят из вертикальных звеньев 14 с закрепленными на НИХс одной стороны рабочиминструментом в виде парных роликов 15 и 16,с другим - поршнями 17 гидроцилиндров 1.8, а также сменных либо . регулируемых по длине аналогично звену 12 горизонтальных звеньев 19, Корпуса гидроцилиндров 18 с помощью попарно равных звеньев , ,
, , , uv«
WХшарнирно присоединены к прилегающим горизонтальным звеньягу 19 в
ШЖх, равностоящйх от вершин параллелограЬМОв А , В , С , D , Е , Р .
Один из многозвенников . несе узел круговой подачи, состоящий из
CMertHiitx конических роликов 20 и 21 элёктрбдвигателя 22, узла поворота роликов 23, поджимного винта 24, , . Плоская заготовка секторной формы сйоим радйальн4а1м краем вводится Между парными роликами 15, 16 и кону- сами 8. Узлом поворота 23 конические
ролики 20и 21 устанавливаются так, ч:тобы утлй Между осями роликов.и горизонтальным направлением К бьти бы равны половине угла их конусности, а прилежащие образующие роликов - ,
параллельны. Поворотом ви.нта 24 регулируется усил21е обжатия эа.гр,товки IcIbHiraecklroiHроЭшками 20 и21. В результате оси конических роликов совпадают с плоскостью мн1эгозвеннмкЪв, 4 точка их пересечения j совпадает с центром заготовки, лежащим на оси Ёращающихся кбнусов цёнтрйрующегб узла, - -- . --,-.---;
;Включение крана гидравлг ческо.Й
системы штоки силовых гйдрБцйлийдров б производят некоторое горизон талзьнбе перемещениестойки 4 и связанного с ней гидроцилиндра 5, приводя в движейие 1ногбзвеннйки ABCDEF и А в с D E F . Одновременно посредством золотника гидравлической система гидроцилиндр 5 совершает вертикальное перемещение относительно
.стбйки 4 (штоки гидроцилиндра 5 неподвижно связаны -со стойкой 4) . Перемещение вертикаль.ийх з1ён:ьёв
4
мнбгозвенников ограничивается направляющими плитами 11,-вследствие Чего звенья многозвенников совершак т перемещения в плоскости, параллельной плосйбст ям направляющих плит,
5 причем вертикальные звенья 14 с парными роликами 15 и 16 совершают
поступатёльные перемещения, оставаясь параллельными оси центров, а все горизойтальные звенья, перемещаясь по сложным траекториям, поворачиваются относительно оси.-цейтров на равные по величине узлы, точка же пересечения j осей крнических роликов 20 и. 21 перемещается вдоль
5 оси центрирующего узла.
В результате срабатывания силовых гидроцйлиндрбв 6 и гидроцилиндра 5 демпфирующий узел, совершая поступательное перемещение в плоскости многозвенникбв, пе{земещает многозвенники. относительно центриряощего узла. При этом поршни 17 гидроцйлиндров 18 смещают звеньд 12 и 19 с мертвых точек мнбгозвенников, непрерыйно поджимая заготовку парными роликами
. ..I и 15-. .-.-. . . ..:
Электррдвигатель 22 приводит во . вращение ролик 21 и медленнр повРрачивает заготбвку относк тельно рри конусов 8. При ЭТЬМ происходит гофрирование каждого последующего радиального сечения заготовки до поворота . заготовки на угол, равный углу ее сектора, С помощьй силбвых гидро5 цилиндррв б осуществляемся последующее дискретнбе смещение много звен Ников с гофрированием края загр овки. Путем реверсирования электродвигатель 22 приврдит во.вращение ролик
д 21 и медленнб поворачивает заготов- . ку. При зтом ПРОИСХОДИТ второй цикл, гофрирования каждого последующего радиального сеченйя заготовки, в результат, чего уменьшаетРя шаг каждого.
й.з соРтвётствующих гофров и увелйчи вается Высота. Циклы гбфрированйя
повторяются до получения згофров заданной высоты и шага, число их зависит от относительной толщины материала заготовки и величины угла,
0 бёразованногр. .в займообратными коничес кйми повёрг нбстями. . ..::.,
После завершения гофрирования заготовки электродвигатель 22 роликом 20 поворачивает заготовку до её выхода
5 за пределы механизма гофрирования.
: Разведением конусов 8 изделие освобождается . После изг этрвленйя круговото гофрированного диска размыкают цапфы гидроцилиндра 5, соединяющие
0 его с многозвенником ABCDEF, разводят конуса 8 и поворотом винта 24 размыкают ролики 20 и 21, освобождая изделие.
Уотройство обеспечивает возможность изготовления гофрированных дисKOB с разными диаметрами и различHfcM числомгофров за счет перемещения стойки 7 по направляющим 2 на к ретках 3 в процессе наладки устройс ва на заданное расчетом расстояние сменных |5Ьликов 20 и 21 и взаимного поворота их осей вращения с прмощыЬ узла поворота 23.на заданный расчетом угол,- сменных либо регулируемых звеньев 19 и изменения числа звеньев ia многозвённиках. , Устройство позволяет механизировать процесс изготовления и сократить объем сварочных работ; Необходимость гофрирования щитов гофрами, переменного шага диктуется конструктивными особенностями элект рических машин - расположением лобовых частей обмоток, щеточного аппарата, схемой вентиляции. Формула изобретения Устройство для гофрирования плоск заготовок секторной формы, содержащее установленный на станине и связанный с приводом механизм гофрирова ния, выполненный.в виде многоэвенников, несущих гофрирующий инструмент и обеспечивающих его радиальное пере мещение, отличающееся тем, что, с целью изготовления изде7P3185лий с переменным шагом гофров, оно снабжено центр)1рукадим узлом, связанным с многоэвенниками посредством регулируемых по длине звеньев, и демпфирующим узлом, размещенным по другую сторону многозвёнников и связанным с ними горизонтальными тягами, а также приводом поворота заготовки, установленным по одной из тяг и выполненным в виде установленных с возможностью вращения и поворота в вертикальной плоскости конических роликов, П15И этом каждый из многозвёнников выполнен в виде вертикаль.ных и р-ёгулйруемых-п-о-дли-н-ё- гЪр-йэоИ-тальных звеньев, а гофрйрукицйй инструмент в виде роликов, закрепленных на вертикальных звеньях, а в качестве привода механизма гофрирования использованы гидроцилиндры, корпус каждого из которых шарнирно связан с сочленяемымиГоризонтальными звеньями, а шток поршня с соответствующим ему вертикальным звеном. источники информации, принятые во внимание при экспертизе I. Патент Германии № 16102, кл. 7 С 13/02; ,1881.; . 2. Авторскоесвидетельство СССР №208430, кл. В 31 F 1/20, 1966 (прототип).
