4; Ю
оо
4 СО Ю
Изобретение относится к обработке металлов давлением и может быть использовано для глубокого гофрирования рулонного материала большой ширины, элементы большой ширины с глубоким гофри-
рованием и малым шагом используются при производстве пластинчатых теплоутили- заторов.
Цель изобретения - расширение технологических возможностей за счет совменде- ния гофрирования с гибкой краев.
На фиг. 1 представлено устройство, об- н,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - последовательное взаимное расположение формуюпдих инструментов за первую половину цикла; на фиг. 4 - то же, за вторую половину цикла.
Устройство содержит установленные на станине 1 эксцентричные валы 2 и 3 механизма Н1аговой подачи, па которых установлены каретки 4 и 5, связанные с силовыми цилиндрами 6 и 7 для горизон- тального перемещения. Валы 2 и 3 приводятся с помондью силовых цилиндров 8 и 9.
Каретки 4 и 5 несут на себе рабочие формуюихие инструменты, закрепленные на осях, инструменты 10 и 11 предварительного гофрирования, вынолненпые в виде поворотных пластин для складывания ма- териа.ла, и инструменты 12 и 13 окончательного гофрирования для чеканки гофров. Инструменты 10 и 11 предварительного гофрирования связаны с силовы.ми цилиндрами 14 и 15, а инструменты 12 и 13 окои- чате. 1ьного гофрирования связаны с силовыми цилиндрами 16 и 17.
По торцам формуюпдих элементов инструментов 12 и 13 окончательного гофриро- вания итрнирно закреплены гибочные рычаги 18 и 19. Рычаги 18 связаны с корпусом силовых цилиндров 20, рычаги 19 - с их пггоками.
На каретках 4 и 5 закреплены консольные выступы 21 и 22, удерживающие в горизоитально.м положении инструменты 10 и 11 цредварительиого гофриров; - ния, выполненные с калибруюши.ми поверхностями 23 и 24.
Ролики 25, служаигие для направления исходиого рулонного материала.26, и узел 27 приема изделий иоказаны условно.
Устройство работает следующи.м образом.
В исходно.м положении инструменты 10 и II предварительного гофрирования находятся в горизонтальном положении, а ин- струме 1ты 12 и 13 окончате:1ьного гофрирования - в вертикальном ноложении. Рулонный материал 26, края которого надрезаны под прямым углом, подается через направляюн.1.ие ролики 25 и встав
ляется вручную в зазор между инструментами 10 и 11 предварительного гофрирования до уиора. Путем последовательного
|
O
5
5
0
5
включения цилиндров 7, 15, 7 и 20 образуется первая половина гофра. После пуска устройства на автоматический режим происходит отвод каретки 4 цилиндром 6 (фиг. За), затем срабатывает цилиндр 14 (фиг. 36) и инструмент 10 предварительного гофрирования поднимается в вертикальное положение. При этом одна каретка поднимается на 1/2 шага, а каретка 5 опускается на 1/2 шага. За счет этого включаются в работу цилиндры 8 и 9 шаговой подачи. Одновре.менно включается цилиндр, 6 подвода каретки 4 в нерабочее положение и цилиндры 17 и 20, отводящие инструмент 13 окончательного гофрирования и гибочные рычаги 18 и 19 вне рабочее положение (фиг. Зв).
Далее происходит предварительная формовка второй половины гофра, где срабатывает цилиндр 14 и инструмент JO предварительной фор.мовки (фиг. 4а). Затс.м срабатывают цилиндр 16, инструмент Г2 окон., чательного гофрирования, цилиндр 20 и гибочный рычаг 18 - происходит полная формовка второй половины гофра (флг. 46). Цилиндром 7 правая каретка 5 отводится, и цикл повторяется, но уже справа (фиг. 4в).
Исиользовапие пред.чагас.мого устройства позволяет спизить себестои.мость из.г-отов.че- пия теилоутилизаторов за счет снижения трудоемкости изготовления гофрированных элементов, повысить качество изготовления гофрированных элементов и ускорит, процесс сборки теплоутилизатора, а также изгоч ав- ливать гофрированные элементы из рулои- пого материа;1а, различног о по ширине ч толпшне.
Формула изобретения
Устройство для гофрирования ме-. алли- ческой ленты, преимущественно с подрезанными отгибаемыми краями, соде| жа1цее связанные с приводом и установ;1енпые по разные стороны направления подачи инструменты предварительного и окончательного гофрирования, смонтированные на каретках, а также .механизм ц;аг овой подачи, связанный с каретками, отличающееся тем, что, с целью расширения техноло -ических возможностей за счет сов.мещепия гофрирования с гибкой краев, оно снабжено гибочными рычага.ми, Н1арнирно установ;1ен- ными на торцах инструментов окончательного гофрирования, и силовым цилиндром, корпус которого связан с одпи.м гибоч- libiM рычагом, а шток - с други.м, инструменты окончательного гофрирования выполнены в виде поворотных пластин, а механизм шаговой подачи выполнен в виде установленных с возможностью нерио- дического поворота в каретках осей с эксцентриковыми поверхностями.
9иг.2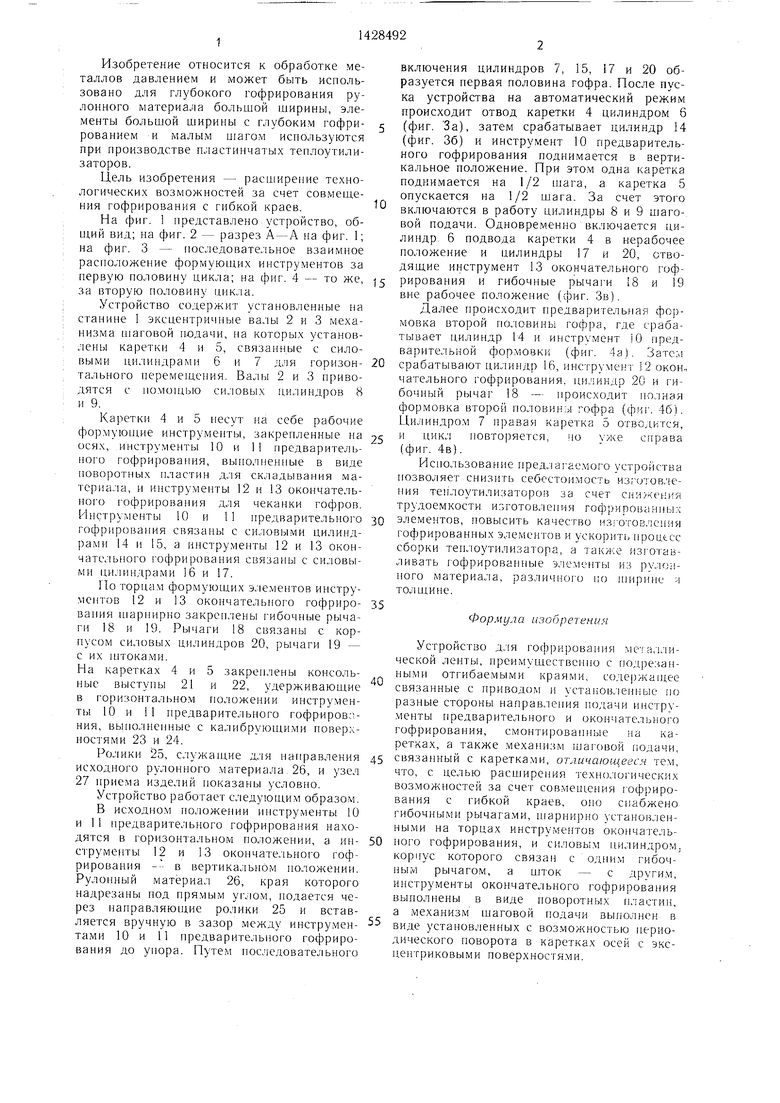
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гофрированных труб | 1974 |
|
SU554043A1 |
| Зубцовая зона магнитопровода электрической машины | 1984 |
|
SU1312681A1 |
| Устройство для изготовления спиралей | 1983 |
|
SU1080901A1 |
| Способ изготовления сердечников | 1972 |
|
SU562222A3 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2237577C2 |
| Устройство для гофрирования ленты | 1972 |
|
SU509327A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| Устройство для гофрирования плоских заготовок секторной формы | 1977 |
|
SU703185A1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОЧНОГО РЕГЕНЕРАТИВНОГО ПРОДУКТА | 2019 |
|
RU2712695C1 |

Изобретение относится к обработке металлов давлением и может быть использовано для глубокого гофрирования рулонного материала большой ширины. Цель - расширение технологических возможностей за счет ооес ече11пя г озмож- ности совмещения гофрирования с гибкой краев. Устройство содержит связанные с приводом и установленные по разные стороны направления подачи инструменты предварительного и окончательного гофрирования в виде пластин. На торца.х инструме1 тов окончательного гофрирования niapiinpHo установлены гибочные рычаги: одии гппоч- ный рычаг связан с корпусом силово1Ч1 цилиндра, другой - с его штокоу,. Гибочные рычаги поочередно отгибают нa,iрезанные края заготовки noc.ie оформления каждой половины гофра. Hoc;ie оформ.че- ния одной половины гофра механизм шаговой подачи с помощью эксцентриков1)1х осей перемешает одну каретку с ментами вверх, другую - вниз. Далее оформляется вторая половина гофра. 4 и,п. S (Л
г.
а
5
(pus.
| Устройство для гофрирования листового материала | 1975 |
|
SU551081A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
