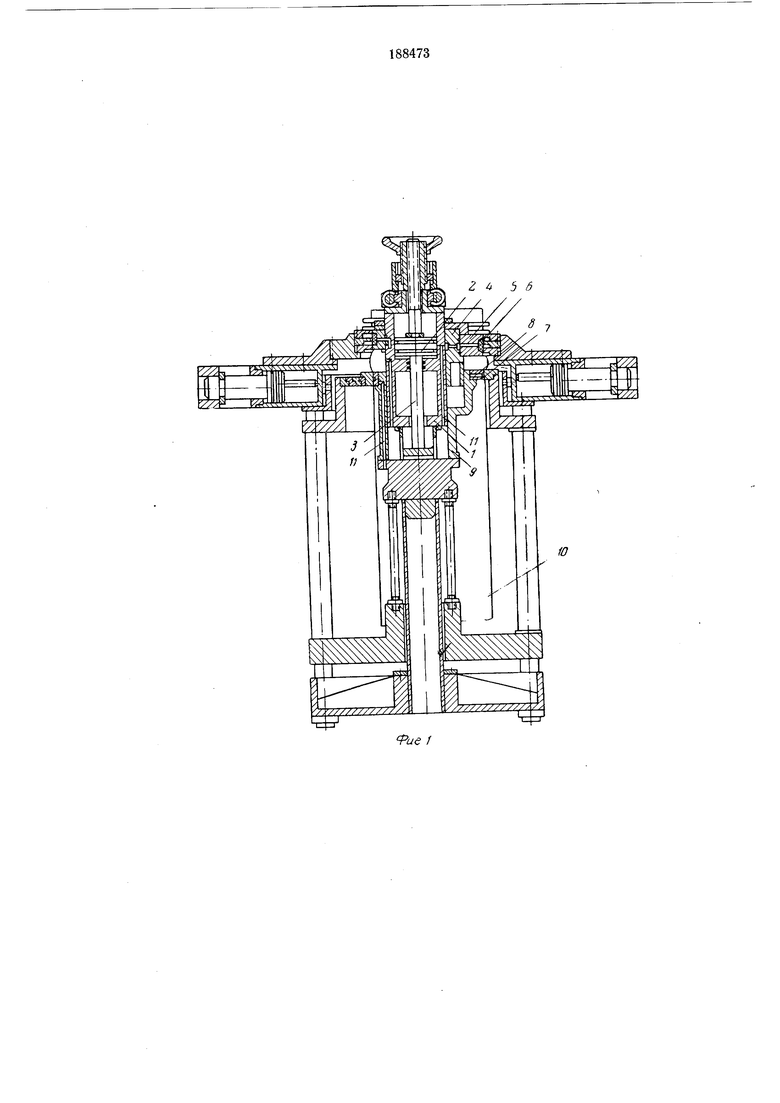
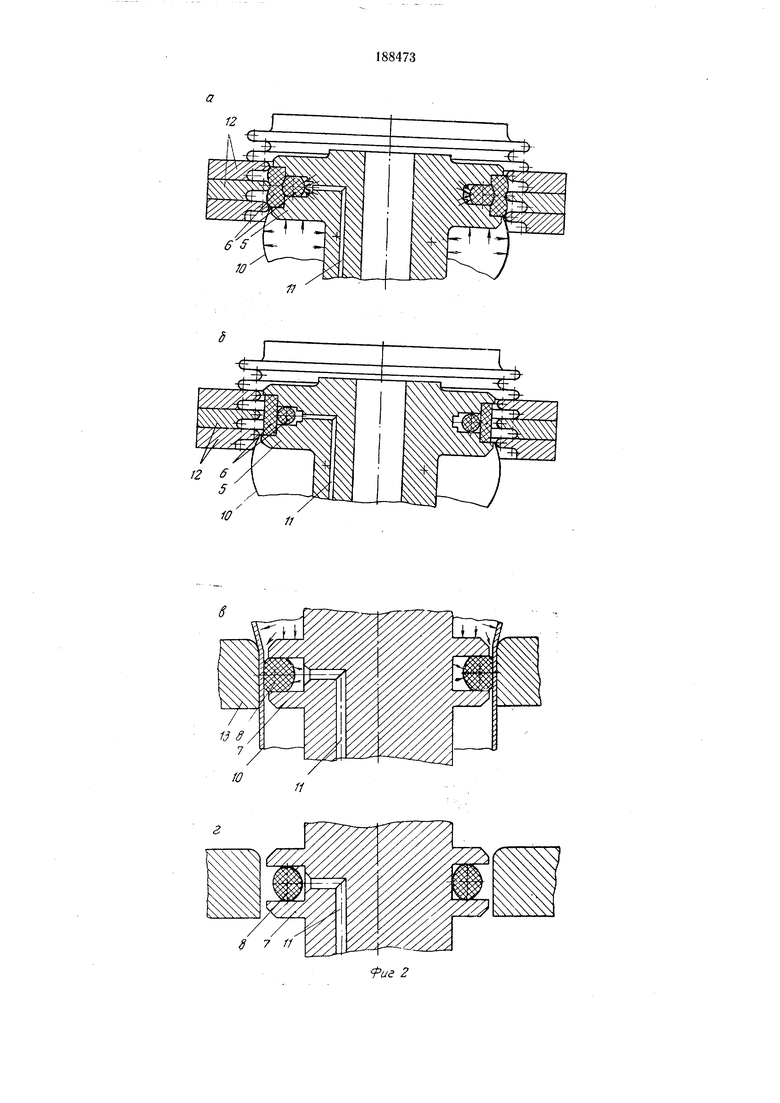
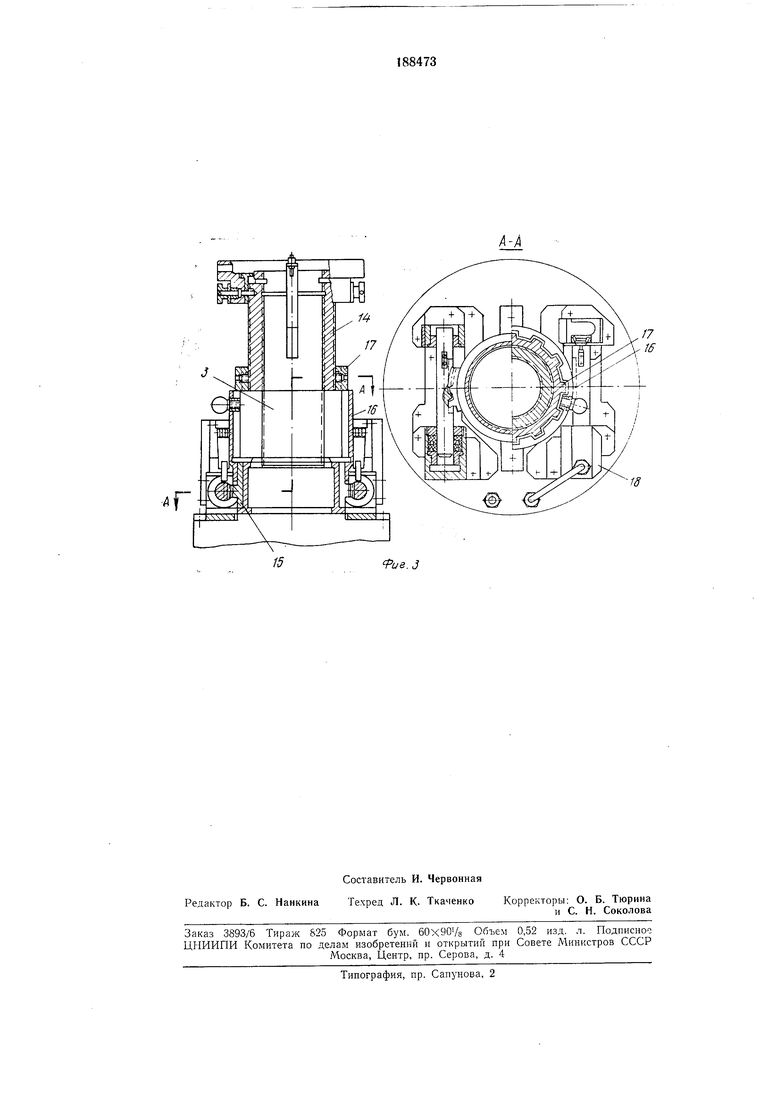
Известна установка для изготовления сильфона из трубной заготовки путем последовательного гидроформования каждого гофра, содержащая оправку с каналами для подвода жидкости, служащую для установки трубызаготовки, подвижный гофрирующий инструмент, механизм для подачи трубы на требуемый шаг гофров с приводом от гидравлического цилиндра и уплотнительные кольца. Цель изобретения - изготовление сильфонов с различным шагом и наружным диаметром без смены оправки с повышенной точностью. Предлагаемая установка отличается от известной тем, что гидравлический цилиндр подачи трубной заготовки расположен внутри оправки, причем на штоке его поршня установлена гайка для регулировки хода штока при предварительном наборе материала для формообразования сильфона и связанный с гайкой механизм подачи трубы на требуемый шаг гофров, который выполнен в виде резьбового шлицевого стакана, связанного с резьбовой шлицевой втулкой, установленной на штоке поршня, ограничивающей исходное положение штока при подаче трубы, и поворачиваемого вокруг оси двумя гидравлическими цилиндрами, смонтированными на крышке гидравлического цилиндра подачи трубы. подвижного, связанного с гидравлическим цилиндром зажимного диска с проточками для размещения уплотнительных колец, зажимающих участок трубы по образованным гофрам, и диска с проточкой для размещения кольца, уплотняющего недеформированный участок трубы, расположенного на втулке, перемещаемой поршнем гидравлического цилиндра ио наружной поверхности последнего. На фиг. 1 дан общий вид установки; на фиг. 2 - зажимные диски с уплотнительными кольцами; на фиг. 3 - механизм регулировки .хода штока поршня гидравлического цилиндра подачи трубы. Установка содержит гидравлический цилиндр / с поршнем 2 и штоком 3, расположенный внутри оправки 4, на которой закреплен неподвижный зажимной диск 5 с проточками для размещения уплотнительных колец 6. Зажимной диск 7 с проточкой для разглашения уплотнительиого кольца 8 расположен на подвижной втулке 9, перемещаемой штоком 3 поршня гидравлического цилиндра 1 по наружной поверхности последнего. Зажим трубы-заготовки 10 осуществляется при подаче жидкости по каналам //в диски 5 и 7 к уплотнительным кольцам 6 и 8, которые под давлением жидкости плотно примыкают к внутренней стенке трубы-заготовки, прижимая последнюю к гофрирующему инструменту 12 и }3. При этом неподвижный зажимной диск 5 зажимает трубу по образованным гофрам, а подвижный зажимной диск 7 зажимает недеформированный участок трубы, который набирается для предварительного формообразования гофра.
При предварительном формообразовании гофра происходит выпучивание участка трубы, заключенного -между зажимными дисками 5 и 7, под давлением поступающей к этому участку трубы жидкости; после этого зажимной диск 7 вместе с гофрирующим инструментом 13 перемещается к гофрирующему инструменту 12, который в это время фиксирует .трубу по предварительно отформованному гофру. Происходит окончательное оформление гофра, после чего давление жидкости в подвижном зажимном диске 7 снимается и он отводится щтоком поршня гидравлического цилиндра / на величину щага гофров. Затем повторно включается зажимной диск 7, захватывающий с большой силой трубу-заготовку 10, одновременно выключается зажимной диск 5, а гофрирующий инструмент 12 отводится в исходное положение, освобождая трубу.
После этого гидроцилиндр / перемещает трубу 10 на шаг гофров, гофрирующий инструмент 12 вновь подводится к трубе, а зажимной диск 7 вместе с инструментом 13 отводится в нижнее положение на ход, равный шагу предварительного гофрирования.
Регулировка хода штока 5 поршня 2 гидроцилиндра / на шаг предварительного гофрирования осуществляется с помощью гайки 14 (см. фиг. 3), установленной на щтоке 3 и упирающейся в крышку 15 гидроцилиндра при перемещении штока вниз, ограничивая тем самым ход последнего.
Регулировка хода щтока 3 на требуемый шаг гофров производится с помощью резьбового шлицевого стакана 16, связанного с резьбовой шлицевой втулкой 17, установленной на штоке 3 норшня 2, ограничивающей исходное положение щтока при подаче трубы, и поворачиваемого вокруг оси двумя гидроцилиндрами 18, смонтированными на крышке 15.
Предмет изобретения
1.Установка для изготовления сильфона из трубной заготовки путем последовательного гидроформования каждого гофра, содержащая оправку с каналами для подвода жидкости, служащую для установки трубы-заготовки, подвижный гофрирующий инструмент, механизм подачи трубы на требуемый шаг гофров с приводом от гидравлического цилиндра и уплотнительные кольца, отличающаяся тем,
что, с целью повышения точности изготовления и получения сильфонов с различным шагом и наружным диаметром без смены оправки, она снабжена механизмом зажима трубы, а гидравлический цилиндр расположен
внутри оправки, причем на штоке его поршня установлена гайка для регулировки хода штока при предварительном наборе материала для формообразования сильфона и связанный с гайкой механизм подачи трубы на требуемый шаг. гофров.
2.Установка по п. 1, отличающаяся тем, что механизм зажима трубы выполнен в виде неподвижного, связанного с гидравлическим цилиндром зажимного диска с проточками для
размещения уплотнительных колец, зажимающих участок трубы по образованным гофрам, и диска с проточкой для размещения кольца, уплотняющего недеформированный участок трубы, расположенного на втулке, перемещаемой поршнем гидравлического цилиндра по наружной поверхности последнего.
3.Установка по пп. 1 и 2, отличающаяся тем, что механизм подачи трубы на требуемый шаг гофров выполнен в виде резьбового шлицевого стакана, связанного с резьбовой шлицевой втулкой, установленной на штоке поршня, ограничивающей исходное положение щтока при подаче трубы, и поворачиваемого вокруг оси двумя гидравлическими цилиндрами,
смонтированными на крыщке гидравлического цилиндра подачи трубы.
12

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления сильфона из трубной заготовки | 1980 |
|
SU912337A2 |
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ГОФРОВ НА ТРУБНЫХ ЗАГОТОВКАХ | 1991 |
|
SU1826241A1 |
| Устройство для последовательного гофрирования труб | 1984 |
|
SU1247121A1 |
| Устройство для последовательного гидроформования гофров на трубкахзаготовках | 1976 |
|
SU608586A1 |
| Устройство для гидравлического формования сильфонов | 1985 |
|
SU1263391A1 |
| Устройство для изготовления труб с кольцевыми гофрами | 1984 |
|
SU1232331A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| УСТАНОВКА ДЛЯ НАКАТА РЕЗЬБЫ НА ТРУБЕ И ЕЕ ОТРЕЗКИ | 1970 |
|
SU276779A1 |
| Устройство для изготовления гофрированных труб | 1980 |
|
SU889201A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
S 7 f1 дГ иг.З
