I
Изобретение относится к литейному производству, в частности к формовочным машинам для изготовления литейных форм и стержней.
Известна быстродействующая формовочная машина, содержаш,ая бункер, корпус с направляющим стволом и закрепленным в верхней части пневмоуплотнителем, образованную стенками корпуса камеру предварительного уплотнения, перекрываемую от ствола шибером, взаимосвязанным с приводом, а сверху герметичной крыщкой 1.
Машина работает следующим образом.
После заполнения камеры предварительного уплотнения смесью открывается быстродействующий клапан и сжатый воздух через отверстие в корпусе под давлением заполняет пространство между смесью и герметической крышкой, предварительно уплотняя смесь, а затем после открывания шибера смесь через направляющий ствол выбрасывается в технологическую емкость.
Недостатком этой машины является неравномерное уплотнение формы или стержня ,так как по мере открывания шибера
смесь вылетает с различной скоростью: с большей скоростью в момент открывания шибера и с меньшей при полном его открывании.
Цель изобретения - повышение качества форм и стержней за счет повышения равномерности уплотнения смеси.
Цель достигается тем, что в корпусе две противоположные стенки, образующие камеру предварительного уплотнения смеси, выполнены с возможностью горизонтального перемещения в предусмотренных для этого на корпусе направляющих, причем одна из стенок подпружинена, а другая, с закрепленным на ней шибером, взаимосвязана с приводом и содержит ограничительные упоры.
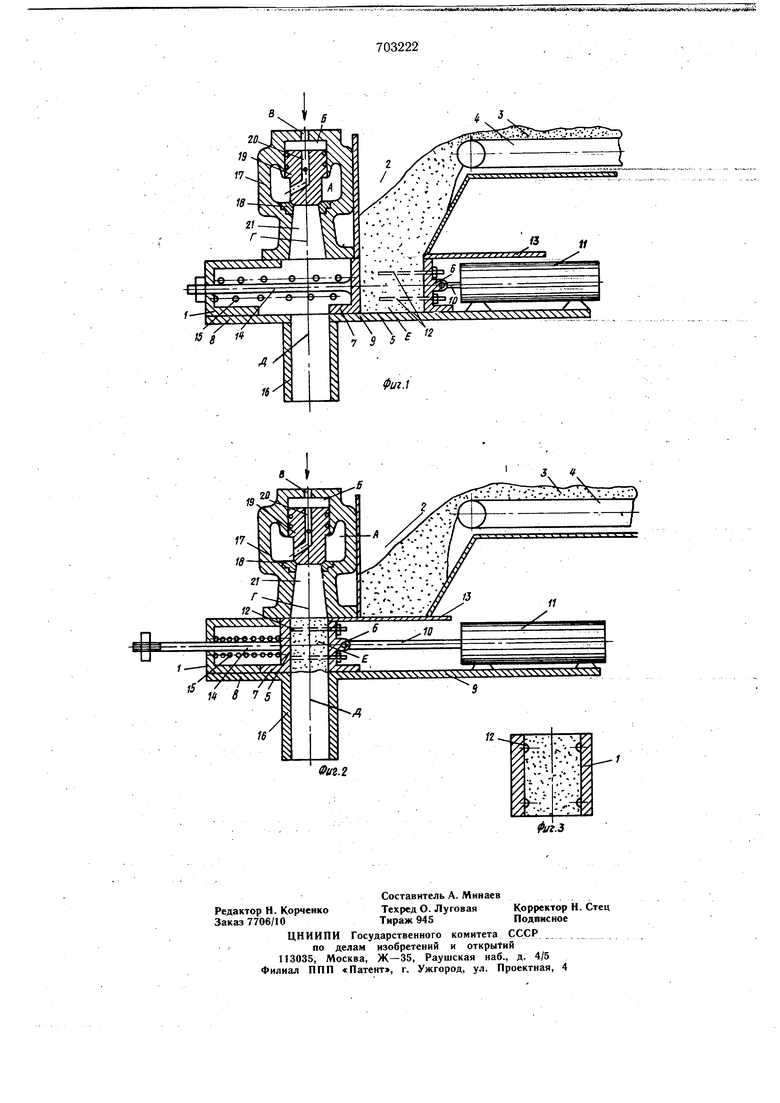
На фиг. 1 показано предлагаемое устройство для изготовления форм и стержней, в исходном положении; на фиг. 2 - устройство в рабочем положении; на фиг. 3 - камера и упоры.
Устройство для изготовления форм и стержней содержит корпус 1, приемный бункер 2, в который подается смесь 3 по ленточному транспортеру 4, камеру 5 предварительното уплотнения, выполненную с подвижными стенками 6 и 7, которые перемещаются по направляющим 8 и 9, при этом стенка 6 соединена со штоком 10 привода 11 и снабжена упорами 12. В верхней части стенки б прикреплен шибер 13, а стенка 7 жестко соединена с регулировочной тягой 14 и пружи,ной 15. В нижней части корпуса выполнен направляющий ствол 16, а в верхней части корпуса 1 закреплена импульсная головка 17 с полостями А, Б и магистралью В, седлом 18, клапаном 19 с каналом 20 и выггускным расширяющимся разгонным соплом 21, при этом импульсная головка 17, седло 18, клапан 19 и разгонное сопло 21 имеют ось Г, совпадающую с осью Д камеры 5 и направляющего ствола 16. В камере 5 предварительного уплотнения формируется пакет Е смеси 3.
Устройство работает следующим образом.
Формовочная смесь 3 по транспортеру 4 подается в приемный бункер 2. Из приемного бункера 2 смесь 3 просыпается в полость к амёры 5 предварительйого уплотнения, образованной корпусом 1 устройства и подвижными стенками 6 и 7. После заполнения каB.-;..t..-.,-...--..-;, -г-:--- - -- - -- - .
меры 5 смесью по)1вижная стенка 6 с помощью штока 10 привода 11 перемещается по направляющей 9 с шибером 13 в сторону направляющего ствола 16, отсекая порцию смеси 3, при этом подвижная стенка 7 с регулировочной тягой 14 перемещается по направляющей 8 от действия на нее смеси 3, но с меньшей скоростью, так как пружина 15 создает усилие подпора. Смесь 3 в камере 5 сжимается, образуя пакет Е до тех пор, пока упорь 12 не упрутся в подвижную стенку 7. В указанный момент ось камеры 5 Предварительного уплотнения, образованной подвижными стенками 6 и 7 с уплотненным пакетом Е, совмещается с осью Г разгрнного сопла 21 и осью Д направляющего ствола 16. После формирования пакета Е смеси сжатый воздух из магистрали Б поступает, в полость Б, и под его действием клапан 19 опускается и плотно прижимается к седлу 18 выпускного разгонного сопла 21. Далее сжатый воздух из полости Б по каналу 20 направляется в полость А импульсной головки 17 и заполняет ее до определенного давления, после чего сжатый воздух из надпоршневой полости Б сбрасывается в атмосферу, а воздух, находящийся в полости А, благодаря перепаду диаметров к папана 19 поднимает его. Затем воздух через выпускное отверстие седла 18 устремляется в разгонное сопло 21 (сопло ЛаваляУ, ось Г ко703222
торого в рабочем положении совмещена с осью Д камеры 5 и направляющего ствола 16. На 1выходе из разгонного сопла 21 струя воздуха, получая разгон, действует на пакет Е смеси 3 и с большой скоростью производит выброс его через направляющий ствол 16 в технологическую емкость. После этого цикл повторяется. Процесс уплотнения фОрйы или стержней может производиться как за один импульс, так и при многократных импульсах в зависимости от габаритов формуемых изделий. Попадание просыпанной смеси в опоку или стержневой ящик исключается, так как образование пакетов Е производится вне направляющего ствола 16.
Получение различной плотности смеси пакета Е, а также его размеров осуществляется изменением объема камеры 5 с помощью регулировочной тяги 14, упоров 12 и привода 11. Предварительное уплотнение смеси позволяет повысить качество формы за счет повышения равномерности уплотнения смеси. Кроме того, предварительное уплотнение смеси обеспечивает сокращение расходй сжатого воздуха в импульсной головке при высокой качестве набивки формы.
Следовательно, внедрение предлагаемого устройства позволяет повысить качество форм и стержней за счет равномерного их уплотнения, что сокращает брак отливок. Указанное устройство может быть изготовлено как стационарным, так и передвижным по типу пескометных центробежных головок.
Формула изобретения
Устройство для изготовления литейных форм и стержней, содержащее корпус с направляющим стволом, закрепленный в верхней части корпуса пневмоуплотнитель, бункер, камеру предварительного уплотнения смеси, образованную частью стенок корпуса, и шибер, взаимосвязанный с приводом, са, и шибер, взаимосвязанный с приводом, отличающееся тем, что, с целью повышения качества форм и стержней, две противоположные стенки камеры предварительного уплотнен|1я смеси выполнены с возможностью горизонтального перемещения в предусмотренных на корпусе направляющих, при этом одна из стенок подпружинена, а другая скреплена с шибером и содержит установленные на ней ограничительные упоры. Источники информации,
принятые во внимание при экспертизе
I. Патент Японии № 44-19522, кл. ПА-232, 1969.
703222

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления литейных форм и стержней | 1988 |
|
SU1719150A1 |
| Устройство для изготовления литейных форм и стержней | 1983 |
|
SU1230742A1 |
| Формовочная машина | 1982 |
|
SU1061912A1 |
| Импульсная головка | 1986 |
|
SU1397152A1 |
| Пескометная головка | 1983 |
|
SU1090487A1 |
| СЕЙСМИЧЕСКИЙ ИЗЛУЧАТЕЛЬ (ЕГО ВАРИАНТЫ) | 1999 |
|
RU2161810C1 |
| Пескометное устройство | 1988 |
|
SU1588489A1 |
| МНОГОКЛАПАННАЯ ИМПУЛЬСНАЯ ГОЛОВКА | 1972 |
|
SU339710A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Пескометное устройство | 1979 |
|
SU804184A1 |
J.
