(54) ФОРСУНКА ДЛЯ РАСПЫЛЕНИЯ ЖИдаОГО МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Форсунка для распыления жидкого металла | 1973 |
|
SU512799A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ДРОБИ | 2003 |
|
RU2251471C1 |
| Форсунка для распыления расплавов водой | 1982 |
|
SU1073001A1 |
| Устройство для получения волокон Г.П.Бойко | 1990 |
|
SU1730061A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2778342C1 |
| Установка для очистки деталей | 1979 |
|
SU956071A1 |
| УСТАНОВКА ДЛЯ ОЧИСТКИ ДЫМОВЫХ ГАЗОВ | 2001 |
|
RU2200053C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН В РЕАКТОРЕ И РЕАКТОР ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 2012 |
|
RU2497668C1 |
| Форсунка для распыления металлических расплавов | 1982 |
|
SU1156860A1 |
| Устройство для получения металлического порошка распылением расплава | 1980 |
|
SU933264A1 |
- -I , .
Изобретение относится к порошковой металлургии.
Известна форсунка для распь1ления жидкого металла, содержащая сливной патрубок и газовый коллектор с соплами, оси отверстий которых расположены под углом к оси сливного патрубк{а и выполнены в виде щелей, рашоложенных в плоскостях повернутых относительно оси сливного патрубка на угол,определяемый соотношением
а arcSin ± ,.
где d - диаметр выходного сечення сл| вного
патрубка,
С - длина щели в выходном сечении сопла А - величина смещения оси щели сопла относительно оси сливного патрубка, причем О Д - 1. . Недостатком такой форсунки является недостаточная проработка энергоносителем струи металла, так как- сопла выполненные в виде щелей имеют возможность поворота и фиксации только вокруг своих осей, что не позволяет полностью использовать энергию струИ энер гоносителя -и повь1сить выход мелких фракций.
Целью изобретения является увеличение вьГхода мелкой фракции и снижение энергоемкости процесса.
Для достижений поставленной цели предложена форсунка для распыления жидкого металла, содержания сливной патрубок, коллектор с соплами, оси которых расположены под углом к оси сливного патрубка, которая отличается от известной тем,, что сопла выполнены со сферическими .головками с возможность изменения угла атаки энергоносителя к струе жидкого металла.
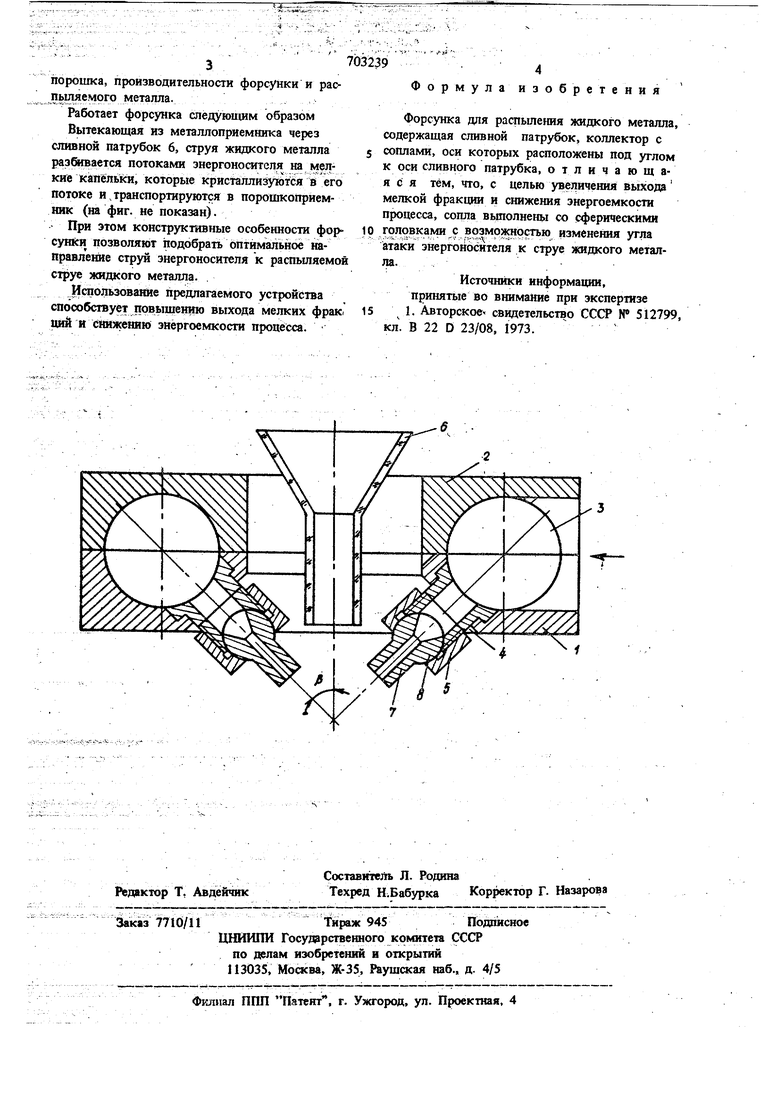
На чертеже изображена предлагаемая форсунка.
Форсунка состоит из корпуса 1, крышки 2, которые в сборе (бразуют коллектор 3. На корпусе располЪжень штуцеры 4, в гнездах которых установлены с возможностью поворота и фиксации гайками 5 на угол по отношению к оси сливного патрубка 6, сопла 7 со сферическими головками 8.
Изменение угла /3 производится в зависимости от размеров распылительной камеры, необходимого фракционного состава получаемого порошка, производительности форсунки и распьшяемого металла. Работает форсунка следующим образом Вытекающая из металлоприемника через сливной патрубок 6, струя жидкого металла раз&шается потоками энергоносителя на мелкие капельки, которые кристаллизуйтбя в его потоке и дранспортируются в порошкоприемник (на фиг. не показан). - При этом конструктивные особенности форсушси позволяют подобрать оптимальное направлепне струй энергоносителя к распьшяемой струе жидкого металла. . ИспользоваШе предлагаемого устройства способствует повыщещпо выхода мелких фрак, кий и С1шжепию энергоемкости процесса. Формула изобретени Форсунка для рашыления жидкого металла, содержащая сливной патрубок, коллектор с соплами, оси которых расположены под углом к оси сливного патрубка, отличающаяся тем, что, с целью увеличения выхода мелкой фракции и снижения энергоемкости процесса, сопла вьшолнещ 1 со сферическими головкалш с возможностью изменения угла атаки энергоносителя к струе жидкого металла. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 512799, кл. В 22 D 23/08, 1973.
