(54) МЕХАНИЗМ ПОДАЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| ТОКАРНАЯ СИЛОВАЯ ГОЛОВКАт~—^~"I | 1972 |
|
SU346033A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| Трубоотрезной станок | 1982 |
|
SU1038110A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Механизм подачи труб к отрезномуСТАНКу | 1978 |
|
SU795764A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2019364C1 |

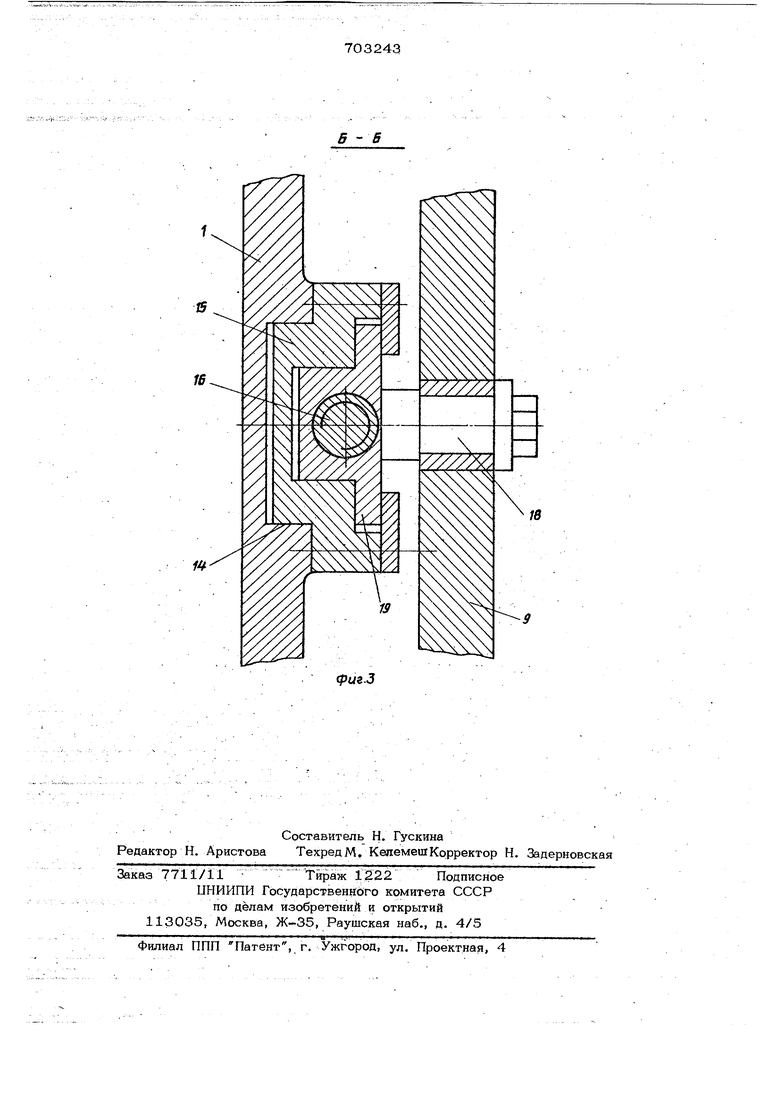
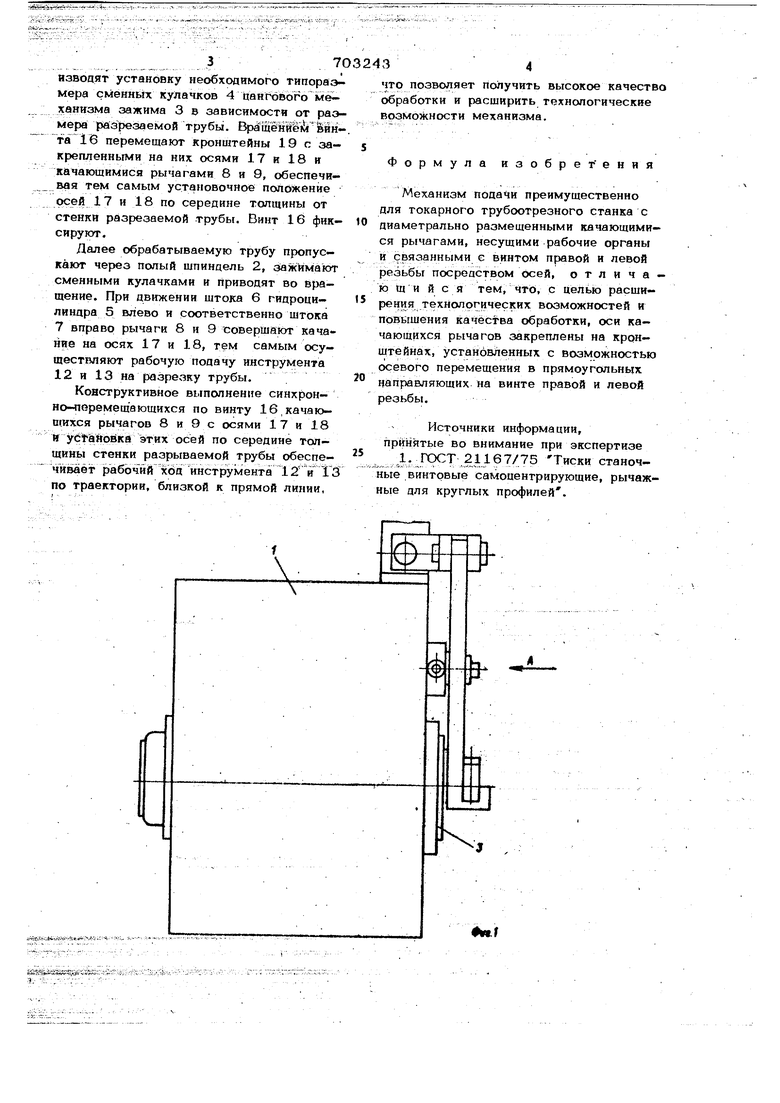
Изобретение относится к области станкостроения и может быть применено в станках для резки труб. Известен механизм, подачи с диаметрально размещенными качающимися рычагами, несущими рабочие органы к свя занными с винтом правой и Левой резьбы посредством осей 1. Известный механизм подачи не обесп чивает достаточно высокого качества обработки и имеет ограниченные texHoлогические возможности. С целью расширения технологических возможностей и повыщения качества обработки оси качающихся рычагов закреплены на кронштейнах, установленных с возможностью осевого перемещения в прямоугольных направляющих на винте правой и левой резьбы. На фиг. 1 представлен механизм подачи, размещенный на трубоотрезном станке, боковой вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б фиг. 2. В станке внутри корпуса 1 смонтирован шпиндель 2 с цанговым механизмом зажима 3 и сменным кулачком 4, а так.-же механизм вращения трубы (на фигу-, pax не показан). На корпусе 1 установлен сдвоенный гидроцилиндр 5, штоки 6 и 7 которого связаны с качающимися рычагами 8 и 9, несущими рабочие ор-. ганы 10 и 11, и инструментом 12 и ГЗ. / - . В паз 14 корпуса 1 устанавливают прямоугольные направляющие 15, в которых закреплен винт 16 с правой и левой резьбой. Оси 17 и 18 качающихся рычагов 8 и 9 закреплены на кронштейнах 19, имеющих возможность осевого перемещения в прямоугольных направляющих 15. Работает устройство следующим образом. Перед началом резки осуществляют настройку качающихся рычагов 8 и 9 с инструментом 12 и 13. При этом про37изводят установку необходимого типоразмера сменнь х кулачков 4 цангового механизма зажима 3 в зависимости от размера разрезаемой трубы. Вр щенй11 вйнта 16 перемещают кронштейны 19с заКрепленными на них осями 17 и 18 н качающимися рычагами 8 и 9, обеспечивая тем самым установочное положение осей 17 и 18 по середине толщины от стенки разрезаемой трубы. Винт 16 фиксируют. Далее обрабатываемую трубу пропускают через полый шпиндель 2, зажимают сменными кулачками и приводят во вращение. При движении штока 6 гидроцилинара 5 влево и соответственно штока 7 вправо рычаги 8 и 9 совершают качание на осях 17 и 18, тем самым осуществляют рабочую подачу инструмента 12 и 13 на разречзку трубы. Конструктивное выполнение синхронно-перемещающихся по винту 16,качающихся рычагов 8 и 9 с осями 17 и 18 и yeWftpBKa этих осей по середине толщины стенки разрываемой трубы обеспечивает рабочий ход инструмента 12 и 13
по траектории, близкой к прямой линии,
г
ные для круглых профилей . 3 что позволяет Получить высокое качество обработки и расширить технологические возможности механизма. Формула изобретения Механизм поцаЧи преимущественно для токарного трубоотрезного станка с диаметрально размещенными качающимися рычагами, несущими рабочие органы и связанными с винтом правой и левой резьбы посредством осей, о т л и ч а ю щи и с я тем, что, с целью расширения технологических возможностей и повышения качества обработки, оси качающихся рычагов закреплены на кронштейнах, установленных с возможностью осевого перемещения в прямоугольных направляющих на винте правой и левой резьбы. Источники информации, принятые во внимание при экспертизе 1. ГОСТ 21167/75 Тиски станочные винтовые самоцентрирующие, рычаж Г ие.2
Б - В
