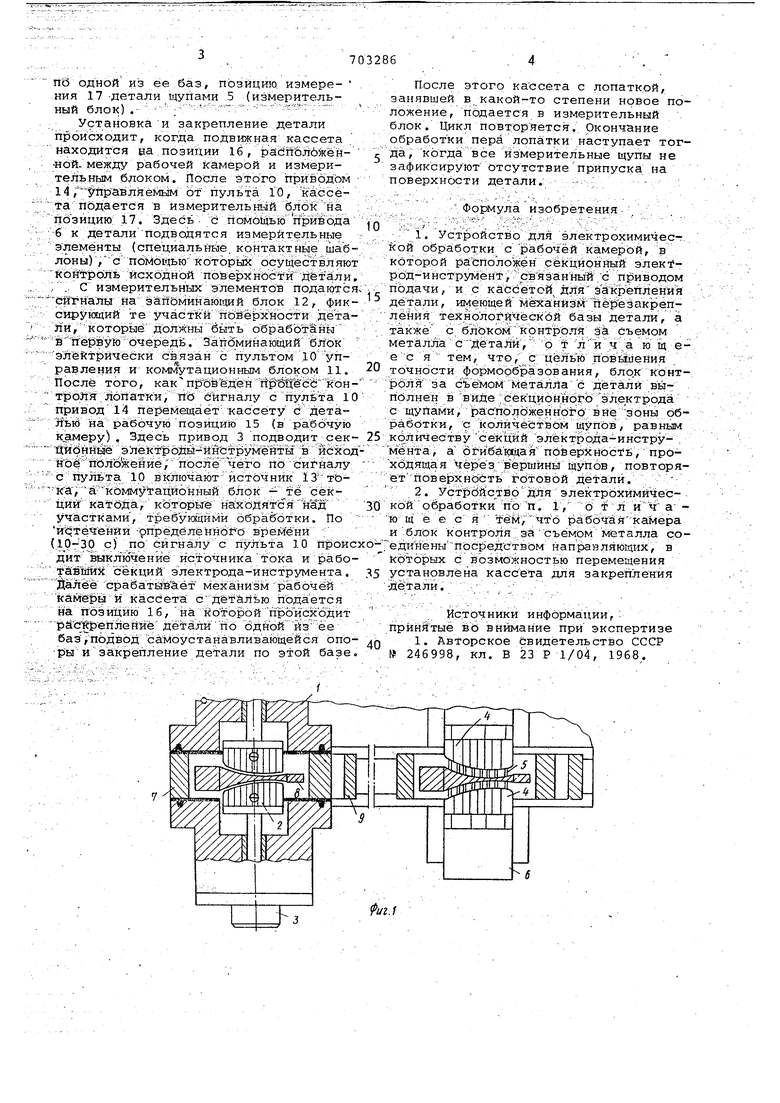
(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ пб одной из ее баз, позицию, измёрения 17 -детали сдуйами 5 (измерительный блок) .-; - . Установка и закрепление детали происходит, когда подвижная кассета находится на позиции 16, расположен-ной. между рабочей камерой и измерительным блоком. После этого приводом 14 , $правляемым от пульта 10, кассета подается в измерительный блок на позицию 17. Здесь с помощью привода б к детали подводятся измерительные элементы (специальные контактные шаблоны) , с помощью которых осуществляют контроль исходной поверхности детали . С измерительных элементов подаготся сигналы на заПЬминаюгций блок 12, фиксирующий те участки поверхности детали, которые должны быть обработЭны в первую очередЁ. Запбминающий блок электрически связан с пультом 10 управления и кoм fyтaциoнным блоком 11. После того, как nposеден првцесс контройя лопатки, по сигналу с пульта 10 привод 14 перемещает кассету с детаjiъю на рабочую позицию 15 (в рабочую камеру). Здесь привод 3 подводит секЦионные электройы-инструмёйты зз исход Woe положение/ после чего по сиГналу с пульта 10 включают источник 13 т& ка, акомм тационный блок секции катода, которые находятс янЙд участками, требующими обработки. По иqтeчeнии рпределенноГо времени (10-30 с) по сигналу с пульта 0 проис дит выключение источника тока и рабо тавших секций электрода-инструмента. Далее срабатыбает механизм рабочей камеры и кассета с деталью подается на позицию 16, на которой происходит р&сгкрепление детали по одной из ее баз,подвод самоустанавливающейся опо ры и закрепление детали по этой базе После этого кассета с лопаткой, занявшей в какой-то степени новое положение, подается в измерительный . блок, Пикл повторяется. Окончание обработки пера лопатки наступает тогда, когда все измерительные щупы не зафиксируют отсутствиеприпуска .на поверхности детали. Формула изобретени.я 1.Устройство для электрохимической обработки с рабочей камерой, в которой расположен сёкционйый электрод-инструмент, связанный с приводом подачи, и с кассетой длязакрепления детали, имеющей механизм пере закрепления технологической базы детали, а также с блоком контроля за съемом металла с Детали, отличающееся тем, что, с целью повышения точности формообразования, блок контроля за съемом металла с детали выполнен в виде секционного электрода с щуЛами, расположенного вне зоны обработки, с количеством щупов, равным количеству секций электрода-инструмента, а бгибакхцая пойерхносТь, проходящая через вершины щупов, повторяет поверхность готовой детали. 2.Устрбйство для электрохимической обработки по п. 1, отличающееся тем, что рабочая камера и блок контроля за съемом металла со единены посредством направляющих, в которых с возможностью перемещения установлена кассета для закрепления детали. Ис.точники информации, принятые во внимание при экспертизе 1. Авторское бвидетельство СССР № 246998, кл. В 23 Р 1/04, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2157301C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2678222C1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| Способ электрохимического формообразования деталей | 1991 |
|
SU1757798A1 |
| Устройство для распределения припуска на заготовке лопатки | 1976 |
|
SU655498A1 |
| Система автоматического управления точностью токарной обработки торцовых поверхностей | 1987 |
|
SU1450969A1 |

