(54) ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
ИЗ ТЕРМОПЛАСТА ДЛЯ ГОРЯЧЕГО ТЙСНЕМЯ ФОЛЬГОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления изделий из термопласта для горячего тиснения фольгой | 1982 |
|
SU1063610A1 |
| Пресс | 1980 |
|
SU939226A2 |
| Устройство для горячего тиснения фольгой изделий из термопласта | 1990 |
|
SU1722859A1 |
| Пресс | 1980 |
|
SU867658A1 |
| Пресс | 1980 |
|
SU903146A2 |
| Пресс | 1980 |
|
SU919905A1 |
| Пресс для горячего тиснения фольгой | 1984 |
|
SU1199659A1 |
| Пресс | 1975 |
|
SU548437A1 |
| Установка для изготовления изделий из термопластичного листового материала | 1981 |
|
SU960028A2 |
| ПОЗОЛОТНЫЙ ПРЕСС | 1968 |
|
SU220221A1 |
Изобретение относится к области переработки пластмасс и, более конкретно, к прессам для изготовления изделий из термопласта для го зячего тиснения .фольгой. Известен пресс для изготовления изделий из термопласта,содержащий ос нование с неподвижной плитой,на кото рой расположены прессующие цилиндры транспортер для изделий с приводом 1.. На этом прессе затруднено изготовление изделий из термопласта с горячим тиснением фольгой, вследстви конструктивной сложности пресса при его перестройке на горячее тиснение фольгой. . Наиболее близким техническим решением из известных является пресс для изготовления изделий из термопласта для горячего тиснения фольгой содержащий основание с.неподвижной плитой, на которой расположены прес сующие цилиндры с установленными наних рулонодержателями с фольгой для тиснения и устройства для перемотки фольги, транспортер для изде.лия, выполненный в виде повторного стола. и п 1ивод erjo перемещения 2. Недостатком известного пресса является сложность его конструкции, которая не позволяет автоматизировать процесс изготовления тиснения фольгой при сочетании пресса с автоматическими линиями, на которых изготовляют изделия. Целью данного изобретения является упрощение конструкции пресса. Для достижения указанной цели в прессе транспортер размещен на неподвижной плите, которая установлена с наклоном в сторону транспортера, причем транспортер выполнен в виде планки с упором и снабжен захватами, а прессующие цилиндры снабжены подпружиненными фи са±орами/ при этом захваты выпо.пнены в виде шарнирно закрепленного рычага, соединенного со штоком пневмоцилиндра, или в виде подпружиненной собачки. Такое выполнение пресса позволяет упростить его конструкцию и обеспечивает тиснение фольгой изделий при сочетании пресса с автоматическими линиями. На фиг. 1 изображен схематично общий вид пресса для изготовления изделий из термопласта для горячего
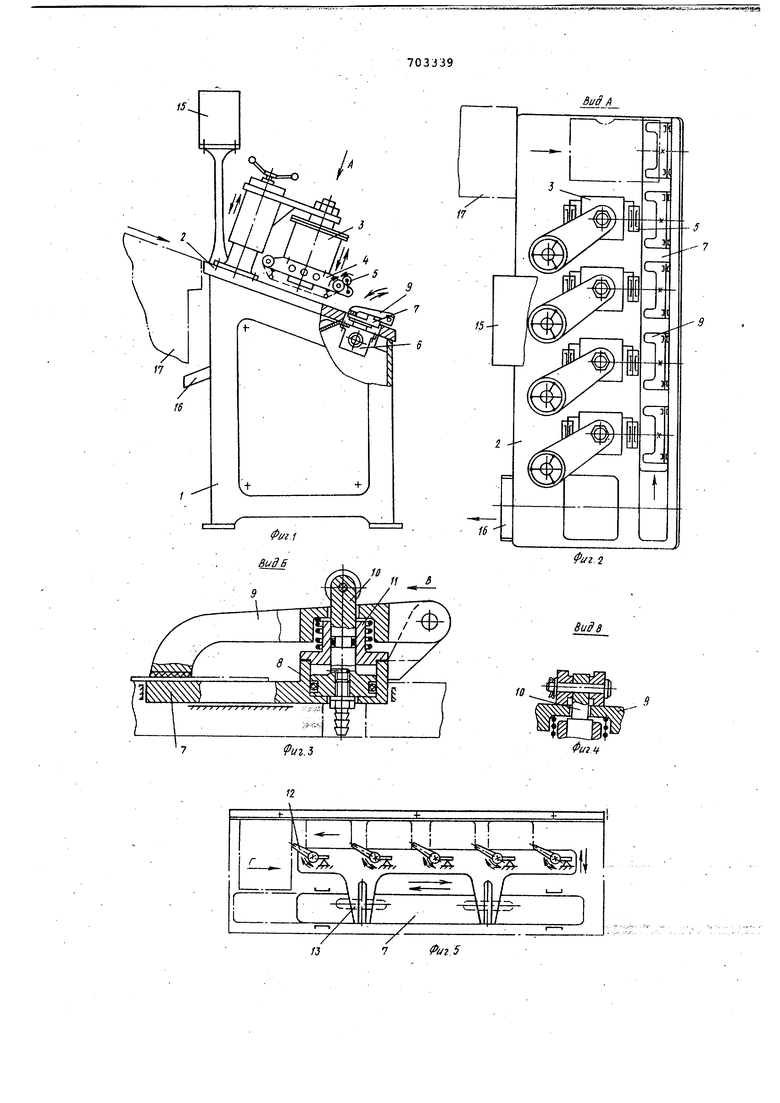
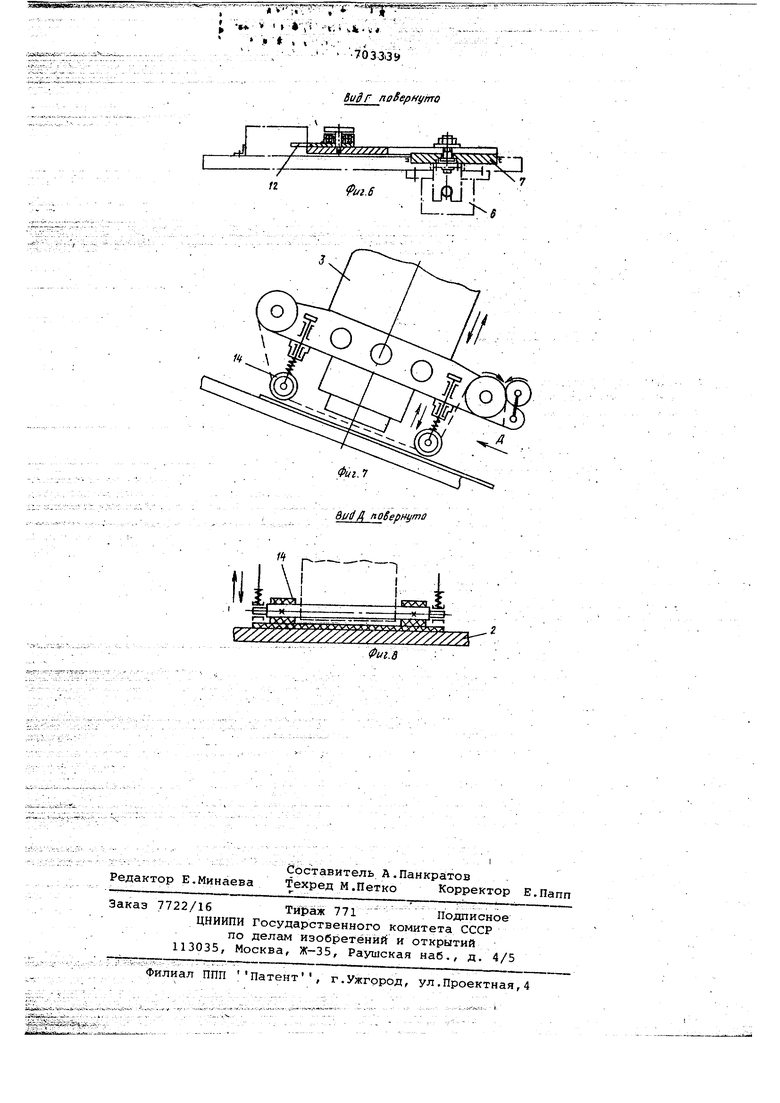
,тиснения фольгой, на фиг. 2 изображен схематично общий вид пресса в плане (вид по стрелке А на фиг. 1), на фиг, 3 изображен захват пресса (вид по стрелке Б на фиг. 2), на фиг. 4 изображен в разрезе фрагмент захвата (вид по стрелке А на фиг. 3J, на фиг. 5 изображен транспортер с захватами в виде собачек, на фиг.6 изображен фрагмент транспортера (вид по стрелке Р на фиг. 5), на фиг. 7 изображены подпружиненные фиксаторы, на фиг. 8 изображен вид по стрелке Д на фиг. 1.
Пресс для изготовления изделий из термопласта:для горячего; тиснения фольгой (фиг, 1) содержит основание 1 с неподвижной плитой 2, на которой расположены прессующие цилиндры 3 с установленными на них рулонодержателями 4 фольги для тиснения и устройства 5 для перемотки фольги, транспортер для изделий с приводом в виде силового цилиндра б .
Транспортер размещен на неподвижной плите 2, которая установлена с HaKJioHOM в сторону транспортера, причем транспортер выполнен в виде планки 7 с упором 8 и снабжен захватами (фиг. 3).
Для изделий в виде палок эти захв ты выполиены в виде иарнирно закрепленных подпружиненных рычагов 9, соединенных со штоками 10 пневмоцилиндров 11.
Для изделий типа коробок (фиг. 5 и 6) захваты выполнены в виде подпр жиненных собачек 12, которые крепятс на пла:нке 7 при помощи переходной детали 13.
Прессующие цилиндры 3 снабжены подпружиненными фиксаторами 14, а на нёпойвижнбй плите 2 установлен злектрошкаф 15 и лоток 16 для готовых изделий.
Пресс для изготовления изделий из термопласта для горячего тиснения фольги работает следующим образом.
Изделие, например, папка для бумаг автоматически подается из линии 17 ее изготовления в пресс, при этом папка скользит по наклонной плоскости неподвижной плиты 2 до упора 8 планки 7. . .
После чего срабатывает )ПНевмоцилиндр 11 и рычаг 9 прижимает папку к планке 7. Затем срабатывает силовой цилиндр 6, который перемещает планку с папкой в позицию тиснения
В позиции тиснения прессующий цилиндр 3 опускается, подпружиненные
фиксаторы 14 прижимают папку к. неподвижной плите 2 и происходит ее тиснение фольгой.
Рычаги 9 открываются, и планка 7 возвращается в исходное положение для приема следующего изделия. Оттисненная папка прижимается к неподвижной, плите 2 подпружиненными фиксаторми 14 и при последующем цикле производства изделие перемещается планкой 7 на следующую позицию тиснения до тех пор, пока процесс декорирования не будет полностью закончен и она не выйдет из пресса через лоток 16.
В случае использования изделий типа коробок транспортирование их осуществляется при прмощи подпружиненных собачек 12 (фиг. 5 и 6).
Использование пресса для изготовления изделий из термопласта для горячего тиснения фольгой позволит упростить ёГо конструкцию.
Формула изобретения
для перемотки фольги, транспортер для изделия с приводом, отличающийся тем, что, с целью упрощения конструкции пресса, транспорте размещен на неподвижной плите, которая установлена с наклоном в сторону транспортера, причем транспортер выполнен в виде планки с упором и снабжен захватами, а прессующие цилиндры снабжены подпружиненными фиксаторами изделий.
Источники информации, принятые во внимание при экспертизе
Фиг 5
; . , .t; i si/v«, .
ft . «-...-/ -;
, - 7033 39
Budj noSepHyiTro
«Йуг. 7
eiJ J ffi noSepHijmo
ШГ
иг.Е
