(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления изделий из термопласта для горячего тиснения фольгой | 1982 |
|
SU1063610A1 |
| Пресс для горячего тиснения фольгой | 1984 |
|
SU1199659A1 |
| Пресс для изготовления изделий из термопласта для горячего тиснения фольгой | 1977 |
|
SU703339A1 |
| Устройство для многоцветной печати | 1974 |
|
SU553127A1 |
| СПОСОБ ГОРЯЧЕГО ТИСНЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2412057C2 |
| СПОСОБ ДЛЯ ТИСНЕНИЯ | 2004 |
|
RU2298482C2 |
| Устройство для обработки полых изделий | 1986 |
|
SU1355329A1 |
| СПОСОБ ГОРЯЧЕГО ТИСНЕНИЯ ФОЛЬГОЙ | 2003 |
|
RU2243905C2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для тиснения цилиндрических изделий из пластмасс | 1980 |
|
SU937177A1 |
Устройство для горячего тиснения фольгой изделий из термопласта. Использование: изготовление изделий с декоративной поверхностью. Сущность изобретения: устройство снабжено механизмом подъема и опускания изделий относительно опорных оправок, включающим Г-образные направляющие для взаимодействия с приподнятыми изделиями и подпружиненные планки для подъема изделий с оправок. Г-образные направляющие установлены с поворота от привода. Прессующие цилиндры установлены над основанием устройства с возможностью наклона и перемещения относительно трех осей координат. Печатающие клише шарнирно соединены с теплопроводными элементами. Повышается качество изделий, имеющих декоративные отпечатки на наклонных нежестких поверхностях. 4 ил.
Изобретение относится к переработке пластмасс и может быть использовано для горячего тиснения фольгой изделий из термопласта.
Известно устройство для горячего тиснения фольгой изделий из термопласта, со- держащее основание, на котором расположены прессующие цилиндры и транспортер для изделий с приводом, причем транспортер снабжен захватами, а прессующие цилиндры снабжены подпружиненными фиксаторами изделий.
Недостатком известного устройства является невозможность тиснения на наклонных поверхностях тонкостенных изделий коробчатой формы, так как прессующие цилиндры расположены перпендикулярно плоскости перемещения изделий. Кроме того, при тиснении наружных поверхностей
нежестких изделий коробчатой формы необходимы опорные знаки в местах тиснения, входящие вовнутрь изделия, которые будут препятствовать позиционному перемещению изделий.
Известно также устройство для горячего тиснения фольгой изделий из термопласта, являющееся наиболее близким к предлагаемому, содержащее основание, на котором смонтированы загрузочное и разгрузочное устройства, установленные над основанием прессующие цилиндры с устройствами для перемотки фольги, с пуансонами, нагревателями и теплопроводными элементами, соединенными с печатающими клише, опорные оправки для установки и фиксации изделий, установленные на основании противоположно пуансонам, и транс sl Ю
ю
00
ел ю
портер для перемещения изделий с приводом.
Недостатком известного устройства является невозможность тиснения на наклонных поверхностях тонкостенных изделий коробчатой формы, так как прессующие цилиндры расположены перпендикулярно плоскости перемещения изделий, а опорные оправки (знаки), входящие вовнутрь изделия, будут препятствовать позиционному перемещению изделий.
Кроме того, ввиду малой толщины переводной фольги (до 5 мкм), для обеспечения качественного сплошного отпечатка предъявляются весьма высокие требования к вза- имному расположению запечатываемых поверхностей и рабочих поверхностей пуансона-клише. Так, непараллельность между опорной поверхностью изделия и его поверхностью тиснения (разнотолщин- ность материала) не должна превышать 0,05 мм: параллельность запечатываемой поверхности изделия по отношению к рабочей поверхности пуансона должна быть в пре- делах±0,025 мм. Все это значительно услож- няет оборудование, требует больших затрат времени на выставку и подналадку.
При массовом производстве, когда запечатываемые изделия изготавливаются в разных пресс-формах - дублерах, это созда- ет дополнительные трудности, так как при этом сложно добиться идентичности расположения запечатываемых поверхностей.
Цель изобретения - расширение технологических возможностей устройства, по- вышение качества изделий за счет обеспечения точности взаимного расположения декорируемых поверхностей и рабочих поверхностей пуансонов-клише.
Указанная цель достигается тем, что устройство для горячего тиснения фольгой изделий из термопласта, содержащее основание, на котором смонтированы загрузочное и разгрузочное устройства, прес- сующие цилиндры с устройствами для перемотки фольги, нагревателями, пуансонами, теплопроводными элементами и печатающими клише, опорные оправки, установленные на основании противопо- ложно пуансонам прессующих цилиндров, и транспортер для перемещения изделий с приводом снабжено механизмом подъема и опускания изделий относительно опорных оправок, включающим подпружиненные планки для подъема изделий с оправок, установленные на колонках, подвижно размещенных в основании. Г-образные направляющие для взаимодействия с изделиями, приподнятыми над оправками, и нажимные рычаги для опускания изделий на оправки, установленные на осях с возможностью поворота от привода, при этом прес- сующие цилиндры установлены над основанием с возможностью наклона и перемещения относительно трех осей координат, а печатающие клише шарнирно соединены с теплопроводными элементами.
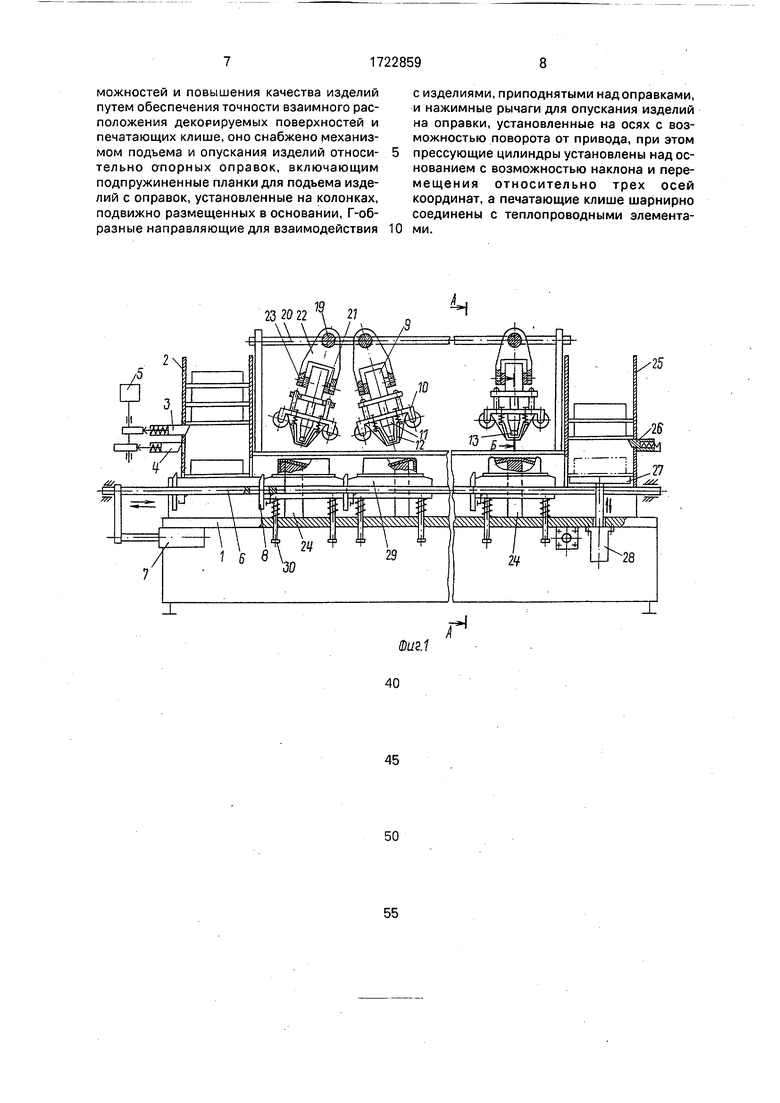
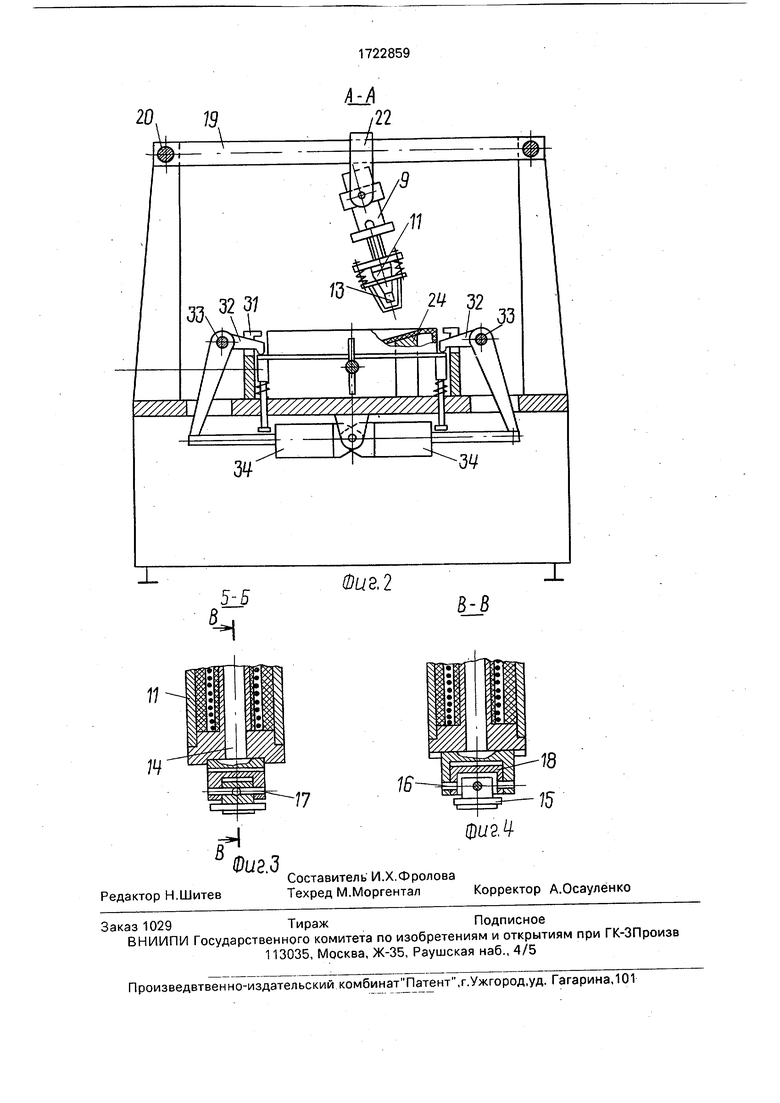
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - счение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3.
Устройство содержит основание 1, на котором установлены загрузочное устройство, выполненное в виде бункера 2 для стопы заготовок с отсекателями 3 и 4 и привода отсекателей 5 в виде, например, пневмоци- линдра вращательного действия и кулачков; транспортер для шагового (позиционного) перемещения изделий, выполненный в виде, ка, минимум, одной штанги 6, установленнойсвозможностьювозвратно-поступательного перемещения от пневмоцилиндра 7 и несущей на себе шарнирно установочные собачки 8, взаимодействующие с изделиями; прессующие цилиндры 9, включающие в себя устройства для перемотки фольги 10, нагреватели 11, прижимы 12, пуансоны 13, выполненные в виде теплопроводных элементов (например стержней) 14 и печатающих клише 15, соединенных между собой шарнирно с помощью осей 16 и 17 и промежуточного элемента 18, установленные над основанием с возможностью установочных перемещений относительно трех осей координат посредством, например, поперечных балок 19, продольных штанг 20 и клеммного зажима 21, установленного в кронштейне 22 на оси 23; опорные оправки 24, установленные на основании противоположно пуансонам прессующих цилиндров; разгрузочное устройство, содержащее бункер-накопитель 25 для готовых изделий, подпружиненный отсекатель 26 и подъемную площадку 27, установленную с возможностью возвратно- поступательных, плоско-параллельных перемещений от пневмопривода 28, и механизм подъема и опускания изделий относительно опорных оправок, включающий подпружиненные планки 29.для подъема изделий с оправок, установленные на колонках 30 с возможностью плоскопараллельного перемещения относительно основания; Г-образные направляющие 31, установленные на основании с возможностью взаимодействия с изделиями, приподнятыми над опорными оправками, и нажимные рычаги 32, установленные на
осях 33 с возможностью взаимодействия с изделиями и поворота от привода 34.
Устройство работает следующим образом.
Изделия из термопласта, например, рельефные основания детской игры Баскетбол, загружаются в бункер 2 загрузочного устройства и зависают на подпружиненных отсекателях 3. При включении устройства сжатый воздух поступает в штоковую полость пневмоцилиндра 7 транспортера для шагового перемещения, при этом штанга 6 с установленными на ней собачками 8 перемещает изделия, находящиеся на позициях в транспортном положении, т.е. прижатые подпружиненными планками 29 к Г-образным направляющим 31 на один номинальный шаг (на следующую позицию), причем изделие, находящееся на опорных направляющих загрузочного устройства, перемещается на первую позицию, а изделие, находящееся на последней перед разгрузочным устройством позиции, подается в разгрузочное устройство и воздействует на датчик (не показан), по команде которого сжатый воздух поступает в поршневые полости пнев- моцилиндров 34 механизма подъема и опускания изделий, в результате чего рычаги 32, поворачиваясь с осью 33, перемещают изделия на каждой позиции из транспортного положения в рабочее до контакта изделия с опорными оправками 24, после чего прессующие цилиндры 9 перемещают пуансоны 13 с устройствами для перемотки фольги 10, нагревателями 11, прижимами 12 и печатающими клише 15, имеющими возможность самоустанавливаться , до контакта последних с декорируемыми поверхностями изделий.
Одновременно пневмоцилиндр 7 возвращает штангу 6 с собачками 8 в исходное положение, после чего подъемная площадка 27 разгрузочного устройства под действием штока пневмоцилиндра 28 перемещается в крайнее верхнее положение и поднимает лежащее на ней готовое изделие на уровень отсекателя 26. При этом, если на отсекателе уже лежала стопа изделий, то она перемещается вверх на величину, равную высоте вновь поданного изделия, а подъемная площадка 27 возвращается в исходное положение. Параллельно с этими движениями привод от- секателей 5 на загрузочном устройстве приводит в движение механизм отсекате- лей 3 и 4, в результате чего очередное изделие отсекается от стопы и падает на опорные направляющие загрузочного устройства.
Прессующие цилиндры 9 после выдержки времени в нижнем рабочем положении, определяемой технологическим процессом горячего тиснения, отводят пуансоны 13 с
устройствами для перемотки фольги 10, нагревателями 11, прижимами 12 и печатающими клише 15 в верхнее положение, после чего рычаги 32 поворачиваются в исходное положение, и изделия на каждой позиции,
под воздействием подпружиненных планок 29, перемещаются в транспортное положение до контакта с Г-образными направляющими 31, при этом нижние плоскости изделий располагаются выше опорных оправок 24.
По команде из системы управления устройством сжатый воздух вновь поступает в штоковую полость пневмоцилиндра 7 механизма шагового перемещения, и далее циклы работы повторяются автоматически.
Прессующие цилиндры 9 в процессе наладки могут перемещаться относительно трех осей координат: по оси X вдоль продольных штанг 20 вместе с поперечными
балками 19, по оси Y вдоль поперечных балок 19 вместе с кронштейном 22, по оси Z вдоль цилиндрической гильзы силового цилиндра 9, или поворачиваться относительно трех осей координат: относительно оси X с осью 23 в промежуточном кронштейне 22, относительно оси Y - вместе с кронштейном 22 на поперечной балке 19 и относительно оси Z - в клеммном зажиме 21 вокруг оси цилиндра 9.
Установленные в соответствующем положении прессующие цилиндры жестко фиксируются с помощью, например, клемм- ных зажимов или винтов.
Предлагаемое устройство позволяет
производить горячее тиснение фольгой на наклонных поверхностях изделий из термопласта коробчатой формы, компенсировать неточность взаимного расположения декорируемых поверхностей и рабочих поверхностей пуансонов - клише.
Формула изобретения Устройство для горячего тиснения фольгой изделий из термопласта, содержащее
основание, на котором смонтированы загрузочное и разгрузочное устройства, прессую- щие цилиндры с устройствами для перемотки фольги, нагревателями, пуансонами, теплопроводными элементами и печатающими клише, опорные оправки, установленные на основании противоположно пуансонам прессующих цилиндров, и транспортер для перемещения изделий с приводом, отличающееся тем, что, с целью расширения технологических возможностей и повышения качества изделий путем обеспечения точности взаимного расположения декорируемых поверхностей и печатающих клише, оно снабжено механизмом подъема и опускания изделий относительно опорных оправок, включающим подпружиненные планки для подъема изделий с оправок, установленные на колонках, подвижно размещенных в основании, Г-об- разные направляющие для взаимодействия
с изделиями, приподнятыми над оправками, и нажимные рычаги для опускания изделий на оправки, установленные на осях с возможностью поворота от привода, при этом прессующие цилиндры установлены над основанием с возможностью наклона и перемещения относительно трех осей координат, а печатающие клише шарнирно соединены с теплопроводными элементами.
| Пресс для изготовления изделий из термопласта для горячего тиснения фольгой | 1977 |
|
SU703339A1 |
| Солесос | 1922 |
|
SU29A1 |
| Гецас С.И | |||
| Декоративная обработка изделий из пластмасс | |||
| Л.: Химия, 1978, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
