(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
ИЗ ТЕРМОПЛАСТИЧНОГО ЛИСТОВОГО
1
Изобретение относится к переработке пластмасс, а именно к установкам для изготовления изделий из термопластичного листового материала.
По основному авт. св. № 655556 известна установка для изготовления изделий из термопластичного листового материала, содержащая пресс с установленными на колонках нижней и верхней плитами и формообразующей оснасткой, камеру нагрева, шарнирно закрепленную на верхней плите пресса и снабженную приводом ее поворота, склиз, установленный на колонках пресса со стороны щарнирного закрепления камеры нагрева, с выходом на формообразующую оснастку 1.
Однако эта установка не приспособлена для изготовления изделий из рулонного материала, так как не имеет устройств щаговой подачи и отрезки материала.
ЦельК) изобретения является расщирение эксплуатационных возможностей.
Эта цель достигается тем, что установка снабжена устройствами шаговой подачи и отрезки материала, расположенными на верхней плите пресса, а камера нагрева выполнена с пазом для загрузки материала.
МАТЕРИАЛА
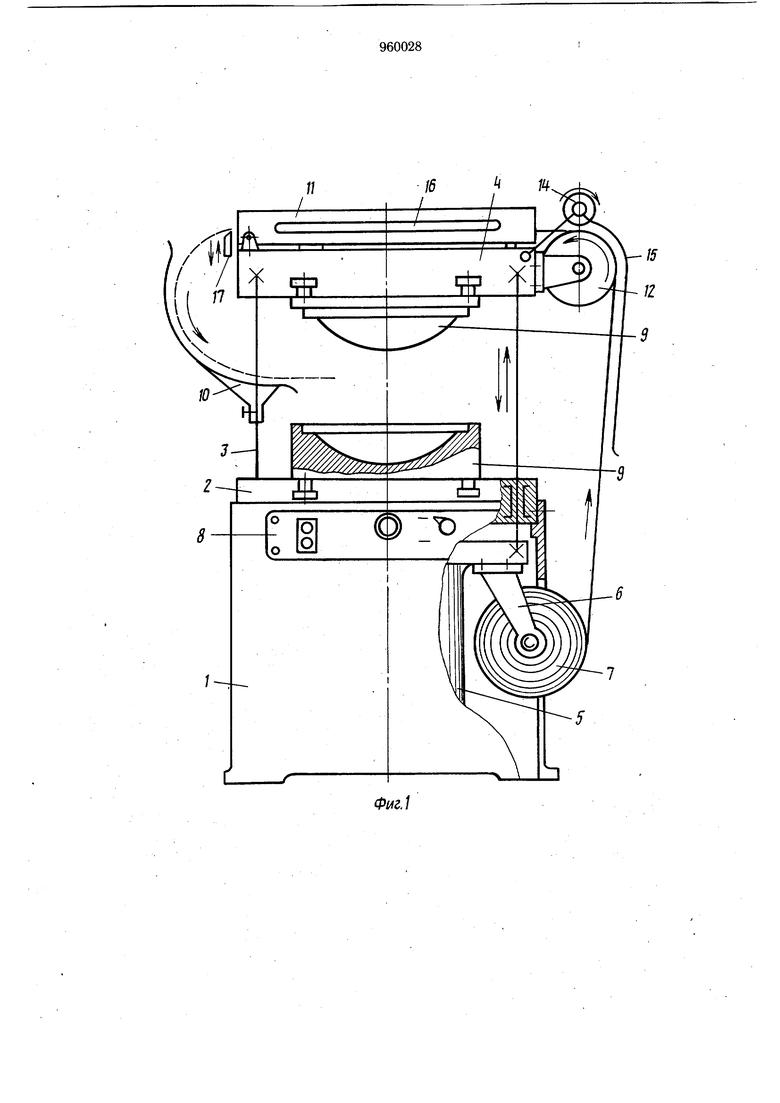
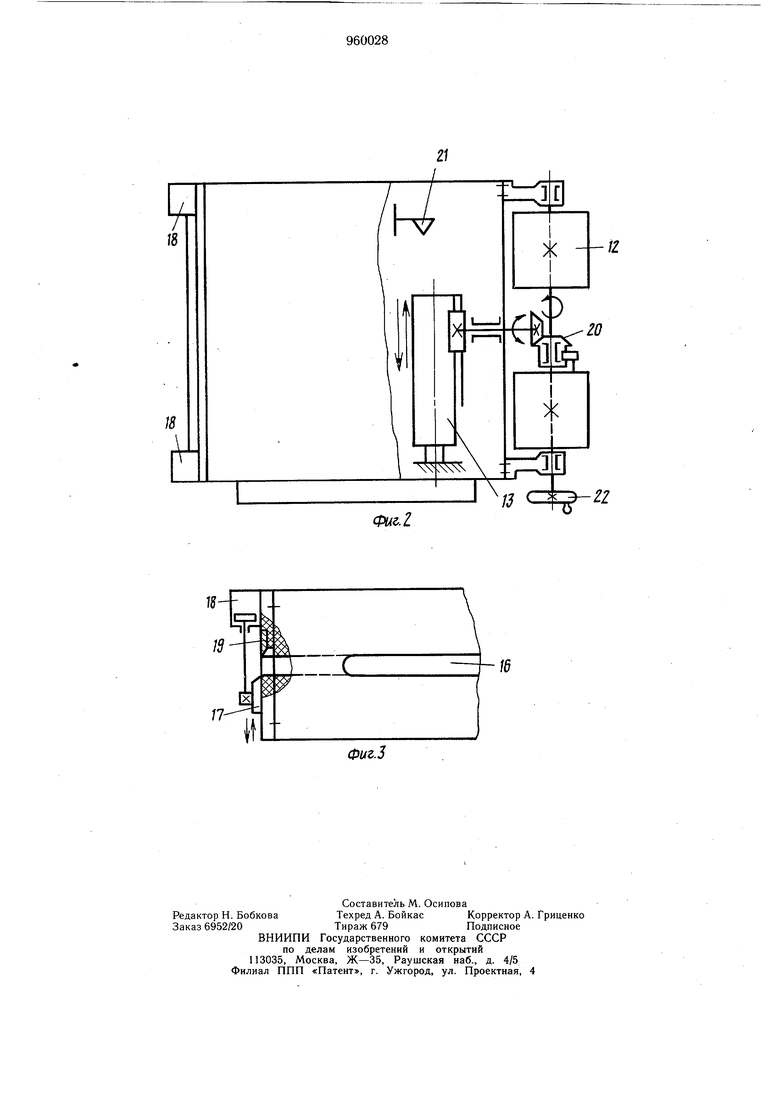
На фиг. 1 изображена установка (маховик и привод подвижного ножа не показаны), вид спереди; на фиг. 2 - то же (склиз, ролик и ограждение не показаны), вид сверху; на фиг. 3 - устройство отрезки
5 материала и камера нагрева.
Установка содержит пресс 1, состоящий из нижней плиты 2, колонок 3, являющихся тяговыми для верхней плиты 4, соединенной с корпусом цилиндров 5. На кронщтейне 6,
10 закрепленном на корпусе цилиндров 5, установлен рулонный материал 7. Пульт 8 управления содержит устройства управления установкой и терморегулированием. Формообразующая оснастка 9 крепится к плитам 2 и 4 пресса. Склиз 10 предназначен для направления листового материала 7 в зону формования. Камера 11 нагрева щарнирно закреплена на верхней плите пресса.
Устройство для щаговой подачи материала состоит из тянущих валков 12 и привода 13, расположенных также на верхней плите 4. Ролик 14 с ограждением 15 обеспечивает прижим материала 7 к тянущим валкам 12. Камера И нагрева имеет паз 16 для загрузки листового материала 7. Устройство отрезки материала 7 состоит из
нижнего подвижного ножа 17 с приводом 18 и неподвижного верхнего ножа 19. Шестерня 20 соединена с храповым механизмом для периодического поворота тянущих валков 12 в одну сторону. Упор 21 предназначен для регулировки шага подачи материала 7.
Установка работает следующим образом.
Рулонный материал 7 крепят на кронштейне 6, а конец его заправляют между тянущими валками 12 и роликом 14. Ограждение 15 через ролик 14 прижимает материал 7 к тянущим валкам 12. Маховиком 22 поворачивают тянущие валки 12, производя продвижение материала в камеру 11 нагрева. Паз 16 закрыт.
Включая привод 13, производим щаговую подачу материала тянущими валками 12. Упор 21 обеспечивает возврат привода в исходное положение, при этом тянущие валки 12 вращения не производят, так как щестерня 20 соединена с храповым механизмом. Происходит нагрев помещенного в камеру 11 материала 7. По истечении времени реле времени (не показано) дает сигнал на повторную подачу рулонного материала 7. Материал, продвигаясь, выталкивает нагретую часть на определенный щаг, ножи 17 и 19 отрезают лист, который падает по склизу 10 на формообразующую оснастку 9. Нажимая на две кнопки «Пуск (не показаны), верхняя плита 4 опускается на низком давлении. В конце хода включается высокое давление, производится обрубка и прижатие нагретого листа по контуру. Автоматически поднимается толкатель (при необходимости) и подается сжатый воздух на раздув изделия. После определенной выдержки производится опускание толкателя и охлаждение изделия. Поднимается верхняя плита 4, производится съем изделия
и технологического остатка. За это время в камере 11 нагрева нагрелась помещенная в нее часть материала 7. Нажимая на кнопку «Подача рулонного материала (не показано), тянущие валки 12 вторично продвигают материал на определенный щаг. Далее
производится отрезка, цикл повторяется.
При изготовлении изделий из рулонного
материала камера 11 нагрева постоянно
находится в горизонтальном положении.
При производстве изделий из отдельных листов материала устройство щаговой подачи и отрезки материала не работает. Загружается лист в паз 16 камеры нагрева, производится нагрев листа. По истечении времени производится подъем камеры нагрева под углом. Лист выпадает на склиз 10, далее на формообразующую оснастку 9 и происходит процесс, аналогичный описанному. .
Предлагаемая установка позволяет обеспечивать изготовление изделий как из рулонных, так и листовых материалов.
Формула изобретения
Установка для изготовления изделий из термопластичного листового материала по авт. св. JV 655556, отличающаяся тем, что, с целью расширения эксплуатационных возможностей, она снабжена устройствами щаговой подачи и отрезки материала, расположенными на верхней плите пресса, а камера нагрева выполнена с пазом для загрузки материала.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 655556, кл. В 29 С 17/00, 1977.(прототип). п.
)
11
Фиг.г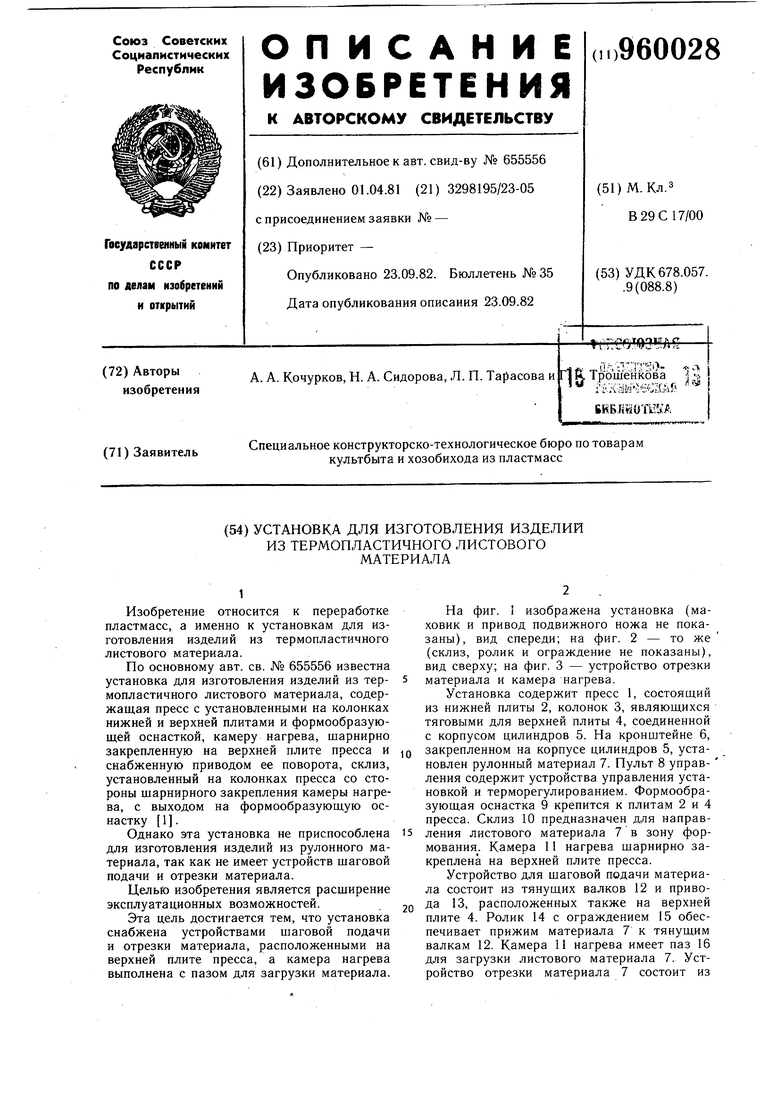
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления изделий из термопластичного листового материала | 1977 |
|
SU655556A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ЭКСТРУЗИИ | 1999 |
|
RU2138395C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ МЕТОДОМ ЭКСТРУЗИИ | 2003 |
|
RU2233742C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2202387C2 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| РАЗБОРНАЯ ФОРМА | 2017 |
|
RU2655701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ КОМПОЗИТОВ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2008 |
|
RU2371315C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |