1
Изобретение относится к области обработки металлов давлением и используется при производстве изделиJ преимущественно труб и профилей из алюМиниевых сплавов, методом скоростного холодного прессования.
Широко известны технологические смазки для холодного прессования алюминиевых сплавов, содержащее в качестве основы животные и растительные жиры, алифатические спирты и кислоты, их эфиры и соли, позволяющие реализовать технологический процесс прессования и обеспечивающие приемлемую чистоту поверхностей изделий .
Известна смазка для холодной обработки металлов давлением, состоящая из. 85-87, 5% полиэтиленгликоля или его смеси с полипропиленгликолем, 5-10% талька и 2,5-10% противозадирной хлорсодёржащей присадки 2, смазка на основе водного раствора соли щелочного металла жирной кислоты с добавкой окиси или гидроокиси кальция и полиэтиленгликьля 3,
Из описанных в. литературе технологических смазок, используемых для холодного прессования алюминиевых сплавов, по составу ингредиентов наиболее близкой к заявленной является смазка, состоящая из синтетических жирных спиртов фракции 3-5% смеси сложных эфиров С4.
Однако применение указанной смазки не позйоляет получать изделия с высоким качеством поверхностей при высоких удельных давлениях (100-200 кГс/мм) ,, имеющих место при скоростном холодном прессовании длинномерных труб и профилей.
.Кроме того, эта смазкажидкотекуча, вследствие чего образует потери, загрязняет территорию, оборудование и инструмент, что снижает культуру производства .i
Целью изобретения является создайие такой смазки, которая обеспечивала бы получение более высокого качества поверхностей изделий и улучшение условий труда по.сравнению с известными технологическими смазками.
Для достижения поставленной цели смазка на основе синтетических жирных спиртов фракции С., -С дополнительно содержит пЬлизтиленгликоль с молекулярным вес(эм 4000-6000 в количестве 15-25 вес.%.
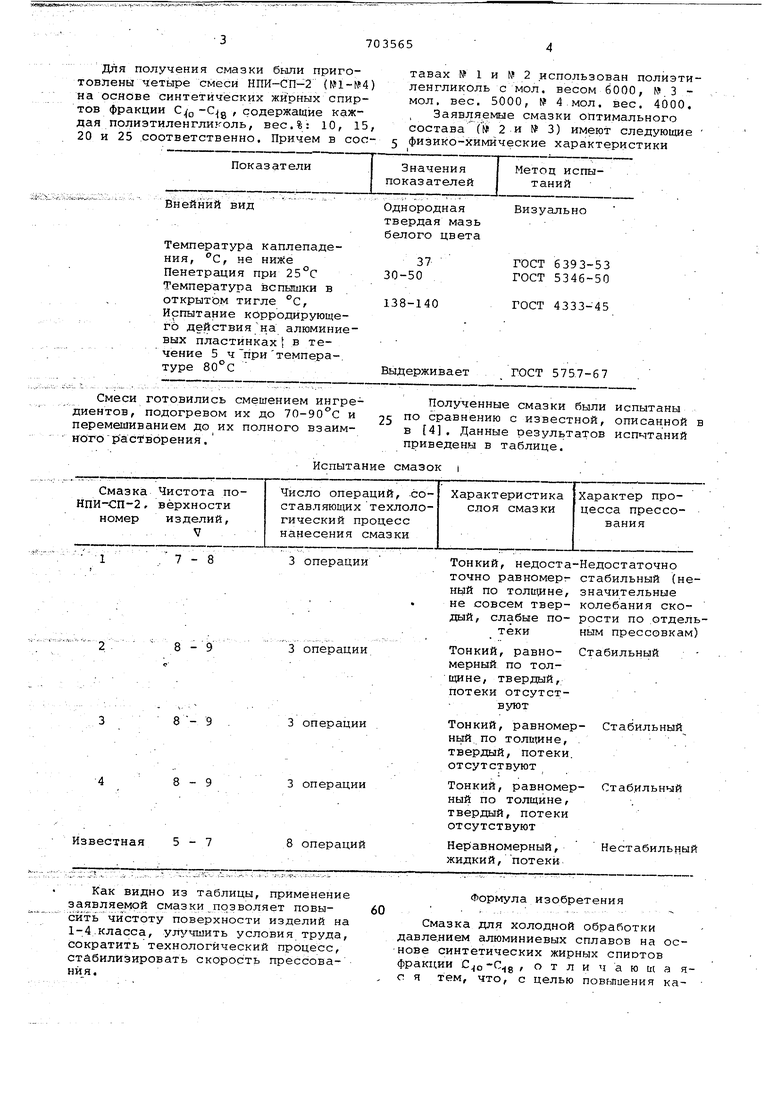
Для получения смазки были приготовлены четыре смеси (№1-№4) на основе синтетических жирных спиртов фракции , содержащие каждая полиэтиленгликоль, вес.%: 10, 15, 20 и 25 соответственно. Причем в составах № 1 и N 2 использован полиэтиленгликоль с мол, весом 6000, № 3 мол. вес. 5000, № 4 мол. вес. 4000.
Заявляемые смазки оптимального состава (№ 2 и № 3) имеют следующие физико-химические характеристики
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОДОРАСТВОРИМАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2005 |
|
RU2281971C1 |
| Технологическая смазка для холодной обработки металлов давлением | 1983 |
|
SU1142502A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU771149A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Смазка для холодной штамповки алюминия и его сплавов | 1977 |
|
SU675067A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1977 |
|
SU711100A1 |
| Смазка для холодной прокатки металлов | 1987 |
|
SU1513019A1 |
| Смазка для холодной штамповки металла | 1978 |
|
SU721469A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU765345A1 |
Внейнйй вид
Температура каплепадения, С, не ниже Пенетрация при 25°С Температура вспышки в открытом тигле °С, Испытание корродирующего действияна алюминиевых пластинках в течение 5 ч притемпера-,
80°С туре
Смеси готовились смешением ингредиентов, подогревом их до 70-90с и перемешиванием до их полного взаимного растворения.
Испытание смазок i
Число операций, .соСмазка Чистота поставляющих техлолоПИ-С;П-2 , вёрхности гический процесс номер изделий,
. . V нанесения смазки
3 операции
7 3 операции
8-9
8 - 9
3 операции
3 операции
8-9
8 операций
5-7
Известная
Как видно из таблицы, применение заявляемой смазки позволяет повысить чистоту поверхности изделий на 1-4.класса, улучшить условия труда. Сократитьтехнологический процесс, стабилизировать скорость прессования.
Визуально
ГОСТ 6393-53 ГОСТ 5346-50
ГОСТ 4333-45
ГОСТ 5757-67
Выдерживает
Полученные смазки были испытаны 25 по сравнению с известной, описанной в в 4. Данные результатов испытаний приведены в таблице.
Характер процесса прессования
Тонкий, недоста-Недостаточно точно равномерг стабильный (неный по толщине, значительные не совсем твер- колебания скодый, слабые по- рости по отдельтеки ным прессовкам)
Тонкий, равно- Стабильный мерный по толщине, твердый, потеки отсутствуют
Тонкий, равномер- Стабильный ный по толщине, твердый, потеки, отсутствуют
Тонкий, равномер- Стабильный ный по толщине, твердый, потеки отсутствуют
Нестабильный
Неравномерный, жидкий, потеки
Формула изобретения
Смазка для холодной обработки давлением алюминиевых сплавов на основе синтетических жирных спиотов фракции о т л и ч а ю m а яс я тем, что, с целью повмоения ка.честна обрабатываемой .поверхности, смазка дополнительно содержит полиэтилен гликоль с молекулярным весом 4000-6000 в количестве 15-25 вес.%.
Источники информации, принятые во внимание при экспертизе 1. А.П. Грудев, В.Т. Тилйк, Технологические смазки в прокатном производстве, .М., Металлургия, 1975, с. 179-259.
