(54) ПЕЧЬ ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОЁРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1831886A3 |
| СПОСОБ ГАЗОВОЙ ЦЕМЕНТАЦИИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2017860C1 |
| СПОСОБ ГАЗОВОЙ ЦЕМЕНТАЦИИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007495C1 |
| Способ газовой цементации стальных изделий в проходных печах | 1982 |
|
SU1062307A1 |
| Способ газовой цементации стальных изделий | 1987 |
|
SU1520140A1 |
| Проходная печь для химико-термической обработки изделий | 1985 |
|
SU1321757A1 |
| СПОСОБ ЭКОЛОГИЧЕСКИ ЧИСТОГО ПРОЦЕССА ЦЕМЕНТАЦИИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2034092C1 |
| АГРЕГАТ ЭКОЛОГИЧЕСКИ ЧИСТОГО ПРОЦЕССА ЦЕМЕНТАЦИИ | 1993 |
|
RU2042902C1 |
| Способ цементации стальных изделий | 1980 |
|
SU1014985A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ЭКОЛОГИЧЕСКИ ЧИСТОГО ПРОЦЕССА ЦЕМЕНТАЦИИ | 1993 |
|
RU2038413C1 |
1 ; Изобретение относится к области химико-термической обработки/ а именно к печам непрерывного действия с зонами, разделенными по составу насыщающей атмосферы; оно может быть использовано при осуществлении проЦёсса газовой цементации и нитроцементации металлов. Изв.естна печь для непрерывной газо вой цементации, содержащая зоны нагрева, диффузионного насыщения и диффузионной выдержки, каждая из которых имеет газовводы контролируемой атмосферы, причем зоны нагрева и диффузион ной выдержки снабжены устройствами для выпуска обработавшей контролируемой атмосферы 1. Недостатками известной печи являются повышенный расход контролируемой атмосферы (по сравнениго с известными печами непрерывного действия с зонвми, разделенными по составу контролируемой атмосферы) и отсутстйие возможности точного и стабильного регули рования углеродного потенциала контролируемой атмосферы в зоне диффузио ной выдержки вследствие того, что в эту зону поступает атмосфера с высоким углеродным потенциалом из зоны диффузионного насыщения, что ухудшает качество обработки. Известна также печь для химикотермической обработки, содержащая камеру с газовводами и газозаборными элементагаи, последовательно соединенные через холодильник газодувку иустройство для активации контролируемой атмосферы 2. В этоф печи в каждый момент времени во всем объеме пoддepжи iaтecя одна температура и одинаковый состав контролируемой атмосферы. Недостатками известной печи являются повышенный расход контролируемой атмосферы и отсутствие возможное тй и стабильного регулирования углеродного потенциала контролируемой атмосферы. Цель изобретения - улучшение качества обработки и сокращение расхода, контролируемой атмосферы, Цель достигается размещением газовводов по периметру поперечного сечения камеры между зонами нагрева и диффузионногонасыщения, а газозаборных элементов - между зонами диффузионного насыщения и диффузионной выдержки .
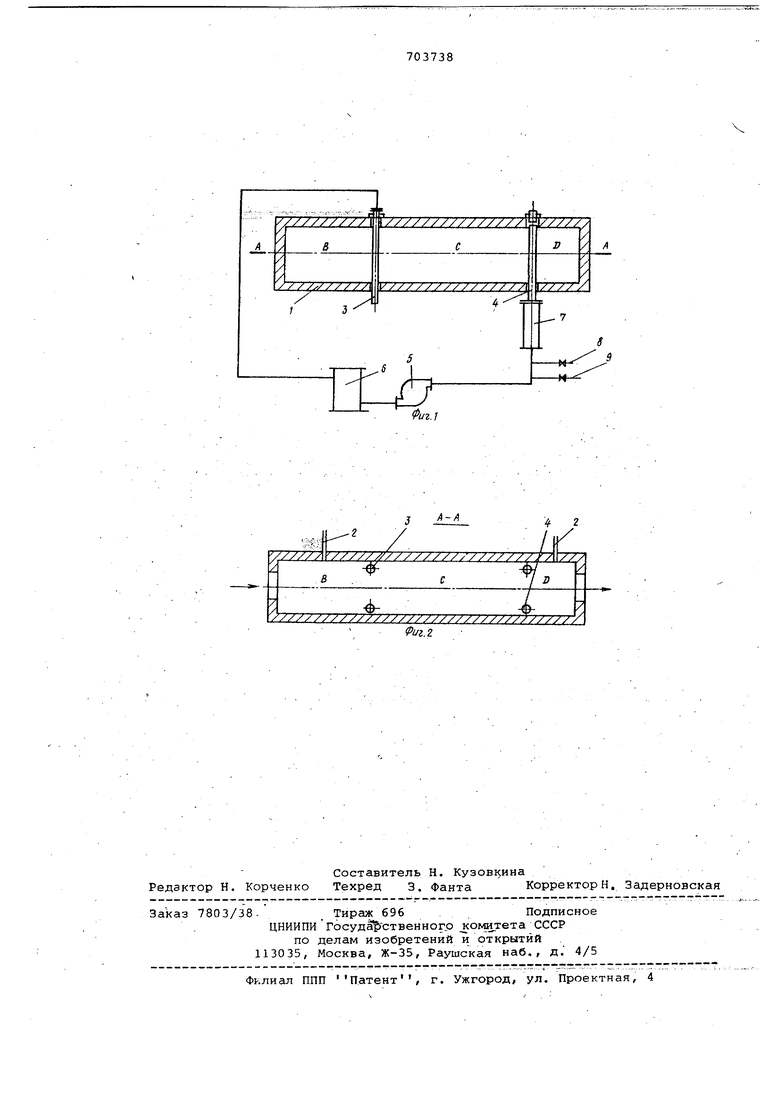
На фиг. 1 схематично изображена предлагаемая печь; на фиг. 2 - то же, разрез по А-А на фиг. 1. .
Футерованная камера 1 печи содержит зону В нагрева, зону С диффузионного, насыщения и зону D диффузионной выдержки. Зона В нагрева и зона D диффузионной выдержки снабжены газо. Ьодами 2 контролируемой атмосферы. Между зоной В нагрева и зоной С диффУ зионного насыщения установлены дополнительные, газовводы 3 контролируемой атмоферы, а между зоной С диффузионHoto насыщения и зоной D диффузионной йыдёржки - газозаборные элементы 4. Дополнительные газовводы ,3 контролируемой атмосферы и газозаборные элементы 4 сообщены между собой через последовательно соединенные ротационную газодувку 5 и устройство б для активации контролируемой атмосферы, выполненное в виде колонки, заполненной силикагелем. Между ротгщионной газодувкрй 5 и газозаборным элементом 4 расположен холодильник 7, а между холодильником 7 и ротационной газодувкой 5 вмонтированы патрубки 8 и 9 для подсоединения их соответственно к источникам контролируемой атмосферы и углеводородного газа.Дополнительные газовводы 3 контролир емой атмосферы и газозаборные элементы 4 выполнены в виде перфорированных труб.
В зону В нагрева и зону D диффу- . зионной выдержки подают, контролируемую атмосферу с углеродным потенциалом, который соответствует оптимальному содержанию углерода на поверхности обрабатываемых изделий при температуре подстуживания, достигаемой в зоне D диффузионной выдержки. Необ ходимое снижение уровня углеродного потенциала контролируемой атмосферы, koTCipoe обычно выполняется в целях уменьшения сгикеббразования на холодных изделиях, происходит за счет того, что вместе с изделиями в зону В нагрева вносится адсорбированный на их поверхности кислород. Отработавшую контролируемую атмосферу с помЬщйю ротационной газодувки5 забирают в конце зоны С диффузионного касьощенйя через газозаборные элементы 4, охлаждают в холодильнике 7 и направляют 33 устр ойство 6 для активации, за счет чего повышается углеродный потенциал контролируемой атмосферы. Активированную контролируемую атмосферу череЪ дополнительные газовводы 3 контролируемой атмосферы подают в начале зоны С диффузионного насыщения. В результате в зоне диффузионного насыщения создается замкнутый контур продольной циркуляции контролируемой атмосферы. При необходимости, например, с целью создания положительного давления на всасе ротационной газодувки 5, через патрубок 8 или Патрубок 9 подают
Q соотв15тственно либо контролируемую атмосферу, либо углеводородный газ. Создание замкнутого контура продольной циркуляции контролируемой атмосферы с забором ее. в конце зоны С диффузионного насыщения и подачей в начале этой зоны диффузионного насыщения позволяет:
исключить попадание атмосферы зоны В нагревЪ в атмосферу зонь С диффузи.онного насыщения и атмосферу зоны, с диффузионного насыщения в ат-. мосферу зоны D диффузионной выдержки, причем исключение попадания атмосферы зоны В нагрева в атмосферу зоны С диффузионного насыщения снижает сажеобразование в печи, а за
счет этого улучшает качество обработки и увеличивает долговечность печи; снизить расход контролируемой атмОсферы
0 исключить или свести до минимума добавки углеводородного газа.
Формула изобретения
Печь для химико-тер1 1ической обработки, содержащая камеру с газовводами и газозаборными элементами, последовательно соединенные через холодильник газодувку и устройство для -активации контролируемой атмосферы, отличающаяся тем, что, с целью улучшения качества обработки, сокращения расхода конТро- , лируемой атмосферы, газозводы размещены по периметру поперечного сечения камеры между зонами нагрева и диффузионного насыщения, а газозаборные элементы - между зонами диффузионного насыщения и диффузионной
выдержки.
Источники информации, принятые вО внимание при экспертизе
2, Патент Великобритании № 1293053, кл. с 7 и, 1972.
/7//////7//////
Фиг.1
А-А
Фиг.г
