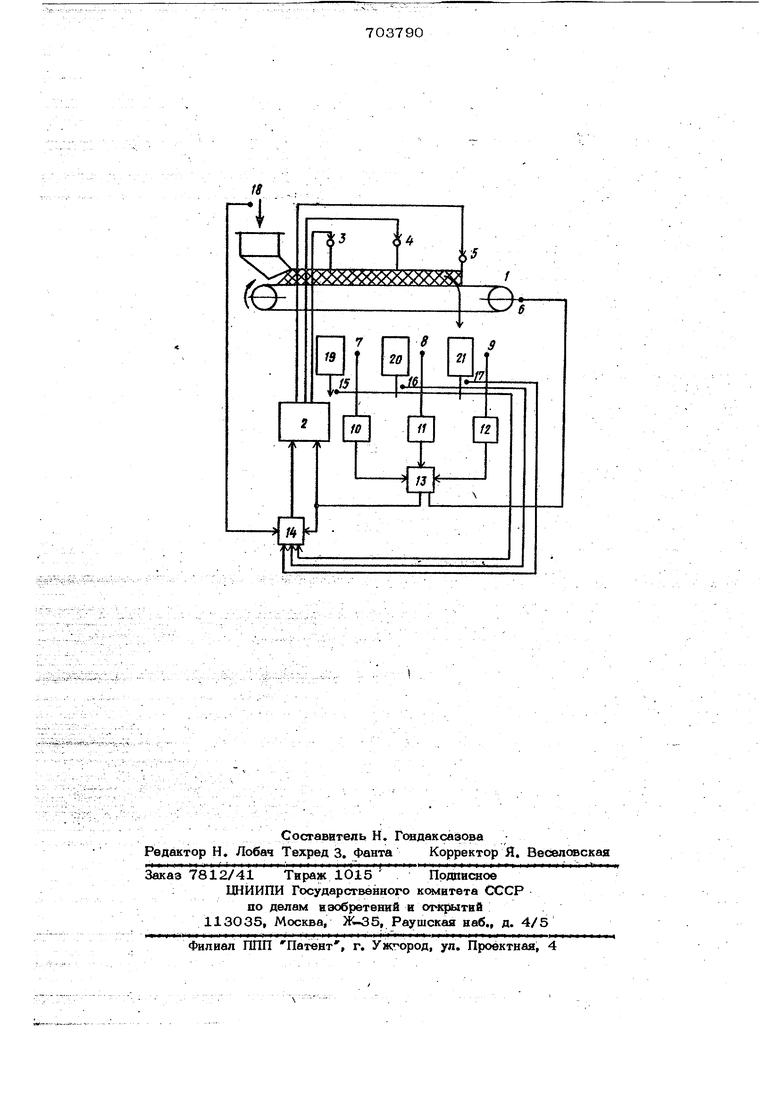
Изобретение относится к способам распределения материальных потоков и может быть использовано, например для уп равления загрузкой аппаратов предсоэре- вания щелочной целлюлозы в процессе получения вискозного раствс а. Известен способ распределения материального потока между аппаратами, загружаемь1ми с одного транспортера l. Ближайшим по технической сущности к предложенному 5юляется способ дозирования материала для аппаратов, загружаемы с одного транспортера, путем периодического включения исполнительных механизмов на время загрузки каждого аПйарата -И/ в указанном саюсобе период включения исполнительных механизмов и продолжительность загрузки каждого аппарата принимают постоянными. Это приводит к тому, что при переменной производительности загружаемых аппаратов запасы материала в каждом из них начнут изменять ся на величину, большую допустимого значения.Целью изобретения является повышение стабильности работы аппаратов при переменной их производительности. Поставленная цель достигается тем, что в предложенном способе измеряют время хода транспортера от первого до последнего аппарата, для каждого аппарата измеряют промрмсутсж временя, в te4eние которого количество материала в нам изменяется на заданную величину, определяют значение минимального из измеренных промежутков времени, устанавливают период включения исполнительных еханизмов не меньшим времени хода транспортера от первого до последнего аппарата и не большим значения минималыюго прсж1ежутка времени, в в течение которого количество материала в аппарате изменяется на заданную величину, и регулируют время периода загрузки каждого аппарата пропордионально пеиоду включения исполнительных мехаяизмов и величине отношения производитепьноети соответствующего аппарата к расходу материала, подаваемого на Гранспортер. . npHMiep устройства для выполнения one раций предложенного способа приведен на чертеже. Устройство содержит транспортер 1, программный блок 2, исполнительные механизмы 3-5, датчик 6 времени хода транспортера, датчики 7-9 изменения запаса материала в аппаратах, вычислитель ные блоки 10-14, датчики 15-17 произббдительностр аппаратов, датчик 18 рас хода материала,. подаваемого на транспор тер 1, аппараты 19-21. Поток материала через бувкёр-пртатель поступает на распределительный тра спортер 1. С помощью программного блока 2 поочередно включаются (опускаются) исполнительные механизмы 3-5 (например, плужковые сбрасыватели) и выдерживаются в опущенном состоянии в те чение времени tT-j ( J 1, 2, З), обеспечивая поочередную загрузку аппаратов : , 19-21. После загрузки аппарата 21 пикл повторяется с периодом Т. В цикле за время T-j в каждом из аппаратов создается переменная часть за паса материала : ANW(,;. которая затем за время Т-Т j уменьшается и становится равной нулю к началу нового цикла ( вес материала на ощю погонном метре ленты транспортера 1, V- скорость транспортера 1, 0л -производительность -J -го аппарата}. Отсюда получаем ,соотношения: г (g-v-Q,(T-,jV-o; G. При с учетсмм (1) (- : Q-jd-Gj/e vr В правой части равенства (2) выражение имеет физический смысл промежутка времеш, в течение которого запас загружаемого материала изменяется в j -ом eat арате на заданную величину JVJx. . Обо-, значим этот промежуток времени череалЬ г Как уже указывалось, перемершую часть запаса AWj целесообразно ограничить требованием: Кроме того, (g-v-Gj)|f (4) получаем Д ) С учетом (5) можно записать ... . Если значение измерить для каждого из j аппаратов, то получится, например при j 1, 2, 3 ряд соЬтношение (6) будет удовлетворяться яля всех аппаратов при .t2.1С изменением производительности Q аппаратов может оказаться, что . b:i.2 l b :i-oraa, чтобы выполнялось соотношение (6), следует выбрать период включения исполнительных механида ов 3-5, исходя из условия: общем виде условие выбора периода включения исполнительных механизмов 35, обеспечивающее сохранение материального баланса всех аппаратов 19-21, можно записать как - zm-iM. (7) Выражение (7) не учитывает особенности загрузки ряда аппаратов с одного транспортера. Из уравнения материального баланса транспортера загрузки следует, что VV-2 n - -- V « где Т - время однократной загрузки аппаратов, Н - число загружаемых аппаратов, tl J, - расстояние между аппара тами И-1и И- Уравнение (8) показывает, что время однократной загрузки аппаратов ррвно сумме промежутков времени, в течение которых плужки опущены, т.е. происходит загрузка аппаратов, и в течение которых материал транспортируется от предыдущего к последующему аппарату. При переходе от загрузки последнего аппарата к первому, т.е. в (1с f 1))м цикле загрузки, на транспортере 1 остается материал, который должен быть загружен в аппараты в продолжающемся к-ом цикле. Длй организации пиклической загрузки, а не одноразовой необходимо, чтобы. (9) . Иначе материала, оставшегося на транспортере 1, не хватит для загрузки аппаратов в 1 -ом цикле. Левую часть неравенства (9) можно записать как Правую часть неравенства (9), определяющую время хода транспортера 1 от перв го до последнего загружаемого аппарата, обозначим utg . Тогда выражение (9) примет вид . И.З (7) и (10) следует, что . Таким образом, чтобы ограничить ко, лебания запасов ма- риала в загружаемых аппаратaxi с помощью датчика 6 изгмеряют время Л хода транспортера от аппарата 19 до аппарата 21. С помощъю датчиков (уровнемеров) 7-9 и вычислительиых блоков 10-12 для каждого из J аппаратов измеряют промежуток времени, в течение которого запас загружаемого материала изменяется от ,j4 ,до нуля. В вычислительном блоке 13 определяют значение Ai; 2 m-i и - ми ним ал ь ного из измеренных промежутков времени. Период 7iвключения исполнительных механизмов устанавливают с помсяцьйо програм много блока 2 и вычислительного блока 13 в пределах At2niiti 1 время f j загрузки каждого аппарата изменяют с помощью вычислительного блока. 14 в зависимости от установленного периода включения исполнительных ме ханизмов (например, Т ) пропорционально величине отношения производительности G-J аппарата к расходу Q материала, подаваемого на распределение между аппаратами. При этом блок 14 реализует следующий алгоритм:; G 1 .4.5 7 (10) (11) 90 этом Qj измеряется датчиками а Q - датчиком 18. Таким образом, шлполнение операций предложетюго способа обеспечивает уменьшение колебаний запасовматериала в каждом аппарате при переменной производительности аппаратов. Реализация описанного способа позволяет стабилизировать объем реакционной массы в каждом аппара- те и добиться идентичности условий обработки материала, например обогрева его , в каждом аппарате. Формула изобретения Способ дозирования материала для аппаратов, загружаемых с одного транспортера, путем периодического включения исполнительных механизмов на время загрузки каждого аппарата, отличающ и и с я тем, что, с целью повышения стабильности работы аппаратов пр еременной их прои жодительности, измеряют время хода транспортера от первого до последнего аппарата, для каждого аппараьта измеряют промежуток времени, в тече- ние которого количество материала в нем изменяется на заданную величину, определяют значение минимального из измеренных промежутков времени, устанавливают период включения исполнительных механизмов не меньшим времени хода транс- портера от первого до последнего аппарата и не большим значения минимального промежутка времени, в течение которого количество материала в аппарате изменяется на заданную величину, и регулируют время периода загрузки каждого аппарата пропорционально периоду включения исполнительных материалов и величине отношения производительности соответствующего аппарата к расходу .материала, подаваемого на транспортер. Источники информации, : принятые во внимание при экспертизе 1.Минскер И. Н. Оперативное управление химико-технологическими комплексами. М., Химия/ 1972, с. 180-195. 2.Суханов А. Л. и др. Система автоматического управления температурновременным режимом предосозревания щелочной целлюлозы. Химические волокна , 1971, N 2, с. 49 (прототип).
3 0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования материалаВ АппАРАТы | 1979 |
|
SU849150A1 |
| Устройство для дозирования материала в аппараты, загружаемые с одного транспортера | 1975 |
|
SU767713A1 |
| Система автоматического управления процессом мокрого измельчения в замкнутом цикле | 1983 |
|
SU1147432A1 |
| Устройство для управления загрузкой сыпучих материалов в бункеры | 1980 |
|
SU962872A1 |
| Устройство для автоматического расп-РЕдЕлЕНия СыпучиХ МАТЕРиАлОВ пОАппАРАТАМ | 1977 |
|
SU831690A1 |
| ВПТБ | 1973 |
|
SU394786A1 |
| Система автоматического управления качеством сыпучих материалов в потоке | 1982 |
|
SU1049095A1 |
| Способ автоматического управления работой измельчительного агрегата замкнутого цикла и система для его осуществления | 1986 |
|
SU1411030A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ ПЕРЕРАБОТКИ ПОРОХОВОЙ МАССЫ БАЛЛИСТИТНОГО ТИПА | 2004 |
|
RU2273626C2 |
| СПОСОБ И УСТРОЙСТВО ЭНЕРГОСБЕРЕГАЮЩЕГО ОБЕЗЗАРАЖИВАНИЯ КОРМОВ И ПРОДУКТОВ ЖИВОТНОВОДСТВА И ПТИЦЕВОДСТВА | 2012 |
|
RU2521712C2 |