(54) СПОСОБ ПРОКАТКИ СОРТОВОЙ СТАЛИ
оянства секундных объемов с учетом кинематического рассогласования, обесечивающего заданное натяжение метала в межклетевом промежутке.
По мере износа, валков нерегулируемых по раствору клетей уменьшают иаметр поступающего в них подката увеличением обжатия регулируемой клети и .одновременно уменьшает рассогласование скоростей смежных нереТулируем лх по раствору :кЛетёй, что уменьшает натяжение между этими кле-. 1:ями, исключает пробуксовку их валкЪв.
Сущность изобретения .объясним на примере работы калибрующих блоков трехвалковых клетей с нерегулируе-: мым положением вашков совместно с . клетями дуо при прокатке круглой, стали диаметром 40 мм на стане 350-1 Макеевского мет ллургическогб эавода. , . .;.-., , . -..,.-После пpoкafки, например, 100 т металла износ калибра составляет 0,023 мм, в результате чего изменяй-гСя параметры процесса (обжатие, вытяжка, опережение,I натяжение), а диаметр готового профиля составляет 39,75 мм.
После прокатки 500 т металла износ калибра составляет 0,112 мм, а при неизменном диаметре подКата, поступающего из клети с регулируемым прложением валков, удельное натя: вниб возрастает до 0,67 кгс/мм и диаметрготового профиля имеет размеры 39,86 - 39,90 мм.
Для стабилизации размера готового проката по предлагаемому способу измёййют размер подката, поступающего из клети с регулируемым положением валков и соотношение оборотов Нерегулируемых клетей.
Корректировку размеров подката и скоростного режима производят периодически после проката 100-150 т металла. Так, после прокатки 100 т металла по предложенной зависимости определяют необходимую величину обжатия в нерегулируемых клетях (ЛЬ 0,94 мм). С помощью регулируемых ; клетей доводят диаметр подката до 41,38 мм. Соотношение оборотов валков нерегулируемых клетей устанавливают равным 1,065 - 1,067. Диаметр готового профиля составляет 39,7 мм.
Изменение обжатия при неизменном соотношении оборотов (1,U74 - 1,076) вызывает рост удельного натяжения до величины 0,8 - 0,9 кгс/мм.
После проката 500 т металла расчетрое обжатие составляет 0,46 мм. Доводят диаметр подката до 41 мм и при этом уменьшают соотношение оборотов до 1,040 - 1,042. Диаметр готового профиля составляет 39,7 39,75. При неизменном соотношении оборотов (1,074 - 1,076) и обжатии 0,46 мм удельное натяжение возрастае до 1,55 - 1,60 кгс/мм, в результате, чего наступает пробуксовка валков нерегулируемых клетей,работающих с .задним натяжением.
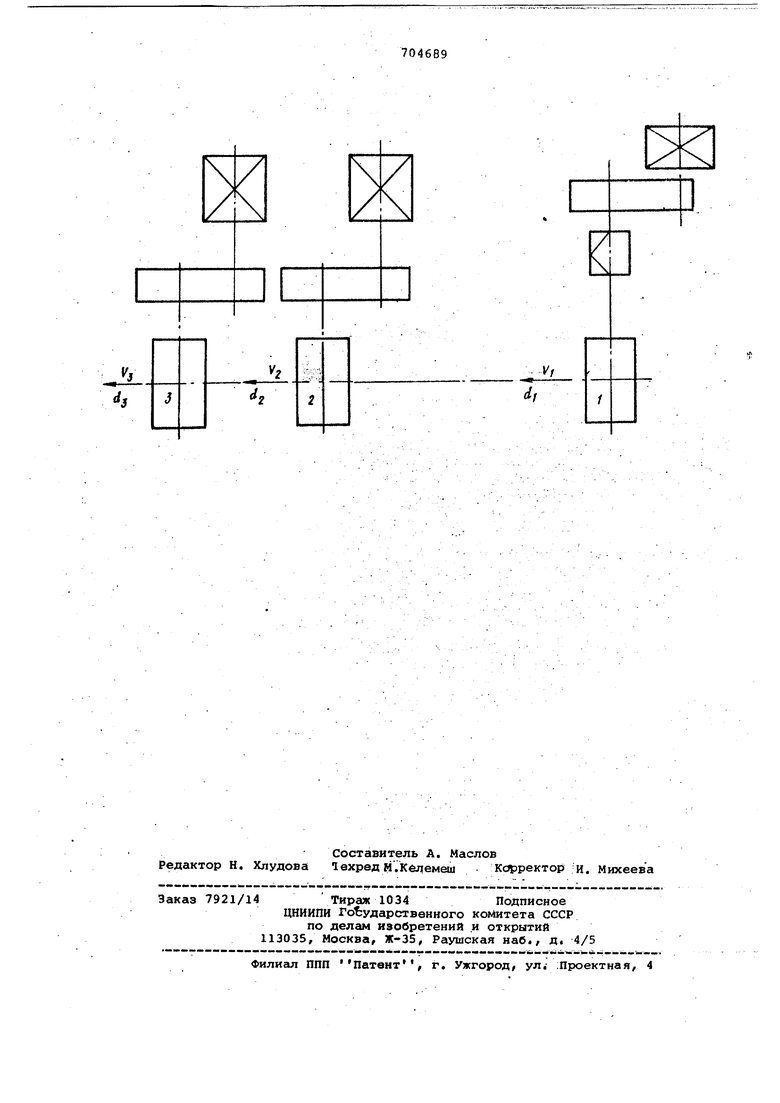
Одновременная и взаимосвязанная регулировка упругой деформации клети и окружной скорости валков предлагаемым способом обеспечивает стабилизацию размеров проката (круглого и шестигранного сечения), межклетевого натяжения, увеличивает срок эксплуатации клетей с нере гулируемым положениемвалков на 25-30%, а также позволяет сократить потери времени на замену клетей с нерегулируемым положением валков,
Формула изобретения
Способ прокатки сортовой стали, включающий последовательное обжатие в клети с регулируемым раствором валков и по меньшей мере в двух смежных клетях с нерегулируемым раствором валков, отличаю Щийс я тем, что, с целью продления срока эксплуатации валков в клетях с нерегулируемым раствором без ущерба для стабильности размеров сечения готового профиля, по мере износа калибров валков в клетях с нерегулируемым раствором увеличивают обжатие подката в клети с регулируемым раствором валков на величину, соответствующую этому износу, с одновременным уменьшением рассогласования скоростей валков между смежными He-i регулируемыми по раствору клетями.
Источники информации, принятые во внимание при экспертизе
1. Гладков Г.А. Производство горячекалиброванного проката. Киев, Техника, 1975, с, 176 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования ширины горячекатаных полос | 1990 |
|
SU1722636A1 |
| Способ настройки непрерывного стана | 1985 |
|
SU1313543A1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ РАБОЧИЕ ВАЛКИ | 2001 |
|
RU2210442C2 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ ОПОРНЫЕ ВАЛКИ | 2001 |
|
RU2210443C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ РУЛОННОЙ НАГАРТОВАННОЙ СТАЛИ ДЛЯ ОЦИНКОВАНИЯ | 2009 |
|
RU2402391C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2013 |
|
RU2534696C1 |