(54) СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЕКЦИОННЬМ ЭЛЕКТРОДОМ
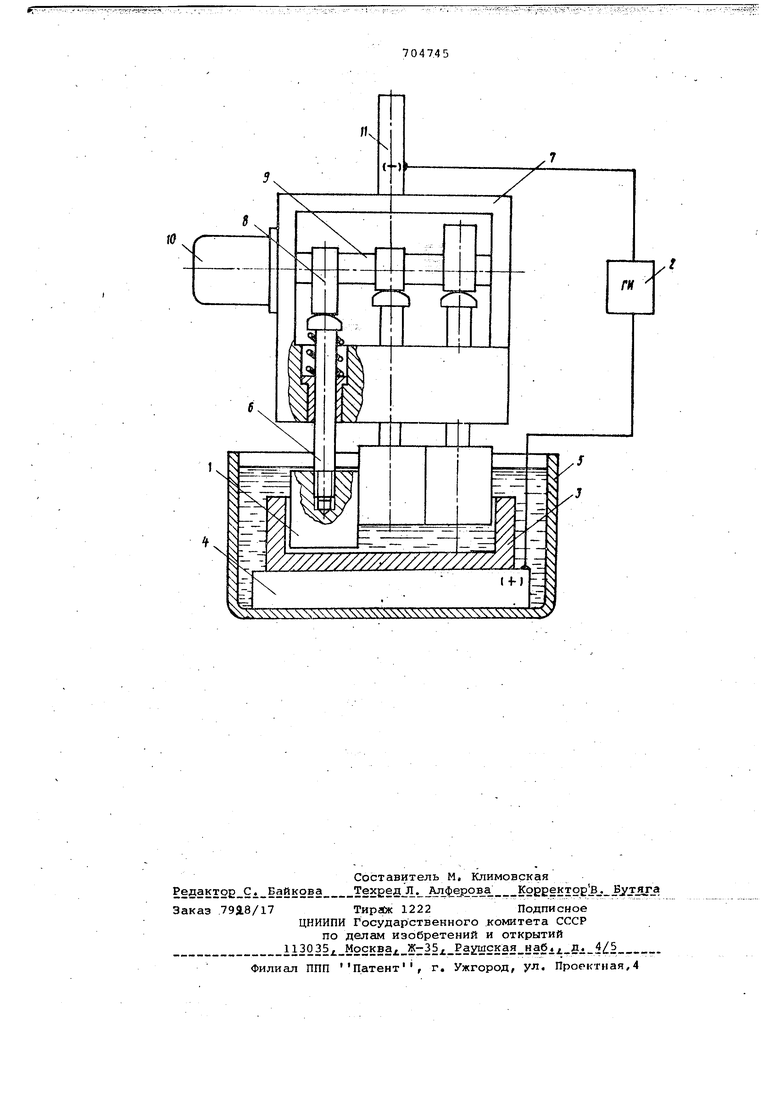
прикосновении между собой и соединенных с генератором электрических импульсов 2. Обрабатываемая деталь 3, расположенная на столе 4, размещается в ванне 5, заполненной рабочей средой.
Каждая секция 1 электрода-инструмента закреплена на подпружиненном штоке б, расположенном в скобе 7.
Последовательнь1е подвод и отвод секций электрода-инструмента относйтельно обрабатываемой поверхности осуществляют от кулачков 8. Кулачки закреплены в требуемой последовательности на распределительном валу 9. Очередность сближения и отвода секций определяется углом установки кулачков 8. Вращение распределительного вала осуществляется от двигателяЮ, постоянного тока, закрепленного в скобе 7, хвостовик 11 которой крепится в электродержателе станка.
Процесс электроэ о.зионной обработки происходит на каждую секцию следующим образом: на каждую секцию электрода-инструмента подают ток кратковременными импульсами. Одновременно с этим происходит сближение одной из секций 1 с обрабатываемой поверхностью до величины, соответствующей межэлектродному зазору. Это приводит к возникновению электрических импульсов между электродами, В то же время секции, находящиеся на расстоянии большим величины межэлектродного зазора в .данный моментвремени в работе не участвуют. Это позволяет качественно удаЛять продукты эрозии из зоны обработки.
Эффект эвакуации продуктов эрозии значительно усиливается при движении следующей секции к обрабатываемой поверхности с последующим отводом ранее заботающей. В этом случае активный
выброс продуктов эрозии происходит в результате насосного действия движущейся секции. В . последутп-.ем процессе эрозиОнная обработка происходит аналогичным образом.
Очередность Поступления в работу секций электрода-инструмента зависит от конфигурации обрабатываемой поверхности и других технологических показателей, а также от заданной программы действия кулачков на распределительном валу.
Проведенные испытания способа показали значительное улучшение условий эвакуации продуктов эрозии,что обеспечило высокую стабильность процесса, особенно на чистовых режимах.
Формула изобретения
Способ электроэрозионной обработки секционным электродом, на каждую секцию которого подают ток кратковременными импульсами, отличающийс я тем, что, с целью повьшения производительности за счет улучшения условий эвакуации продуктов эрозии из зоны обработки, в процессе обработки осуществляют последовательный подвод и отвод отдельных секций относительно обрабатываемой поверхности, а секции, не участвующие в данный момент в работе, располагают от обрабатываемой поверхности на расстоянии, большем величины межэлектродного зазора.,
Источники информации, принятые во внимание при экспертизе
1.Подураев В.Н., Камалов B.C. Физико-химические методы обработки,
М., 1973, с. 188, рис. 42.
2.Авторское свидетельство СССР :№ 381495, кл. В 23 Р 1/06,. 1971.:
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки | 1977 |
|
SU751555A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1996 |
|
RU2104833C1 |
| Способ экстремального регулирования процесса электроэрозионной обработки | 1984 |
|
SU1301594A1 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2015 |
|
RU2596567C1 |
| Устройство для автоматического управления электроэрозионным станком | 1979 |
|
SU849659A1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| Способ электроэрозионной обработки | 1977 |
|
SU856725A1 |