упруго поджат к поверхности кулачка, а сердечники электромагнитов расположены по концентрическим окружностям относительно оси вращения диска и на каждой окружности образуют замкнутый контур.
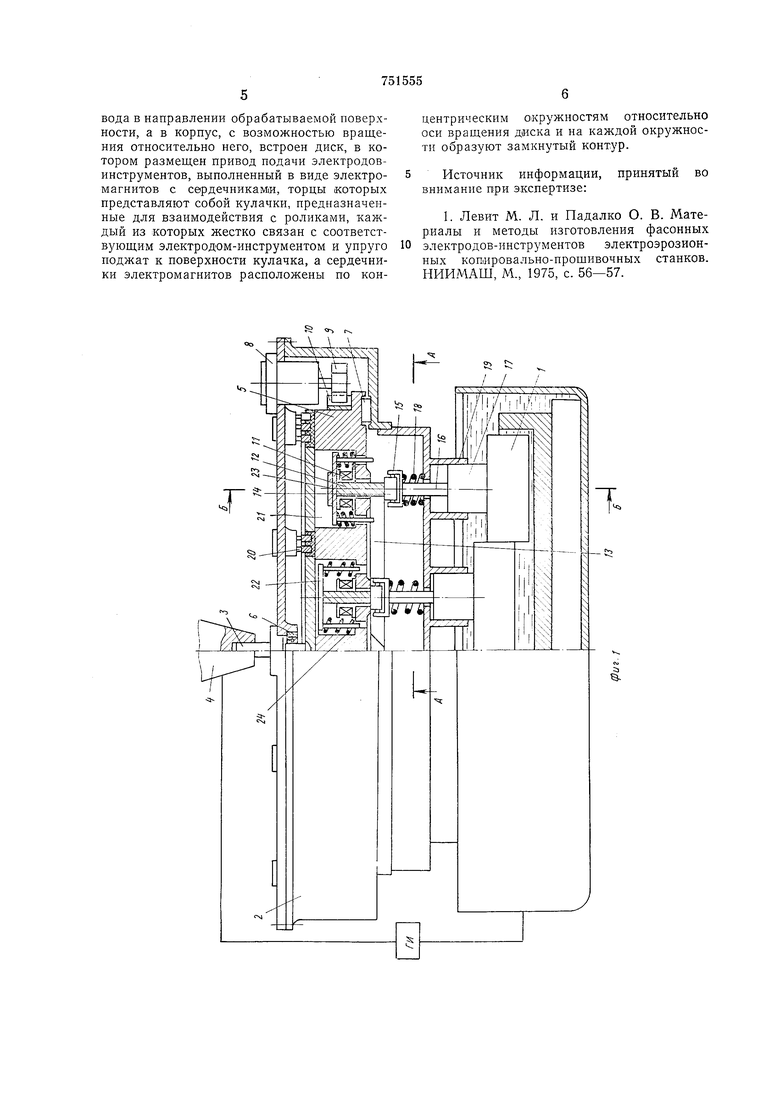
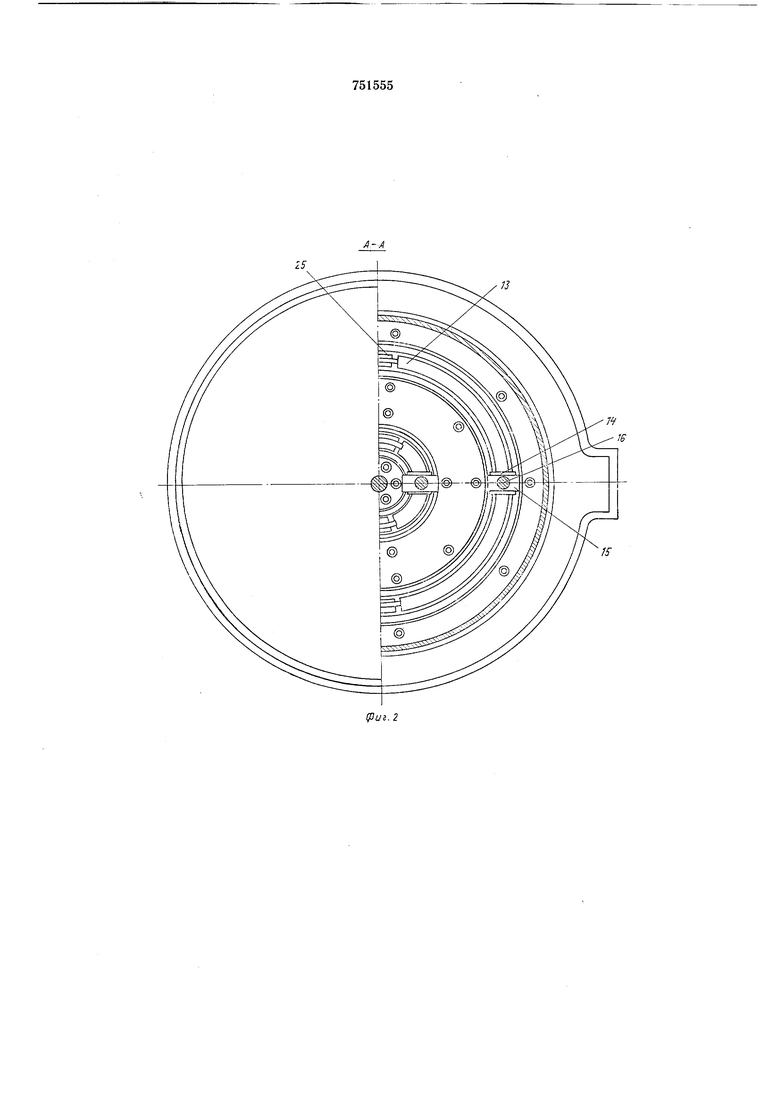
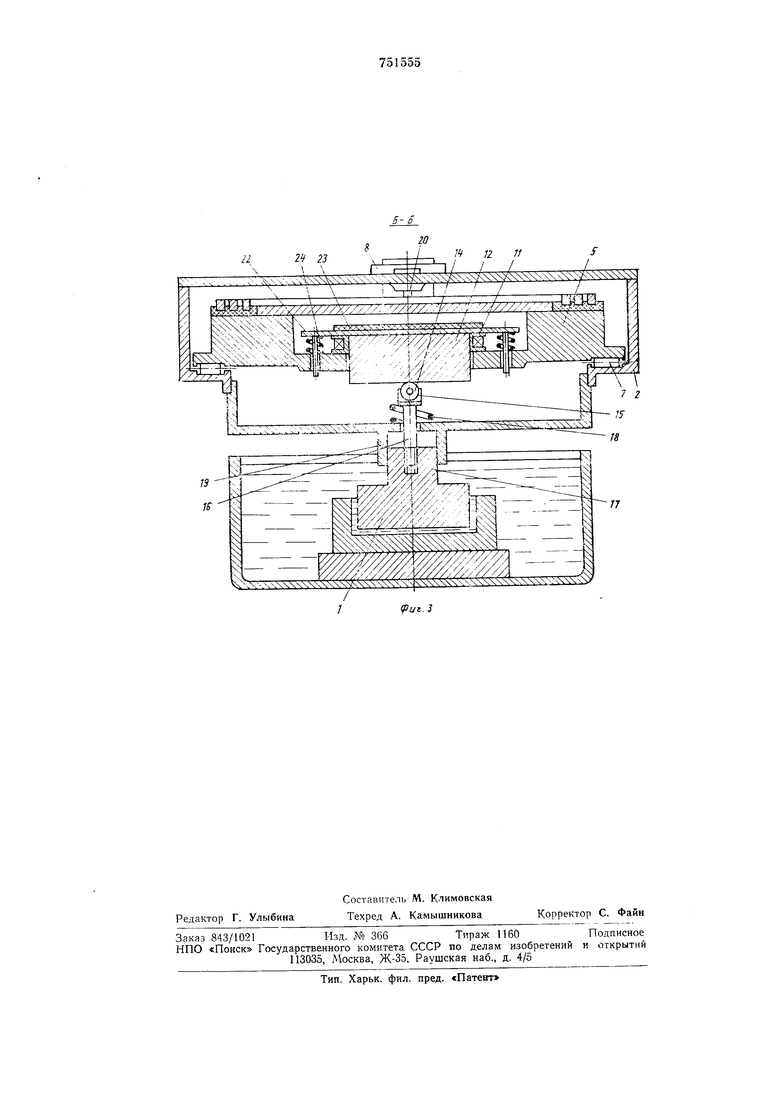
На фиг. 1 изображено устройство, обш,ий вид; на фиг. 2 и 3 - сечения по А-А и Б-Б на фиг. 1.
Секции 1 электрода-инструмента расположены в корпусе 2, на котором крепится хвостовик 3, установленный в электрододержателе 4. Электрододержатель 4 крепится Б шпинделе станка, который К1инематическя связан с приводом подачи. В корпусе установлен диск 5, расположенный в подшипниках 6, 7 с индивидуальным приводом вращения от электродвигателя 8, шестерня 9 которого находится в зац-епленни с зубчатым венцом 10. В диске 5 по концентрическим окружностям относительно оси расположены независимые механизмы подачи секций; выполненные в виде электромагнитов //, с подковообразными сердечниками 12, снабженными торцовыми жулачками 13. Каждый торцовой кулачок J3 с включенным электромагнитом // взаимодействует с каждой секцией элегктрода посредством подпружиненных роликов 14. Каждый ролик крепится в вилке 15 штока 16, другой конец которого расположен в хвостовике 17 секции /. Шток содержит упругий элемент 18. Каждая секция посредством хвостовика 17 расположена в направляющей 19. Сердечники 12 равноудаленных от оси вращения электромагнитов // образуют замкнутый контур. Между корпусом 2 и диском 5 установлены скользящие электрические .контакты 20, с помощью которых происходит соединение пульта управления 21 с катушками электромагнитов 11, которые находятся во вращающемся диске 5. Пластина 22 сердечника с одной стороны содержит амортизирующую прокладку 23, а с другой - упругие элементы 24. Торцовые кулачки на своих бо,ковинах содержат уклоны 25.
Устройство работает следующим образом.
На пульте управления 21 задается программа работы секции 1 электрода-инструмента посредством нажатия определенных кнопок, каждая из которых соединена с определенным электромагнитомП. При нажатии кнопки ток через скользящие контакты 20 поступает в катуш;ку электромагнита, расположенную в диске 5. Втягивание сердечника 12 электромагнита в катушку призодит ;к выдвижению его торцовой части, Т-. е. торцового кулачка диска 5. Таким обоазом часть торцовых кулачков будет выступать над поверхностью диска, а часть находится в нерабочем полоЖении. Так как секция / электрода-инструмента закреплеi a на подпружиненных щтоках 16, ролики 14 которых упираются в беговые дорожки
Т10рцовых кулачков 13, то при выдвижении торцовых кулачков произойдет опускание секций, если ролики секций находились напротив торцовых кулачков. После того, как программа работы секций задана, осуществляется процесс электроэрозионной обработки. При вращении диска 5 от электродвигателя 8 происходит поочередное опускание и подъем секций за
счет качения роликов, то по выдвинутому торцовому кулачку, то по поверхности диска. Подъем и опускание роликов 14 происходит по уклонам 25, которые имеет каждый торцовой кулачок 13. Процесс электроэрозии происходит только между опущенной секцией и деталью, расстояние между которыми соответствует межэлектродному зазору. В то же время секции, находящиеся на расстоянии, большем величины межэлектродного зазора, в данный мо,мент времени в работе не участвуют. Это позволяет качественно удалять продукты эрозии из зоны обработки.
Эффект эвакуации продуктов эрозии
значительно усиливается при движении следующей секции к обрабатываемой поверхНОСТ1И с последующим отводом ранее работающей. В этом случае активный выброс продуктов эрозии происходит в результате
насосного действия движущейся секции. Очередность вступления в работу секций электрода-инструмента зависит от конфигурации обрабатываемой поверхности и других технологических показателей.
В том случае, если в процессе обработки возникает необходимость изменить программу работы секций, это легко осуществить с помощью пульта управления 21. Так, например, для исключения подъема одной
из секций достаточно включить два электромагнита 11, сердечники которых равноудалены от оси вращения и образуют замкнутую беговую дорожку для ролижа М. Направляющие 19, в которых расположены хвостовики 17, предназначены для повышения точности обработки и исключают возникновение зазора между секциями. Изобретение позволит улучшить эвакуацию продуктов эрозии из зоны обработки,
что способствует равномерному распределению разрядов в межэлектродном пространстве и повышению производительности обработки.
Формула изобретения
Устройство для электроэрозионной обработки крупногабаритных деталей, в корпусе которого, связанном с приводом подачи
станка, смонтированы автономные электроды-инструменты, отличающееся тем, что, с целью повышения производительности за счет улучшения прокачки рабочей среды, каждый электрод-инструмент установлен с возможностью перемещения от привода в направлении обрабатываемой поверхности, а в корпус, с возможностью вращения относительно него, встроен диск, в котором размещен привод подачи электродовинструментов, выполненный в виде электромагнитов с сердечниками, торцы которых представляют собой кулачкп, предназначенные для взаимодействия с роликами, каждый из которых жестко связан с соответствующим электродом-инструментом и упруго поджат к поверхности кулачка, а сердечники электромагнитов расположены по концентрическим окружностям относительно оси вращения диска и на каждой окружности образуют замкнутый контур.
Источник информации, принятый во внимание при экспертизе:
1. Левит М. Л. и Падалко О. В. Материалы и методы изготовления фасонных электродов-инструментов электроэрозионных копировально-ирошивочных станков. НИИМАШ, М., 1975, с. 56-57.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки секционным электродом | 1977 |
|
SU704745A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Приспособление для электроэрозионной обработки | 1977 |
|
SU707747A1 |
| Устройство для электроэрозионной обработки | 1977 |
|
SU707748A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Регулятор межэлектродного промежутка | 1976 |
|
SU604646A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1127734A1 |
| Способ электроэрозионной обработки | 1977 |
|
SU856725A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ ДИСКООБРАЗНЫХ ДЕТАЛЕЙ | 1972 |
|
SU345395A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1979 |
|
SU931341A2 |
S , г
4i
21
Puf. 3
