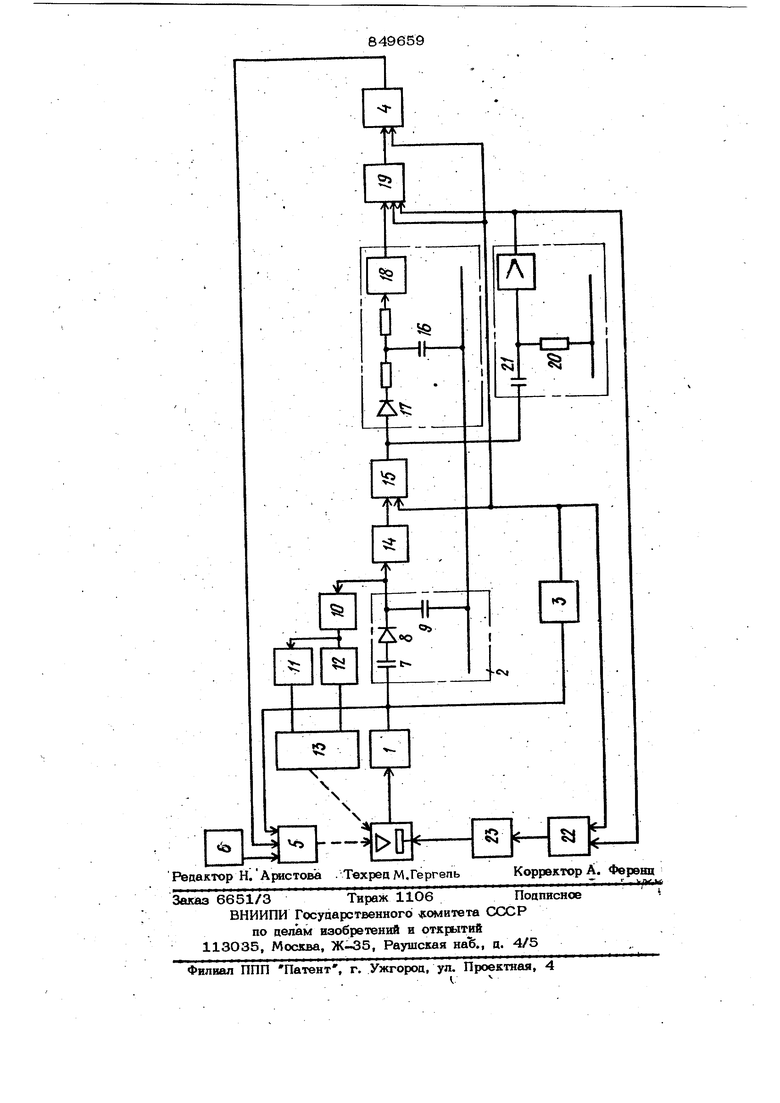
Изобретение относится к электроэроэионной обработке, в частяости.- к устрой ствам автоматического управления элек«троэрозионными станками. Известно.устройство для регулирования поцачи f , которое имеет блок выделения сигнала, пропорционального .сопротивлению межэлектроцного пр лежут ка, содержащий таймер, который периодически через 0,,5 с отключает генератор импульсов, связанный с блоком регулирования паузы между пакетами импульсов на выходе генератора, на период О,3 мс. При этом блок выделения сигнала измеряет сопротивление .межэлект родного промежутка. Сигнал с блока сравнивается с напряжением эталонного источника и подается на привод подачи электрода-инструмента. В связи с тем, что сопротивление межэлектродного промежутка при отключенном генераторе импульсов не зависит от параметров генерато ра и оптимальному режиму обработки при различных параметрах генератора соответ ствует одна и та же величина сопротивле ния, исключается ручная настройка уставк от эталонного источника при изменении .параметров генератора в процессе обрабо ки. . I: . i Однако при изменении условий обработ ки ухудшается эвакуация продуктов эрозии из межэлектродного промежутка) будет нарушаться стабильность обработки и в связи с этим уменьшится производительность и точность, увеличивается износ электрода-инструмента. Целью изобретения является повышени производительности, точности и уменьшение износа электрода-инструмента, Поставленная цель достигается тем, что в устрЫ ство для автоматического управления электроэрозионным станком, снабженным системой регулирования расхода рабочей жидкости, содержашее блок выделения сигнала, пропорционального сопротивлению межэлектрооного промежутка, и источник эталонного напряжения, соединенные с приводом подачи электрода-инструмента, а также блок регулирования паузы между пакетами импульсов на выходе генератора импульсов, дополнительно введены датчик пере- менн составлякхцей сопротивления меяб электрооного промежутка, cocttjmiudl из последовательно соедияеннь х аифференциру1ри{ей цепи, диода, tr интегрврукщей оепи, в датчик сопротивления межэлектроо.ного промежутка прв отсутствнв раэриас выполненный в виде порогового элемента, при этом входы датчиков соединены с блоком Ьыдвления сигнала, пропорциональнее Vo сопротившению межэлектродного проме жутка, а выходы через преобразователи соединены с элементом И, выход которого соедтшен .с .блоком формирования сигнала быстрого отвода электрода-инструмента, представляюшим собой последовательное соединение интегрирукяцей цепи и усилителя, и блоком блокировки быстрого OTW вода, выполненным в виде последователь- . ного соединения дифференцирующей цепи и усилителя, выходы 2-х последних упомянутых блоков соединены с входами второго элемента И, на вход которого включен также выход датчика сопротивления межэлектродного промежутка при отсутствии разрядов, а выход элемента И соединен с блоком бьютрого перемещения электрода-инструмента, соединенного с приводом подачи, причем выходы датчика сопротивления межэлектроцногч) промежутка при отсутствии разрядов и блока блокировки быстрого отвода соединены с блоком регулирования паузы между пакетами импульсов на выходе генератора импульсов, выход датчика переменной составляющей сопротивления межэлектродного промежутка соединен с системой регулирования расхода рабочей жидкости через усилитель и пороговый элемент. Принципиальным отличием предложенного устро ства является введение датчика переменной составляющей сопротивления межэлёктродного промежутка, состоящего из последовательно соединенных диффе- ренци1 кхцей цепи, диода и интегрирукнцей цепи; датчика сопротивления межэлект родного промежутка, при отсутствии разрядов, выполйенного в виде порогового элемента; блока формирования сигнала быстрого отвода электрода-инструмента и блока блокировки быстрого отвода; . блока быстрого перемещения электродаинструмента. i .. Введение этих датчиков и блоков позволяет анализировать, переменную составляющую сстротивления межэлёктродного промежутка при наличии разрядов и судить о состоянвв процесса обработки: при нарушеннв стабильноств обработки х;ушест лять быстрый кратковременный отвод электроцанвнструмента на велвчМ1у, пропортнональную длительности нарушения ОЛЯ восстановления стабильности, ni расходе рабочей жидкости, н cooTBeiw ствуюпюм условием обработки, поддерж вать оптимальное значение расхоца и обеспечить снижение тока генератора импульсов в зависимости от условий обра ботки при нарушении стабильности обра, ботки. Это позволяет повысить произвоцитель ность и точность обработки уменьшить износ электрода-инструмента. На чертеже представлена схема устройства. Устройство содержит блок выделения сигнала, пропорционального сопротивлению межэлектродного промежутка 1, датчик переменной составляющей сопротивления межэлектродного промежутку 2, датчик сопротивления межэлектройного промежутка при отсутствии разрядов 3, блок быстрого перемещения электродаинструмента 4, привод подачи электрода- инструмента 5, источник эталонного напр жейия 6, емкость 7, диод 8 и емкость 9 входящие в датчик переменной составляк щей сопротивления межэлектроцного промежутка 2 усилитель 10, пороговые элементы 11, 12, система регулирования расхода рабочей жидкости 13, преобразователь 14, логический элемент И 15, интегрирующую емкость 16 блока формирования сигнала быстрого отвода элекч. {эода-инструмента 17, соединенную с усилителем 18, логический элемент И 19, блок блокировки быстрого отвода 20 с дифференцирующей емкостью 21, блок регулирования паузы между пакетами импульсов на выходе генератора импульсов 22, соединенный с генератором импульсов .23. При включении генератора импульсов Г) и отсутствии разрядов сигнал на выходе блока выделения сигнала, пропорциональ ного сопротивлению межэлектродного промежутка 1, максимальный. Сигнал на выходе датчика переменной составляющей сопротивления межэлектроцного промежутка 2 отсутствует. При этом появляется сигнал на выходе цатчика сопротивления межэлектрооного промежутка при отсутствии разрядов 3, который поступает на вход блока быстрого перемещения электроца-инструмента 4,. а с его выхоца на привод подачи электрода-инстру мента 5. Привод обеспечивает быстрый по воц электрода-инструмента. При появлении разрядов в межэлектродыом промежутке величина напряжения на выхоае блока выделения сигнала, цропорционального сопротивлению межэлектродного промежут ка 1, снижается и исчезает сигнал на 8 94 выходе датчика сопротивления межэлект родного промежутка при отсутствии разрядов 3. При этом отключается сигнал на выходе блока быстрого перемещения электрода-инструмента 4 и прекращается быстрый подвод электрода-инструмента. При этом сигнал с блока выделения сигнала, пропорционального сопротивлению межэлектродного промежутка 1, сравнива- ется с напряжением источника эталонного напряжения 6, и разность этих напряжений поступает на привод подачи электрода инструмента 5. Таким образом обеспеч ваэтся рабочая подача электрода-инструмента и поддержание заданного источником эталонного напряжения 6 сопротивления межэлектродного инструмента. Однако даже при стабильном процессе обработки сопротивление межэлектроцного промежутка имеет переменную составляющую. При болыиом расходе рабочей жицкости амплитуда переменной составляющей сопротивления межэлектродного промежутка максимальна. Переменная составляющая сопротивления межэлектродного промежутка контролируется путем выделения переменной составляющей на- пряжения на выходе блока выделения сигнала, пропорционального сопротивле- нию межэлектродного промежутка 1. Это выделение обеспечивается конденсатором 7 датчика переменной составляющей сопротивления межэлектроцного промежутка 2. Через диод 8 переменная со« сгавляющая поступает на сглаживающий фильтр в виде конденсатора 9. Максималь ной амплитуде переменной составляющей сопротивления межэлектродного промежутка соответствует максимальное напряжение на конденсаторе 9. В этом случае через усилитель 10 и пороговый элемент 11, 12 подается сигнал на систему, регулирования расхода рабочей жидкости 13, для уменьшения расхода рабочей жидкости. Это уменьшение будет происходить до тех пор, пока сигнал с вь(хода порогового элемента 11 не исчезнет. По мере углубления электрода-инструмента затрудняе.тся эвакуация продуктст эрозии и падает расход рабочей жицкости, в этом случае снижается амплитуда переменной составляющей сопротивления межэлектроцного промежутка и соответственно снижается напряженке на вьосоае аатчика переменней составляющей сопро тивления межэлектрооного промежутка Г. В этом случае с выхоаа порогового эле-, мента 12 поступит сигнал на систему .Л регупирования расхода рабочей жидкоети 13 для увеличения расхода. TeiKHM образом будет подаерживаться оптимальный расход рабочей жидкости, соответствующий згс/ювиям обработки., В .случае, если не происходит требуемого увеличения расхода рабочей жидкости и сохраняется малая величина напряжения на выходе датчика переменной составляющей сопротивления межэлектрод кого промежутка 2, что является показа телем нестабильной обработки, через пре образователь 14 и логический элемент И 15 поступает напряжение для за ряда емкоЬти 16 блока формирования сигнала быстрого отвода электрода-инструмента 17. Напряжение на емкости 16 преобразователя усилителем 18 в сигнал ни вход элемента И 19. На второй вход элемента И 19 в это время поступает запрещающий сигнал с блока блокировки быстрого отвода 20. Это обусловлено тем, что одновременно с за рядом емкости 16 заряжается емкость 2 при этом на выходе блока блокировки . быстрого отвода 20 возникает запрещаю 1ший сигнал. Если напряжение на вьрсоде датчика переменной составляющей сопротивления межэлектродного промежутка 2 возрас- тает, т. е, стабильность обработки восста навливается, то. заряд емкостей 16 и 21 прекращается. При этом запрещающий сигнал на втором входе элемента И 19 исчезает, а сигнал на первом входе элемента И сохраняется пока происходит разряд емкости 16. Поэтому на выходе элемента И 19 появляется сигнал, и привод подачи электрода-инструмента 5 быстро отводит электрод-инструмент. В это время происходит интенсивная очистка межэлектроцного промежутка от продуктов эрозии, в связи с чем сопротивление Межэлектродного промежутка возрастает. После разряда Конденсатора 16 быстрый ртвод прекращается. При этом, если сопротивление межэлектрод- ного промежутка увеличивается, но остается меньше максимального, от сигнала с выхода блока, пропортионального сопротивлению межэлектрооного промежутка, обеспечивается рабочая подача электрода-инструмента. Бели сопротивление межэлектродногопромежутка после отвода становится максимальным, то на выходе датчика сопротивления межэлек1 iродного промежутка при отсутствии, {разрядов 3 возникает сигнал запрещакш.и Ътх(н&п бьютрого отвода на выходе эле- 84 9 .-6 мента И 19 и обуславливающий сигнал быстрого подвода с выхода /блока рого перемещения электрода-инструмента 4. Электрод-инструмент ускоренно подается в зсхну обработки. При возникновении разрядов быстрый подвод о1мслючавтся, осуществляется рабочая подача. Время полного заряда емкостей 16 и 21 выби-) рвется одинаковым - 3....5 с. Поэтому длительность быстрого отвода электродаинструмента йррпорциональна длительности разряда, заряда и длительности нарущения стабильности обработки в случае неполного заряда емкости 16, 21. Если длительность нарущения стабильности обработки превысит время полного заряда емкости 21, то после заряда ёмкости 21 запрещающий сигнал на входе элемента И 19 исчезает и на его выходе появляется сигнал быс рого отвода. Следовательно при длительности нарушения стабильности менее п ёаельно установленной (3...5 с) длительность быстрого отвода пропорциональна длительности нарущения стабиль ности обработки, а при достижении предельно установленной длительности нарушения быстрый отвод включается незамеплительно и длится предельное время, пропорциональное времени полного заряда и разряда емкости 16. Таким образом обеспечивается быстрый отвод электродаинструмента на величину перемещения, пропорциональную длительности нарушения стабильности обработки, а при длитедь- ности нарушения, достигающей и. правы- , шающей предельную величину отвод реуществляется также на предельную величину. При достижении предельной длительности. на{5тиения стабильности обработки также подается сигнал на вход блока регулирования паузы между пакетами импульсов на выходе генератора импул1 сов 22, поэтому устанавливается максимальная пауза между пакетами им- ; пульсов на выходе генератора тлпупьсов 23 ив момент окончания бьютрого подвода, т;е. появления разрядов по сигналу с выхода датчика сопротивления межэлектредноготтромежут&а при- отсутствии раз{мГдов 3 начинается умень. шение паузы между пакетами импульсов на выходе генератора импульсов. Таким образом, при алительн ял нарушении етабильноети обработки, кроме быстрого отвода электрода-инст ента для улучшения эвакуации продуктов эрозии путем регулирования паузы умень шается ток и количество провзвошп ог продуктов эрозия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования межэлектродного зазора при электрохимической обработке | 1978 |
|
SU891309A1 |
| Устройство автоматического управления подачей электрода-инструмента | 1979 |
|
SU847610A1 |
| Генератор импульсов для электроэрозионных станков | 1980 |
|
SU952495A1 |
| Генератор импульсов для электроэрозионной обработки | 1979 |
|
SU859095A1 |
| Способ электроэрозионной обработкии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU848235A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖИМОМ РАБОТЫ ПЛАЗМОТРОНА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389055C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2622535C1 |
| Способ экстремального регулирования процесса электроэрозионной обработки | 1984 |
|
SU1301594A1 |
| Устройство для автоматического регулирования режимов электроэрозионноых станков | 1976 |
|
SU623690A1 |
| Способ размерной электрохимической обработки металлов импульсным током | 1981 |
|
SU1006145A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЮ УПРАВЛЕНИЯ ЭЛЕКТРОЗРОЗИОННЫМ СТАНКОМ, снабженным системой регулирования расхода рабочей жицкости, соаерткашее блок выделения сигнала, пропорционального сопротивлению межэлектрОаного промежутка, и ло точник эталонного напряжения, соецинен- ные с привопом подачи электрода-инсГрумента, а также блок регулирования паузы между пакетами импульсов на выходе генератора импульсов, отлича|Ьше - е с я тем, что, с. целью увеличения производительности и точности обработки, уменьшения износа электрода-инструмента, в устройство дополнительно ввепеа датчик переменкой составляющей conpoii тивления межэлектродного промежутка, состоящий tfa последовательно соединен- ньрс диффёренцирукнаей цепи, диода и ив тегрируюшей цепи, и датчик сопротивле ния межэлектродного промежутка при . сутствии разрядов,. выполненный в виде порогового элемента, при этом входы да чиков соединены с блоком выделения сигнала, пропорционального сопротивлению межэлектродного промежутка, а выходы через преобразователи соединены с элементом -И, выход которого соединен с блоком формирования сигнала бьготрого отвода электрода-инструмента, представляющим собой последовательное соединение интегрирующей цепи и усилителя, и блоком блокировки быстрого OTW .вода, выполненным-с виде последовательного соединения дифференцирующей цепи и усилителя, выходы двух последних упомя нутьк блоков соединены с входами втб сл рого элемента И, на вход которого вклк чен также выход датчика сопротивления , межэлектродного промежутка при OTcyiv. ствии разрядов, а выход этого элемента И соединен с блоком быстрого перемещения :электродё1-инструмента, соединенного с :х приводом подачи, причем выходы датчика ; сопротивления межэлектродного проме;О 9 СЛ СО ;Жутка при отсутствии разрядов и блока блокировки быстрого отвода соединены с блоком регулирования паузы между пакетами импульсов на выходе генератора импульсов, а выход датчика переменной составляюшей сопротивления межэлектродного про{мёжутка соединен с системой регулвршания расхода рабочей жидкости через усилитель к пороговый элемент.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛА, ИМИТИРУЮЩЕГО ПРИРОДНЫЙ КАМЕНЬ | 2013 |
|
RU2513372C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
