изделий и сокращение времени термообработки.
Поставлённая цель достигается тем, что в способе термической обработки изделий из ttdnHnponKnieHa, включающем операции o6pa6ofiaa йхв полиэтилгидросил1 ксановой жйдкостии охлаждения, нагретые до 57-63 С изделия обрабата вают в предварительно нагретой до 127-1 . полиэт илгидросилоксановой жидкости в течение 1-1,5 мин с последуйэщим охлаждением на воздухе.
Способ осуществляют следующим образом.
Изделие из полипропилена нагревают до 57-63 С и обрабатывают в течение 1-1,5 мин в предварит1&льно нагретой до 127-133°С кремнийорганвческой жидкости ГКЖ-94 с последу1бщим охлажйШйём извлеченного из жидзкости изделия на воздухе.
В результате обработки в поверхност- HioM cftoe изделия снимаются остаточные растягивающие и образуются сжимающие напряжения, происзсодат кристаллизация поверхностного аморфизованного слоя, уьеличивается его плотность и Ткбгёзйснйая прочность и, какследотвие, довьшаются показатели физико-механических свойств при одновременном реэ- йЬм сокращении времени термообработки
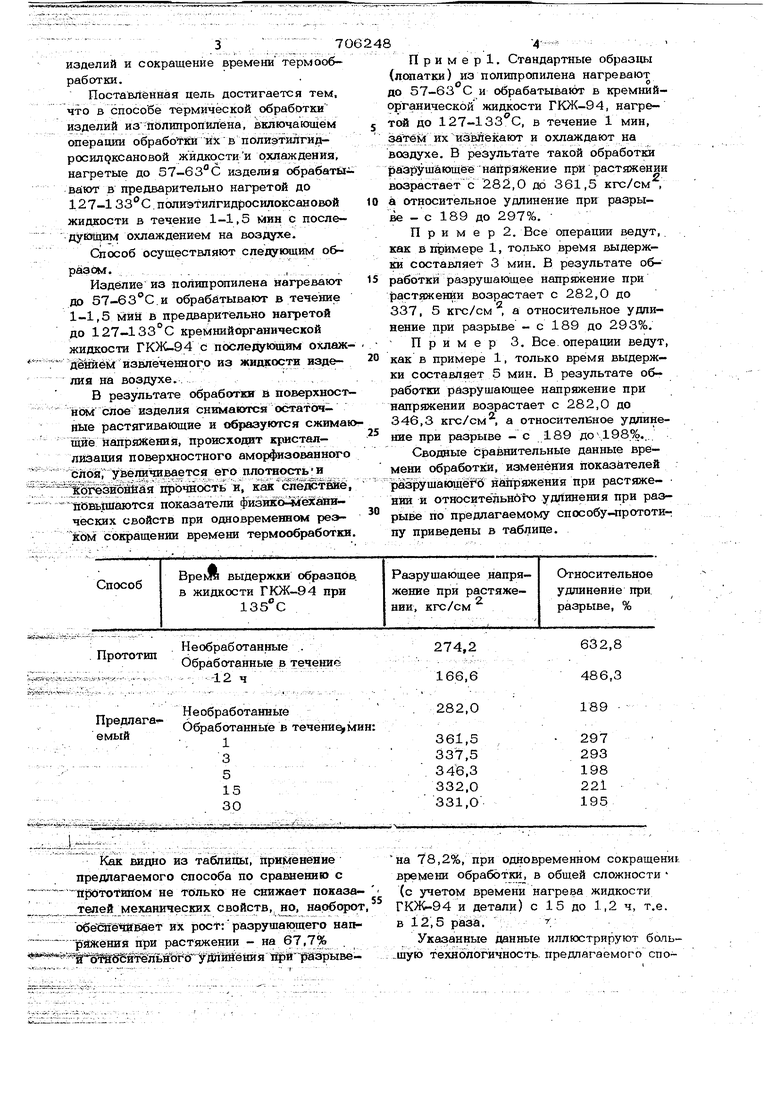
Пример. Стандартные образцы (лсагатки) из полипропилена нагревают до 57-63 С и обрабатывают в кремнийорганической жидкости ГКЖ-94, нагретой до 127-133 с, в течение 1 мин, затей их извлекают и охлаждают на воздухе. В результате такой обработки -разрущающёе напряжение при растяжении возрастает с 282,0 до 361,5 кгс/см , а относительное удлинение при разрыве - с 189 до 297%.
П р и м е р 2. Все операции ведут, как в примере 1, только вреМя выдержки составляет 3 мин. В результате обработки разрушающее напряжение при {эастяженйи возрастает с 282,0 до 337, 5 кгс/см , а относительное удлинение при разрыве - с 189 до 293%.
Пример 3. Все.операции ведут как в примере 1, только время выдержки составляет 5 мин. В результате обработки разрушающее напряжение при напряжении возрастает с 282,0 до 346,3 кгс/см, а относительное удлинение при разрыве - с 189 .,..
Сводные сравнительные данные времени обработки, изменевгия показателей jpaspyiuaiopefS найряжения при растяжении и относительнб1Х удйинения при разрыве по предлагаемому способу-прототи пу приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мягких древесноволокнистых плит для изделий фасонного профиля | 1990 |
|
SU1756446A1 |
| Способ получения имидазолиновых отвердителей эпоксидных смол | 1979 |
|
SU1126570A1 |
| Резиновая смесь на основе ненасыщенного каучука со сложноэфирными группами | 1984 |
|
SU1240770A1 |
| Способ обработки деталей из акриловых пластмасс | 1978 |
|
SU771120A1 |
| Способ термического упрочения стального проката | 1977 |
|
SU635144A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРОВ | 1999 |
|
RU2147281C1 |
| Способ изготовления тонколистовых и тонкостенных медных пористых изделий | 1988 |
|
SU1574371A1 |
| Гранулированный наполнитель для полиолефина и полистирола | 1982 |
|
SU1168572A1 |
| Способ термообработки литьевых изделий | 1981 |
|
SU1054374A1 |
| МНОГОСЛОЙНОЕ ПОЛИМЕРНОЕ КОРРОЗИОННО-СТОЙКОЕ ПОКРЫТИЕ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2006 |
|
RU2413615C2 |
Sciit NisJbV. 4- ;i:- ----- Как видно из таблицы, применение предлагаемого способа по сравнению с - йрйтоТйПом не только не снижает показа- телей механических свойств, jao, наоборот, обеёпёЖбает их рост: разрушающего нагн- -р-яжё1шя при растяжении - на 67,7% 18Ш1Й1Ш
на 78,2%, при одновременном сокращена, времени обработки, в общей сложности (с учетом времени нагрева жидкости ГКЖ-94 и детали) с 15 до 1,2 ч, т.е. в 12,5 раза.X
Указанные данные иллюстрируют боль.шую технологичность, предлагаемого способа, по сравнению с прототипом, и возможность получения значительного эк(номического эффекта при использований предлагаемого способа как за счет экономии электроэнергии (уменьшение времени нагрева); так и за счет увеличёиая срока эксплуатации обработанных изделий (повышение долговечности в результате упрочнения). Экономический эффект при использовании 1 т обработанных изделий составит примерно 250 руб. Формула изобретени Способ термической обработки изделий из полипропилена, включающий опера ции обработки их в полиэтилгидросилоксановой жидкости и охлаждения. Отличающийся тем, что, с целью улучшения физико-механических свойств изделий и сокращения времени термообработки, нагретые до 57-6З С изделия обрабатывают в предварительно нагретой до 127-133 С полиэтилгидросилоксанов ой жидкости в течение 1-1,5 мин с последующим охлаждением на воздухе. ИстрчЁсидпа информации, Прйнять1е во внимание при экспертизе 1.Кестельман Н. Я; Термическая обработка полимерных материалов в машиностроении. jy., Машиностроение, 1968, с. 166. 2.Ан/фианой К. А., Булгаков В. Я. и .Хэнанашвили Л. М. Термохимическое модифицирование полиодефинов поли- органосилоксановыми жидкостями, - Пластические массы , 1968, № 7, с. 12-14 (прототип).
