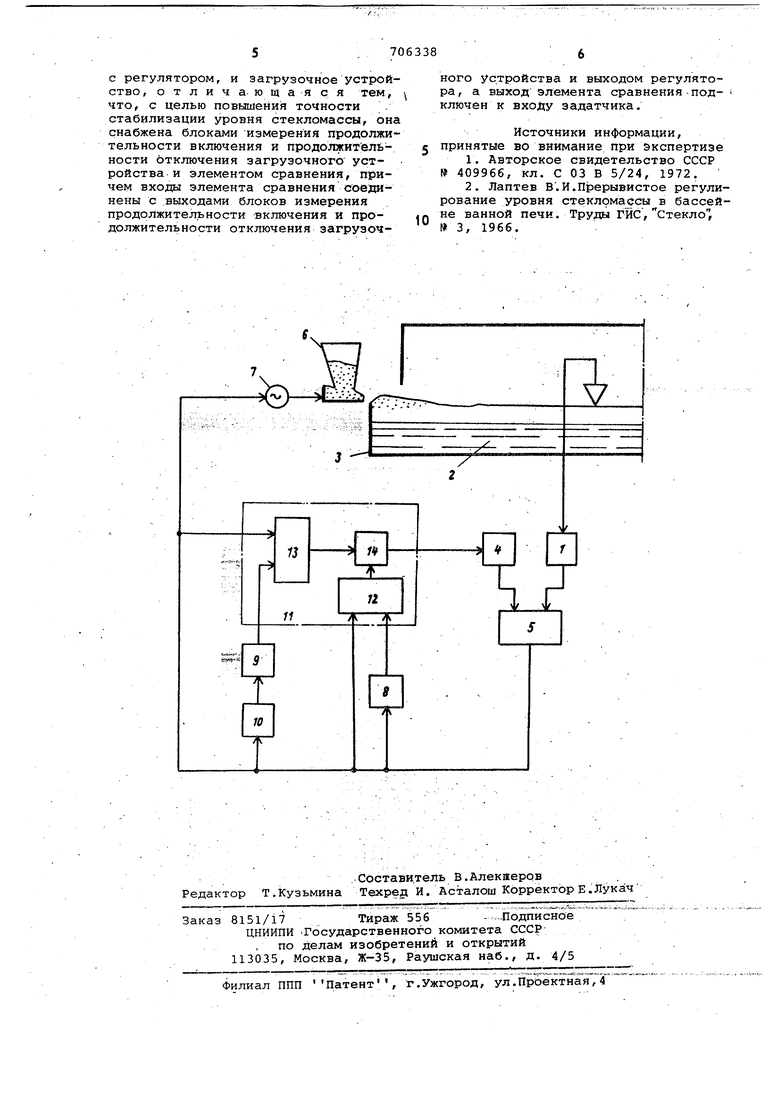
(54) СИСТЕМА УПРАВЛЕНИЯ ЗАГРУЗКОЙ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ ром, и загрузочное устройство, снабжена блоками изменения продолжительности включения и продолжительности отключения загрузочного устройства и элементом сравнения, причем входа элемента, сравнения соединены с выходами блоков измерения продолжительности включения и продолжительности отключения загрузочного устройства и выходом регулятора а выход элемента сравнения подключен к входу задатчика. На чертеже представлена функциоIнальная схема предлагаемой системы управления. Система содержит датчик 1 уровня, иэмеряюащй уровень стекломассы 2 в стекловаренной печи 3, задатчик 4, вбзполненный в виде масштабирующего преобразователя, регулятор 5, загрузочное устройство б с исполнительным двигателем 7, блок 8 измерения продоЛ51сительности включения загрузоч ного устройства, блок 9 измерения продолжительности отключения загрузочного устройства, выполненный с инвертором 10, и элемент 11 сравнени Элемент 11 сравнения может включать элементы 12 и 13 совпадения и блок 14 деления. Описанная система работает следую щим Ъбразом. Уровень стекломассы 2 в стекловаренной ,печи 3 измеряется датчиком 1 уровня, .Сигнал, пропорциональный текущему значению уровня, с выхода датчика 1 поступает на один из входов позйцйонного регулятора 5, на второй вход которого поступает сигнал с выхода задатчика 4. При дости жении уровнем стекломассы 2 нижнего значения зоны норма регулятор 5 выдает сигнал на включение исполнительного двигателя 7 загрузочного ус тройства б и шихта начинает поступа в загрузочный карман стекловаренной печи. Одновременно единичный сигнал с выхода регулятора поступает на вхо блока 8, который производит измерение продолжительности включения загр зочного устройства 6. Так ка:к инвер тор 10 инвертирует поступающий на ег вход сигнал регулятора 5, то на вход блока 9 поступает сигнал нулевого уровня и во время включения загрузоч ногО устройства б блок 9 не осуществ ляет измерения временного интервала Во время достижения верхнего зоны норма регулятор 5 отключает двигатель 7 устройства Сигнал нулевого уровня регулятора ин вертируется инвертором 10, и блок 9 начинает отсчет продолжительности от ключения загрузчиков. По окончании процесса измерения временных интервалов сигналы блоков 8 и 9 могут пе реписываться в регистр памяти и храниться . в течение следующего цикл а. Выходные блоков 8 и 9, проорциональные соответственно продолжи-, тельности включения и продолжительности отключения загрузочного устройства, Поступают через элементы 12 и 13 совпадения элемента 11 сравнения на, входы блока 14 деления. Элементы . 12 и 13 пропускают выходные сигналы блоков 8 и 9 только, при наличии на вторых входах единичного сигнала регулятора 5,. Таким образом происходит сравнение выходных сигналов блоков 8 и 9 только после окончания полного цикла. Блок 14 деления осуществляет деление сигнала, пропорционального длительности раб.оты загрузочного уст- ройства, на сигнал, пропорциональный, длительности отключения,и выдачу сигнала, пропорцирнального отношению указанных величин, на вход масштабирующего преобразователя (задатчика) 4.. , , Преобразователь 4 осуществляет . масштабирование поступающего сигнала и выдает на вход регулятора 5 сигнал .задания, амплитуда которого зависит от отношения времени, включения к времени отключен.ия загрузочного устройства . . При равенстве длительнос ти работы и длительности отключения загрузочного устройства статическая ошибка, регулирования равна нулю,а отношег ние выходных сигналов блоков 8 и 9 единице. Такая настройка системы управления является оптимальной. Если вследствие каких-либо причин, из-за изменения съема стекломассы, отношение длительности работы и длительности отключения изменяется, в системе появляется статическое отклонение регулируемой величины от заданного значения и возникает необходимость коррекции задания на величину статическЬй ошибки. Так как величина статического отклонения зависит от отношения продолжительностей работы и отключения загрузочного устройства, сигнал задания формируется масштабирующим преобразователем 4 в соответс.твии с поступающим на его вход сигналом блока 14 деления, несущим информацию о величине статического отклонения. Изменение сигнала задания компенсирует статич.ёское отклонение уровня, обеспечивая независимость регулируемой величины от внешних воздействий. Формула изобретения Система управления загрузкой сырьевых материалов в стекловаренную печь, содержащая датчик и задатчик уровня стекломассы, соединенные
с регулятором, и загрузочное устройство, о т л и ч а. ю щ а я с я тем, что, с целью повышения точности стабилизации уровня стекломассы, она снабжена блоками измерения продолжительности включения и продолжителбности отключения загрузочного устройства и элементом сравнения, причем входы элемента сравнения соединены с .выходами блоков измерения продолжительности включения и продолжительности отключения загрузочного устройства и выходом регулятора, а выход элемента сравнения-подключен к входу задатчика.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 409966, кл. С 03 В 5/24, 1972.
2.Лаптев В .И.Прерывистое регулирование уровня стекломассы в бассейне ванной печи. Труды ГЙС, Стекло,
№ 3, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления загрузкой сырьевых материалов в стекловаренную печь | 1978 |
|
SU706337A1 |
| Система автоматического регулированияуРОВНя СТЕКлОМАССы B ВАННОй пЕчи | 1979 |
|
SU814905A1 |
| Система управления процессом стекловарения в ванной печи | 1983 |
|
SU1101427A1 |
| Способ управления процессом варки стекла | 1983 |
|
SU1189819A1 |
| Способ управления процессом выработки стеклоизделий и устройство для его осуществления | 1984 |
|
SU1219538A1 |
| Устройство для регулирования загрузки сырьевых материалов в стекловаренную печь | 1977 |
|
SU710990A1 |
| Устройство для управления загрузкой шихты в стекловаренную печь | 1984 |
|
SU1178695A1 |
| Устройство для контроля реологи-чЕСКиХ СВОйСТВ СТЕКлОМАССы | 1976 |
|
SU598315A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| Устройство для управления загрузкой шихты | 1986 |
|
SU1368276A1 |