(54) СПОСОБ ОБЖИМА КОНЦОВ ТРУБЧАТЫХ ДЕТАЛЕЙ
мои трубы и осевого перемещения очага деформации в направлении к торцу трубы. способ не обеспечивает соосности обжимаемого и необжимаемого участков трубы. .. ; ; ;
Целью изобретения является повыцтение качества обжима путём обеспечения соосности обжатого участка с необжимаемым участком трубы.
Поставленнаяцель достигается тем, что заготовку перед деформированием центрируют по внутренней поверхности относительно оси оправки, а осевое перемещение очага деформации осуществляют после обжима в радиальном направлении начального участка трубы до соприкосновения с оправкой.
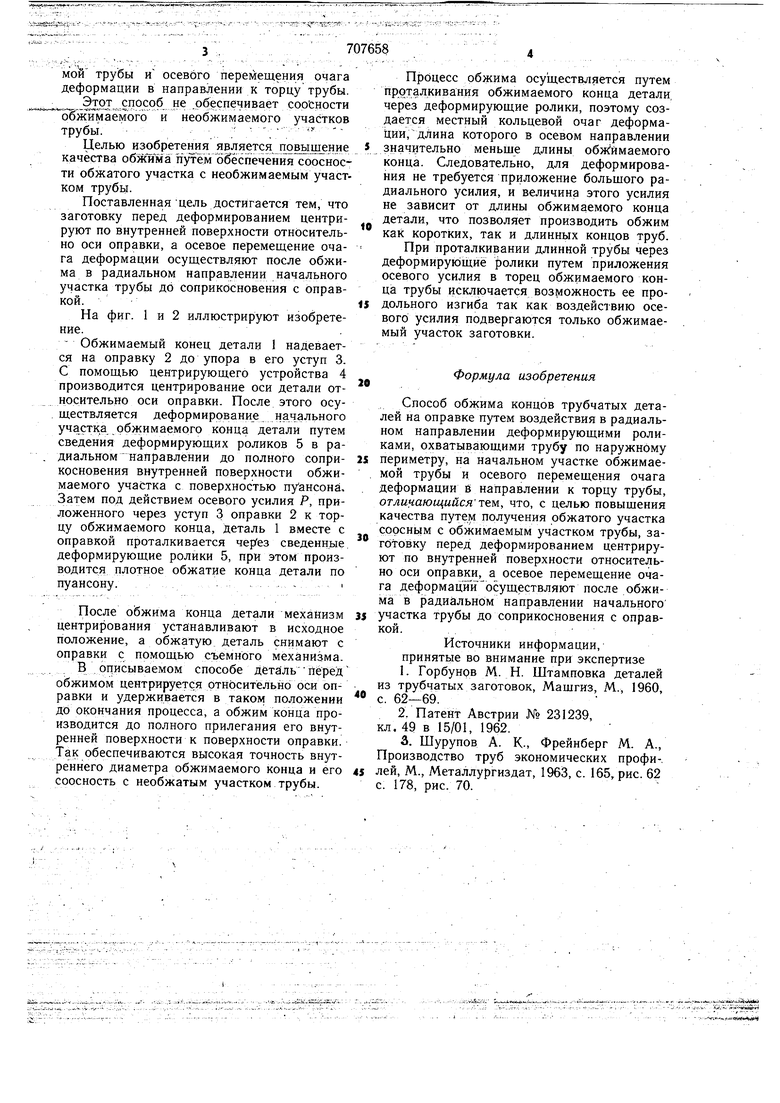
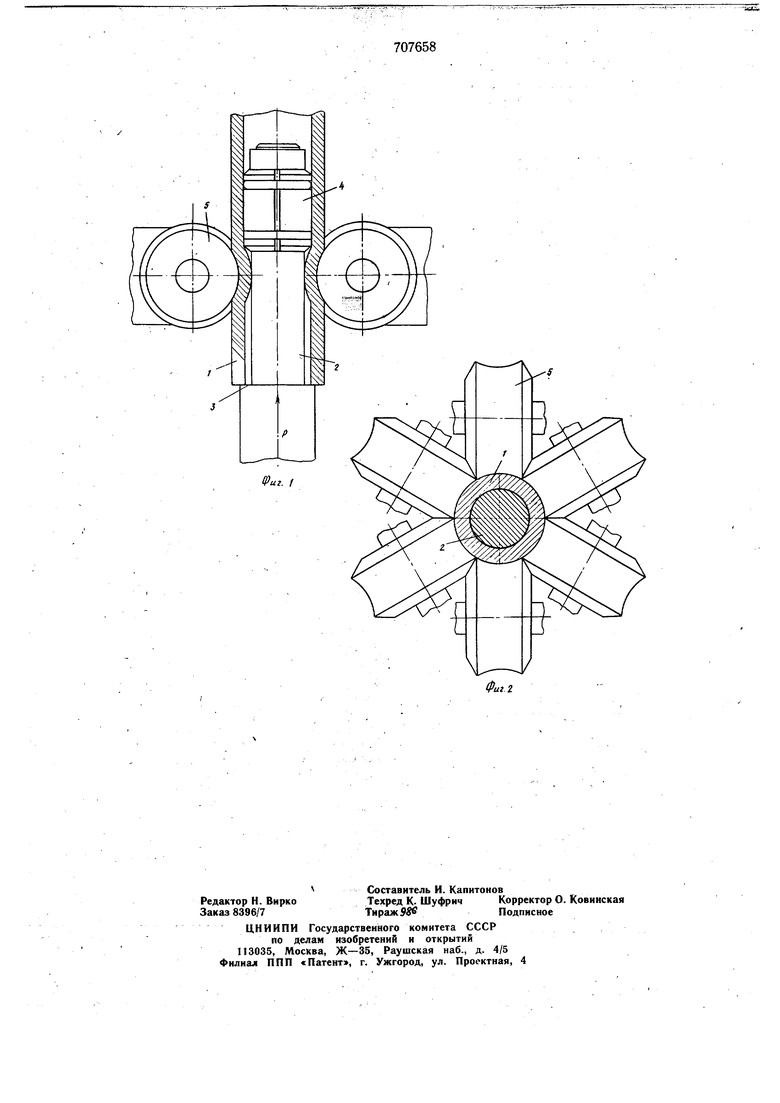
На фиг. 1 и 2 иллюстрируют изобретение.
- Обжимаемый конец детали 1 надевается на оправку 2 до упора в его уступ 3. С помощью центрирующего устройства 4 производится центрирование оси детали относительно оси оправки. После этого осуществляется деформированиеначального уча,стка обжимаемого конца детали путем сведения деформирующих роликов 5 в радиальном направлении до полного соприкосновения внутренней поверхности обжимаемого участка с поверхностью пуансона. Затем под действием осевого усилия Р, приложенного через уступ 3 оправки 2 к торцу обжимаемого конца, деталь 1 вместе с оправкой проталкивается через сведенные, деформирующие ролики 5, при этом производится плотное обжатие конца детали по пуансону.После обжима конца детали механизм центрирования устанавливают в исходное положение, а обжатую деталь снимают с оправки с помощью съемного механизма.
В описываемом способе деталь перед обжимом центрируется относительно оси оправки и удерживается в таком положении до окончания процесса, а обжим конца производится до полного прилегания его внутренней поверхности к поверхности оправки. Так обеспечиваются высокая точность внутреннего диаметра обжимаемого конца и его соосность с необжатым участком трубы.
Процесс обжима осуществляется путем про талкивания обжимаемого конца детали, через деформирующие ролики, поэтому создается местный кольцевой очаг деформации, длина которого в осевом направлении значительно меньще длины обя ймаемого конца. Следовательно, для деформирования не требуется приложение больщого радиального усилия, и величина этого усилия не зависит от длины обжимаемого конца детали, что позволяет производить обжим как коротких, так и длинных концов труб.
При проталкивании длинной трубы через деформирующие ролики путем приложения осевого усилия в торец обжимаемого конца трубы исключается возможность ее продольного изгиба так как воздействию осевого усилия подвергаются только обжимаемый участок заготовки.
Формула изобретения
Способ обжима концов трубчатых деталей на оправке путем воздействия в радиальном направлении деформирующими роликами, охватывающими трубу по наружному периметру, на начальном участке обжимаемой трубы и осевого перемещения очага деформации в направлении к торцу трубы, отличающийся тем, что, с целью повыщения качества путем получения обжатого участка соосным с обжимаемым участком трубы, заготовку перед деформированием центрируют по внутренней поверхности относительно оси оправки, а осевое перемещение очага деформацйи осуществляют после обжима в радиальном направлении начального участка трубы до соприкосновения с оправкой.
Источники информации, принятые во внимание при экспертизе
1.Горбунов М. Н. Штамповка деталей из трубчатых заготовок, Мащгиз, М., 1960,
с. 62-69.
2.Патент Австрии № 231239, кл. 49 в 15/01, 1962.
3.Шурупов А. К., Фрейнберг М. А., Производство труб экономических профи-.
лей, М., Металлургиздат, 1963, с. 165, рис. 62 с. 178, рис. 70.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обжига концов труб | 1978 |
|
SU795646A1 |
| Способ изготовления стальных сложнопрофильных оболочек | 2022 |
|
RU2799823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2104111C1 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
| Способ изготовления полых изделий | 1977 |
|
SU719750A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2006 |
|
RU2343034C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
«-.т.. ,-.гзд#.
