Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для обжима и раздачи концевых участков длинномерных труб.
Известен способ обработки труб [1], при котором концевой участок трубы вначале раздают роликом, а затем обжимают по наружной поверхности тем же роликом, причем степень деформации трубы при раздаче составляет 2 - 6%, а при обжиме - 2 - 4%.
Недостаток способа - малые степени деформации концевого участка трубы и, следовательно, низкие технологические возможности формообразования раструбов и сужений на трубах.
Наиболее близким к предлагаемому решению является способ, реализованный устройством для отбортовки [2], заключающийся в том, что трубчатую заготовку вращают вокруг продольной оси с помощью приводных валков, сжимающих стенку заготовки, а ее выступающий концевой участок подвергают локальному деформированию с помощью подвижного формообразующего ролика.
Недостатком известного способа является то, что деформированию повергают выступающий за приводные валки участок трубы, который находится в "свободном" (незакрепленном) состоянии от возможных радиальных перемещений. И чем больше предполагаемая степень деформации концевого участка трубы, тем больше "вылет" этого свободного участка (больше очаг деформации) и тем больше вероятность потери его устойчивости в процессе деформирования радиально перемещающимся формообразующим роликом. Это ограничивает возможности обжима и раздачи концевых участков труб и снижает их качество.
Наиболее близким к предлагаемому устройству является устройство для отбортовки [2], содержащее станину, где расположены два шпинделя, на которых консольно закреплены два приводных валка, причем один из валков имеет привод поперечного перемещения и выполнен цельным, а второй - составным, содержащим опорную поверхность и подвижный в радиальном направлении формообразующий ролик, имеющий привод радиального перемещения. Трубчатая заготовка устанавливается на опорную поверхность одного из валков и через стенку зажимается другим валком таким образом, что формообразуемая часть заготовки выступает за рабочие поверхности приводных валков и находится над формообразующим роликом. Включается привод вращения валков, и концевую часть вращающейся заготовки деформируют подвижным в радиальном направлении формообразующим роликом с получением отбортовки.
Недостатком известного устройства является то, что оно не исключает возможности потери устойчивости концевого участка трубы, деформируемого в "свободном" состоянии, где очаг деформации охватывает всю формообразуемую часть заготовки. Кроме того, известное устройство предназначено только для отбортовки (раздачи) труб и не может быть использовано, например, для обжима труб. Это ограничивает возможности формоизменения концевого участка трубы.
Указанные недостатки в конечном счете ограничивают технологические возможности деформирования концевого участка трубы из-за возможности потери его устойчивости, причем чем больше длина концевого формообразующего участка трубы, тем ниже технологические возможности штамповки, ниже качество получаемых деталей и больше трудоемкость доводочных работ.
Задачей предлагаемого изобретения является расширение технологических возможностей деформирования концевого участка трубы. Решение задачи осуществляется путем предотвращения потери устойчивости (гофрообразования) заготовки в очаге деформации за счет уменьшения размеров очага деформации, а также за счет ограничения свободы перемещения заготовки в радиальном направлении. Кроме того, расширение технологических возможностей достигается путем использования одного и того же устройства для операций обжима и раздачи концевого участка трубы.
Сущность предлагаемого способа деформирования концевого участка трубы заключается в том, что заготовку вращают вокруг продольной оси с помощью валков, сжимающих стенку заготовки, а концевой участок ее подвергают локальному деформированию формообразующими роликами, при этом вращающуюся заготовку дополнительно перемещают в осевом направлении путем смещения оси вращения заготовки относительно плоскости, проходящей через оси вращения валков на угол α = K•arctg(L/πD) , где L - величина осевой подачи в мм/об; D - средний диаметр трубы в мм; K - эмпирический коэффициент, учитывающий осевое проскальзывания заготовки. Локальное деформирование заготовки осуществляют от ее кромки, заготовку дополнительно деформируют с помощью валков, сжимающих стенку заготовки.
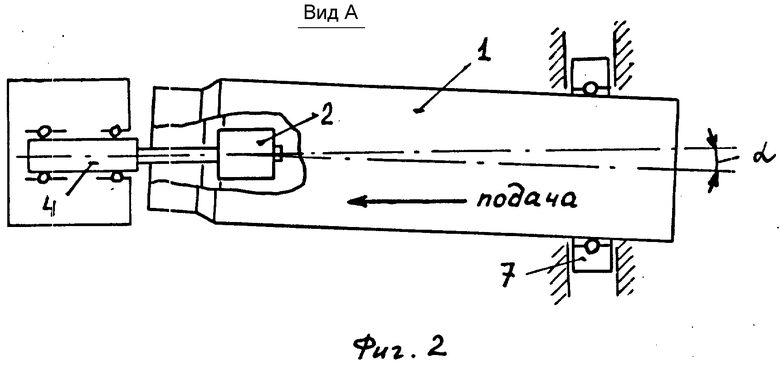
На фиг. 1 приведена схема процесса деформирования концевого участка трубы и устройство для его осуществления; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - схема деформирования и элементы устройства при раздаче трубы; на фиг. 4 - схема деформирования трубы с помощью приводного и опорного валков и формообразующих роликов.
Способ заключается в следующем.
Трубчатую заготовку 1 устанавливают между приводным валком 2 и опорным валком 3 устройства. С помощью привода поперечного перемещения валка 3 (не показан) сжимают стенку заготовки и осуществляют ее вращение вокруг продольной оси с помощью приводного валка 2, связанного со шпинделем 4. Деформирование концевого участка трубы осуществляют путем осевого смещения заготовки 1 на формообразующий ролик 5. Кромка заготовки 1 выходит из-под валков 2 и 3 и начинает деформироваться (обжиматься) формообразующим роликом 5. По мере осевого перемещения заготовки 1 очаг деформации увеличивается, а затем, когда продеформированная часть заготовки 1 выходит за пределы ролика 5, остается постоянным и меньшим, чем размеры продеформированной части. В результате указанного перемещения заготовки 1 возможность потери ее устойчивости в очаге деформации уменьшается благодаря постоянному контакту заготовки 1 и формообразующего ролика 5 в очаге деформации, а также благодаря небольшому размеру очага деформации и, соответственно, небольшому деформирующему усилию. Осевое перемещение заготовки 1 (осевая подача) осуществляется путем смещения оси вращения заготовки относительно плоскости, проходящей через оси вращения валков 2 и 3 на угол α (фиг. 2). В результате такого смещения валки 2 и 3, сжимающие стенку заготовки 1 и осуществляющие ее вращение, за счет сил трения обеспечивают смещение заготовки в осевом направлении. Требуемая величина углового смещения заготовки 1 (без учета осевого проскальзывания в валках) определяется зависимостью
α = arctg(L/πD), (1) ,
Выражение (1) получено в предположении небольших углов альфа и для тонкостенных заготовок, где длины окружностей по внутреннему и наружному диаметрам труб соизмеримы. Для вывода выражения (1) процесс вращения трубы под углом к валкам рассматривался как процесс прокатки под углом развертки заготовки 1.
Расчеты показывают, что при продольных подачах 0,2 - 2,0 мм/об. для заготовок с наружным диаметром 20 - 40 мм угол α лежит в пределах 1 - 8o.
С учетом возможного осевого проскальзывания заготовки относительно приводного валка, величина которого зависит от условий контактного трения пары "инструмент-заготовка", толщины стенки заготовки и механических свойств и формы получаемой концевой части заготовки, выражение (1) имеет следующий вид:
α = K•arctg(L/πD), ,
Для заготовок из сталей, алюминиевых сплавов диаметром 20 - 80 мм с толщинами стенки 1 - 8 мм при формообразовании без смазки со степенями деформации до 30 - 40%, величина коэффициента "K" лежит в пределах 1 - 3.
Если установить формообразующий ролик 5 на приводной валок 2, то аналогичным образом может быть осуществлена раздача концевого участка трубы (фиг. 3).
Предлагаемый способ предусматривает деформирование концевого участка трубы и с помощью двух формообразующих роликов 5 и 6, которые устанавливают на валках 2 и 3 (фиг. 3). Процесс деформирования осуществляют вышеописанным способом. В последнем случае опасность потери устойчивости заготовки в очаге деформации (гофрообразование) полностью устраняется.
По окончании процесса деформирования трубы заготовку 1 поворачивают на угол α в исходное положение, отключают привод вращение приводного валка 2, отводят опорный валок 3 и извлекают полученную деталь.
Возможности формообразования концевых участков труб могут быть значительно расширены, если вращающуюся заготовку дополнительно деформировать с помощью приводного и опорного валков, сжимающих стенку заготовки (фиг. 4). В этом случае процесс формообразования осуществляется изложенным выше образом, но заготовку в процессе ее вращения и осевого перемещения дополнительно утоняют в зоне ее контакта с валками путем создания избыточного давления на заготовку со стороны опорного валка. Такой вариант способа даст возможность получать, например, концевой участок трубы под нипельное соединение.
Устройство для реализации предложенного способа решает поставленную задачу за счет того, что содержит приводной валок, закрепленный на шпинделе, опорный валок, соединенный с приводом поперечного перемещения и формообразующий ролик, а также узел смещения оси заготовки, выполненный в виде люнета с возможностью перемещения заготовки относительно плоскости, проходящей через оси вращения валков, а формообразующий ролик установлен неподвижно в радиальном направлении на опорном, либо приводном валке. Кроме того, устройство содержит дополнительный формообразующий ролик. Формообразующие ролики выполнены заодно с приводным и опорным валками.
Устройство содержит приводной валок 2, соединенный со шпинделем 4, опорный валок 3, соединенный с приводом поперечного перемещения (не показан), формообразующий ролик 5, установленный неподвижно в радиальном направлении на опорном 3 либо на приводном 2 валке, дополнительный формообразующий ролик 6 и узел смещения оси заготовки, выполненный в виде люнета 7 с возможностью перемещения заготовки относительно плоскости, проходящей через оси вращения валков.
Устройство работает следующим образом.
Трубчатую заготовку 1 помещают между приводным 2 и опорным 3 валками и с помощью привода поперечного перемещения валка 3 зажимают стенку заготовки 1. Приводят во вращение шпиндель 4, в результате чего вращательное движение передается на приводной валок 2 и заготовку 1. Для деформирования концевого участка ось вращения заготовки 1 смещают на угол α относительно плоскости, проходящей через оси вращения валков 2 и 3 (фиг. 2) с помощью люнета 7, подвижного в поперечном направлении и выполняющего одновременно функцию поддержки длинномерной заготовки 1. В результате этого валки 2 и 3 одновременно с вращением заготовки 1 начинают ее перемещение на формообразующий ролик 5, где концевой участок заготовки 1 деформируется (обжимается) начиная от кромки заготовки.
Деформирующий ролик 5 может быть установлен и на опорном валке 3. В этом случае будет происходить раздача концевого участка трубы (фиг. 3).
Устройство может иметь также два формообразующих ролика 5 и 6, установленных соответственно на приводном и опорном валках 2 и 3, что полностью исключит потерю устойчивости заготовки в очаге деформации. Кроме того, с целью упрощения конструкции, формообразующие ролики 5 и 6 могут быть выполнены заодно с валками 5 и 6.
Способ деформирования концевого участка трубы и устройство для его осуществления были опробованы при обжиме и раздаче концевых участков стальных водопроводных труб исходным диаметром 40 и 60 мм и длиной 500 и 1500 мм соответственно. Толщина стенки заготовок лежала в пределах 2,8 - 3,0 мм. Режимы обработки: осевая подача - 0,2 - 0,3 мм/об, число оборотов заготовки 100 - 150 об/мин, угол смещения оси заготовки 3 - 8o. При обжиме наружный диаметр заготовок был уменьшен на 8 мм и составил для указанных труб 32 и 52 мм. Длина формируемой части составляла 25 мм. При раздаче диаметр исходных заготовок был увеличен на 6 мм и составил соответственно 46 и 66 мм. Деформирование осуществлялось одним формообразующим роликом, который поочередно устанавливался либо на приводной, либо опорный валок, которые имели максимальный диаметр 30 и 50 мм соответственно.
Обжим и раздача концевого участка трубы двумя формообразующими роликами были опробованы при деформировании тонкостенной трубы из нержавеющей стали 12Х18Н10Т диаметром 50 мм и толщиной стенки 1 мм, которая деформировалась по вышеприведенным режимам. По схеме, изображенной на фиг. 4, были получены детали из алюминиевого сплава АМЦМ (труба ⊘ 40х1,0 мм), которые имели диаметры формообразуемой части 30, 50 и 40 мм соответственно по длине заготовки.
Получаемые детали не имели огранки, гофров и других дефектов, присущих аналогичным методам обработки.
Предлагаемые способ деформирования концевого участка трубы и устройство для его осуществления позволяют расширить технологические возможности формоизменения труб путем уменьшения опасности потери устойчивости заготовки и путем использования одного и того же способа и устройства для обжима и раздачи трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ | 1994 |
|
RU2104112C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА СВАРНОЙ ТРУБЫ | 1994 |
|
RU2104113C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| СПОСОБ ОБЛОЙНОЙ ШТАМПОВКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |


Сущность изобретения: заготовку (3) вращают вокруг продольной оси в помощью валков, сжимающих стенку 3, а ее концевой участок подвергают локальному деформированию формообразующими роликами. Вращающуюся 3 дополнительно перемещают в осевом направлении за счет смещения оси вращения 3 в плоскости (П), перпендикулярной П, проходящей через оси вращения валков на угол α , определяемый, по формуле: α = K•arctg(L/πD) , где: L - величина осевой подачи в мм/об.; D - средний диаметр трубы в мм; K - эмпирический коэффициент, учитывающий осевое проскальзывание 3. Устройство содержит приводной валок, закрепленный на шпинделе, опорный валок, соединенный с приводом его поперечного перемещения, и формообразующий ролик (Р), а также узел смещения оси 3. Узел выполнен в виде люнета, установленного с возможностью перемещения в П, перпендикулярной П, проходящей через оси вращения валков. Формообразующий P установлен неподвижно в радиальном направлении на опорном, либо на приводном валке. Кроме того, устройство содержит дополнительный формообразующий Р. Формообразующие P могут быть выполнены заодно с приводным и опорными валками. Изобретение позволяет расширить технологические возможности формоизменения труб путем уменьшения опасности потери устойчивости 3 и путем использования одного и того же способа и устройства для обжима и раздачи трубы. 2 с. и 4 з.п. ф-лы, 4 ил.
α = K•arctg(L/πD),
где L величина осевой подачи заготовки, мм/об.
D средний диаметр трубы, мм;
K эмпирический коэффициент, учитывающий осевое проскальзывание заготовки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1411080, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 566651, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
