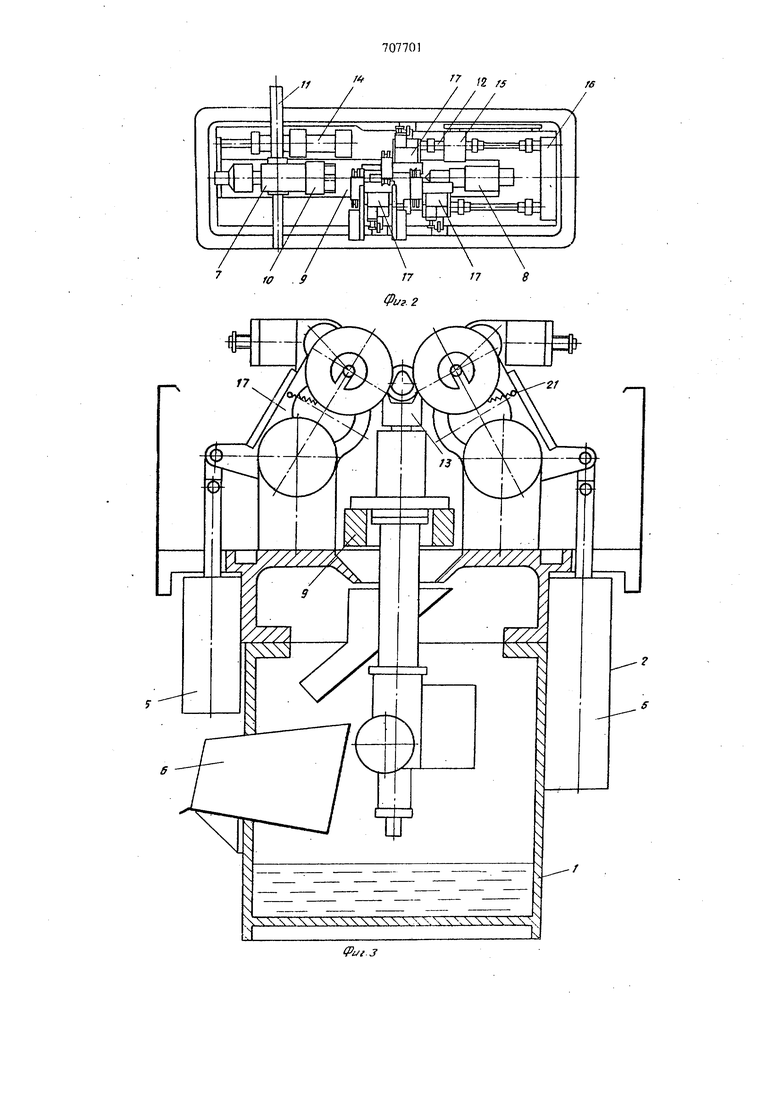
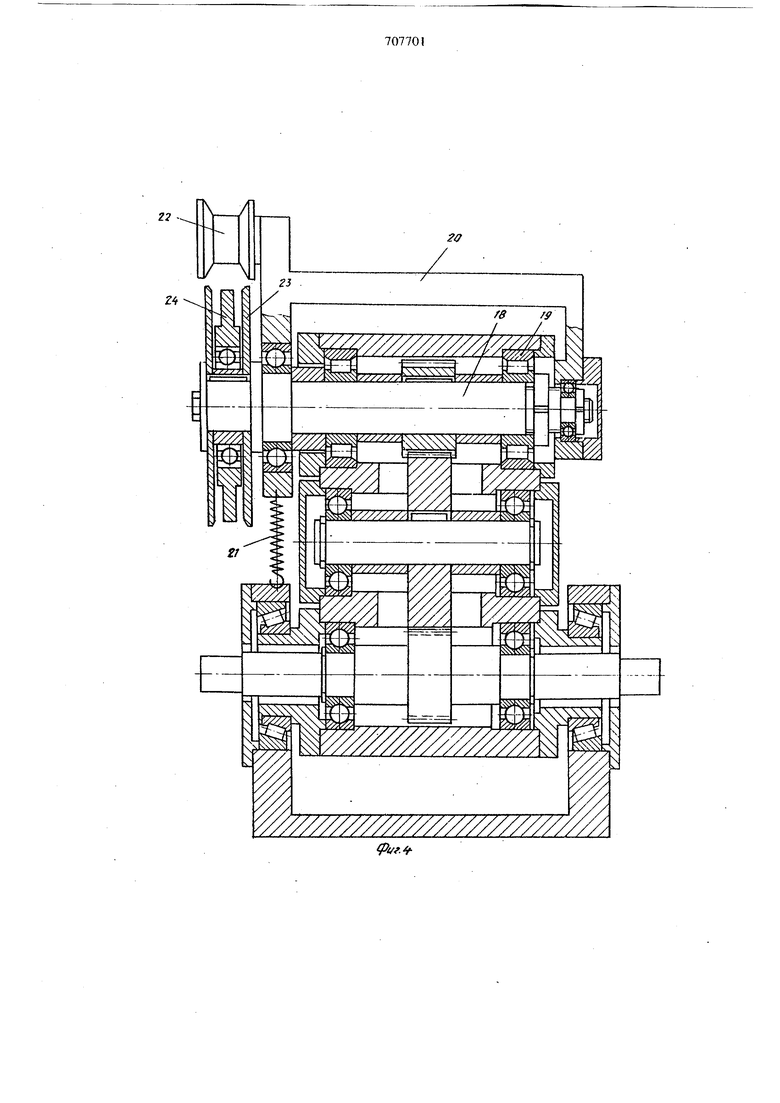
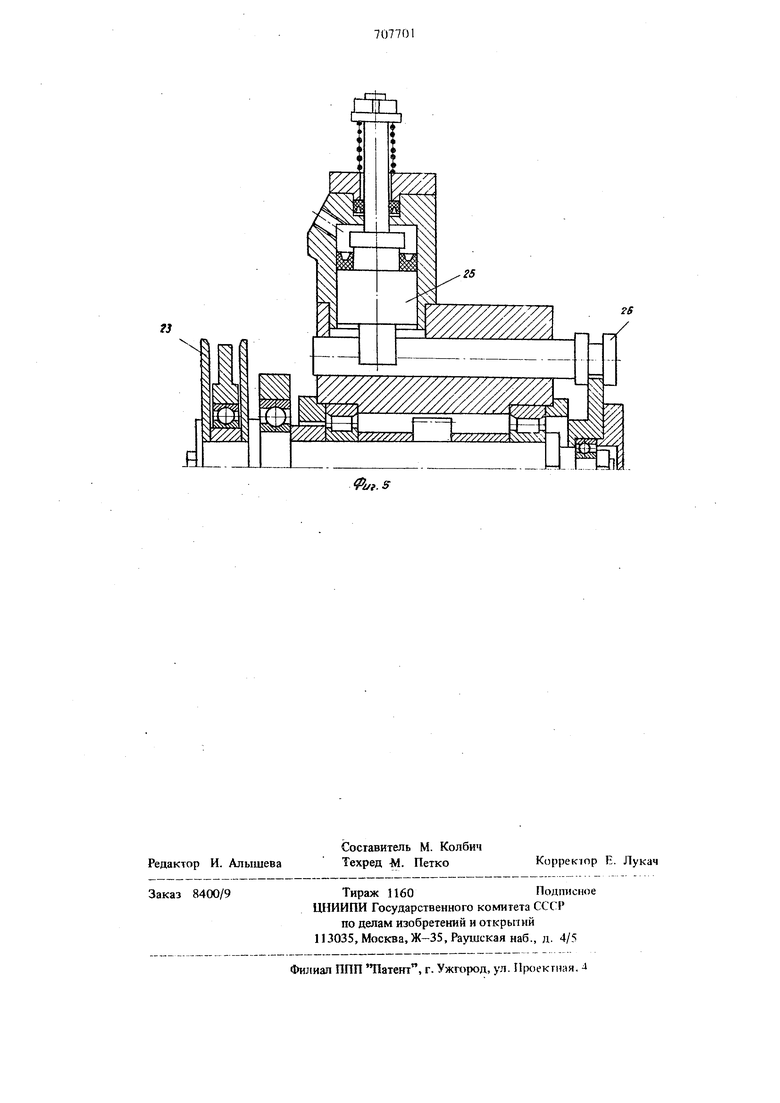
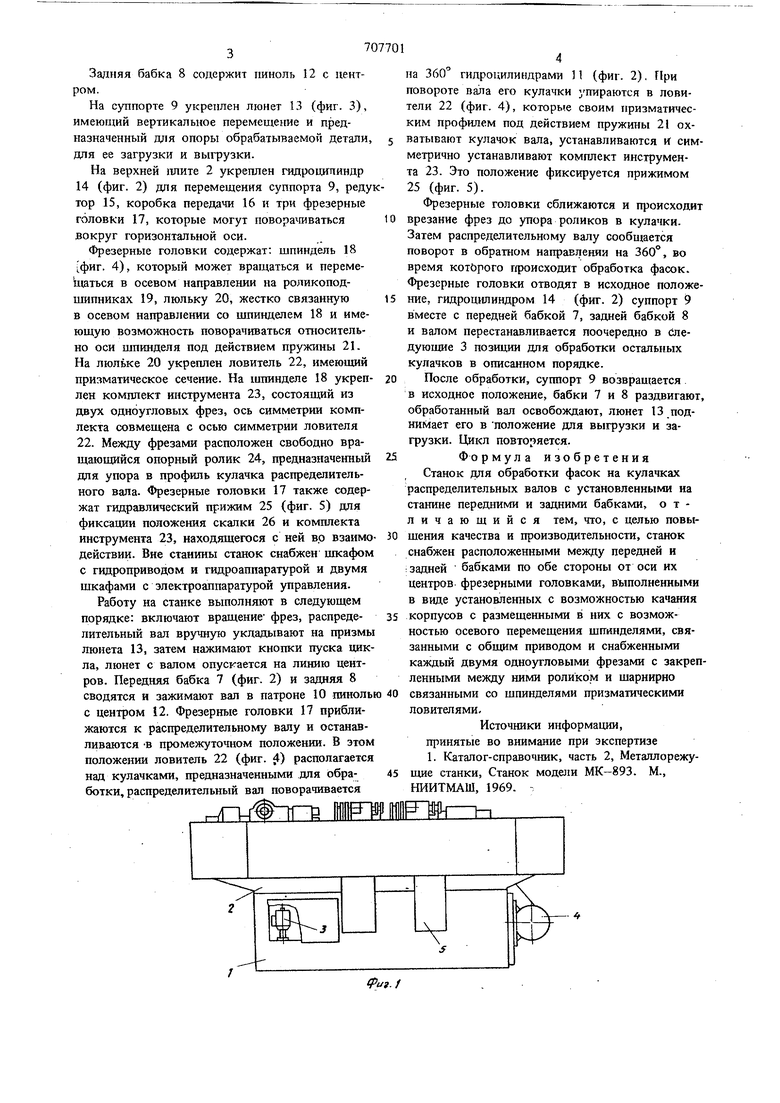
(54) СТАНОК ДЛЯ ОБРАБОТКИ ФАСОК НА КУЛАЧКАХ РАСПРЕДЕЛИТЕЛЬНЫХ ВАЛОВ Задняя бабка 8 содержит пиноль 12 с центром. На суппорте 9 укреплен люнет 13 (фиг. 3), имеющий вертикальное перемещение и предназначенный для опоры обрабатываемой детали для ее загрузки и выгрузки. На верхней плите 2 укреплен падроцияиндр 14 (фиг. 2) для перемещения суппорта 9, реду тор 15, коробка передачи 16 и три фрезерные головки 17, которые могут повораадваться вокруг горизонтальной оси. Фрезерные головки содержат: шпиндель 18 фиг. 4), который может вращаться и переме щаться в осевом направлении на роликоподшипниках 19, люльку 20, жестко связанную в осевом направлении со шпинделем 18 и имеющую возможность поворачиваться относительно оси шпинделя под действием пружины 21. На люльке 20 укреплен ловитель 22, имеющий призматическое сечение. На шпинделе 18 укреплен комплект инструмента 23, состояплий из двух одноугловых фрез, ось симметрии комплекта совмещена с осью симметрии ловителя 22. Между фрезами расположен свободно вращаюпщйся опорный ролик 24, предназначенный для упора в профиль кулачка распределительного вала. Фрезерные головки 17 также содержат гидравлический прижим 25 (фиг. 5) для фиксации положения скалки 26 и комплекта инструмента 23, находящегося с ней во взаимо действии. Вне станины станок снабжен ппсафом с гидроприводом и гидроаппаратурой и двумя щкафами с электроаппаратурой управления. Работу на станке выполняют в следующем порядке: включают вращение фрез, распределительный вал вручную укладывают на призмы люнета 13, затем нажимают кнопки пуска цикла, люнет с валом опускается на линию центров. Передняя бабка 7 (фиг. 2) и задняя 8 сводятся и зажимают вал в патроне 10 пинолью с центром 12. Фрезерные головки 17 приближаются к распределительному валу и останавливаются В промежуточном положении. В этом положении ловитель 22 (фиг. ) располагается над кулачками, предназначенными для обработки, распределительный вал поворачивается г-гг4 Г 5 IFl на 360 гидроцилиндрами П (фиг. 2), При повороте вала его кулачки упираются в ловители 22 (фиг. 4), которые своим призматическим профилем под действием пружины 21 охватывают кулачок вала, устанавливаются и симметрично устанавливают комплект инструмента 23. Это положение фиксируется прижимом 25 (фиг. 5). Фрезерные головки сближаются и происходит врезание фрез до упора роликов в кулачки. Затем распределительному валу сообщается поворот в обратном направленна на 360°, во время которого происходит обработка фасок. Фрезерные головки отводят в исходное положение, гидродилиндром 14 (фиг. 2) суппорт 9 вместе с передней бабкой 7, задней бабкой 8 и валом перестанавливается поочередно в Следующие 3 позиции для обработки остальных кулачков в описанном порядке. После обработки, суппорт 9 возвращается в исходное положение, бабки 7 и 8 раздвигают, обработанный вал освобождают, люнет 13 подниМает его в положение для выгрузки и загрузки. Цикл повторяется. Формула изобретения Станок для обработки фасок на кулачках распределительных валов с установленными на станине перещшми и задними бабками, отличающийся тем, что, с целью повышения качества и производительности, станок снабжен расположенными между передней и : задней бабками по обе стороны от оси их центров фрезерными головками, выполненными в виде установленных с возможностью качания корпусов с размещенными в них с возможностью осевого перемещения шпинделями, связанными с общим приводом и снабженными каждый двумя одноугловыми фрезами с закрепленными между ними роликом и щарнирно связанными со шпинделями призматическими ловителями. Источники информации, принятые во внимание при экспертизе 1. Каталог-справочник, часть 2, Металлорежущие станки. Станок модели МК-893. М., НИИТМАШ, 1969. liH-м
/v
W 9
ПВ
/7 Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ТОКАРНОЙ И/ИЛИ ФРЕЗЕРНОЙ ОБРАБОТКИ РОТОРОВ ТУРБИН И КРУПНОГАБАРИТНЫХ ВАЛОВ | 2015 |
|
RU2606689C2 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |