1
. Изобретение относится к технологическому оборудованию по производству электрических машин, в частности к станкам для продораживания коллекторов электрических машин фрезерованием.
Известны станки для продораживания коллекторов электрических машин, содержащее фрезерный узел, установленный в ползуне, перемещаемом возвратно-поступательно вдоль оси коллектора, и механизм шагового врашения коллектора l.
Из-ва наличия в этих станках одного режущего инструмента их технологические возможности ограничены.
Цепь изобретения - расширить технологические возможности станка за счет выполнения, помимо п{эодораживания, операций по снятию продольных и наклонных фасок на ламелях коллекторов электрических машин.
Это достигается тем, что предложенный станок для продораживания коллекторов электрическпх машин фрезой, закрепленной во фрезерной головке, уста-
новленной на ползуне, перемещаемом возвратно-поступательно вдоль оси коллектора, содержащий- механизм шагового вращения, снабжен резцедержательной головкой с резцом для снятия продольных фасок, установленной на ползуне фрезерной головки, и устройством для снятия наклонных фасок, закрепленным на механизме шагового вращения, который выпол нен в виде корпуса, в средней части которого установлен ползун с оправками для резцов, связанный тягой с ползуном фрезерной головки и осуществляющий возвратно-поступательное движение оправок в направляющих корпуса.
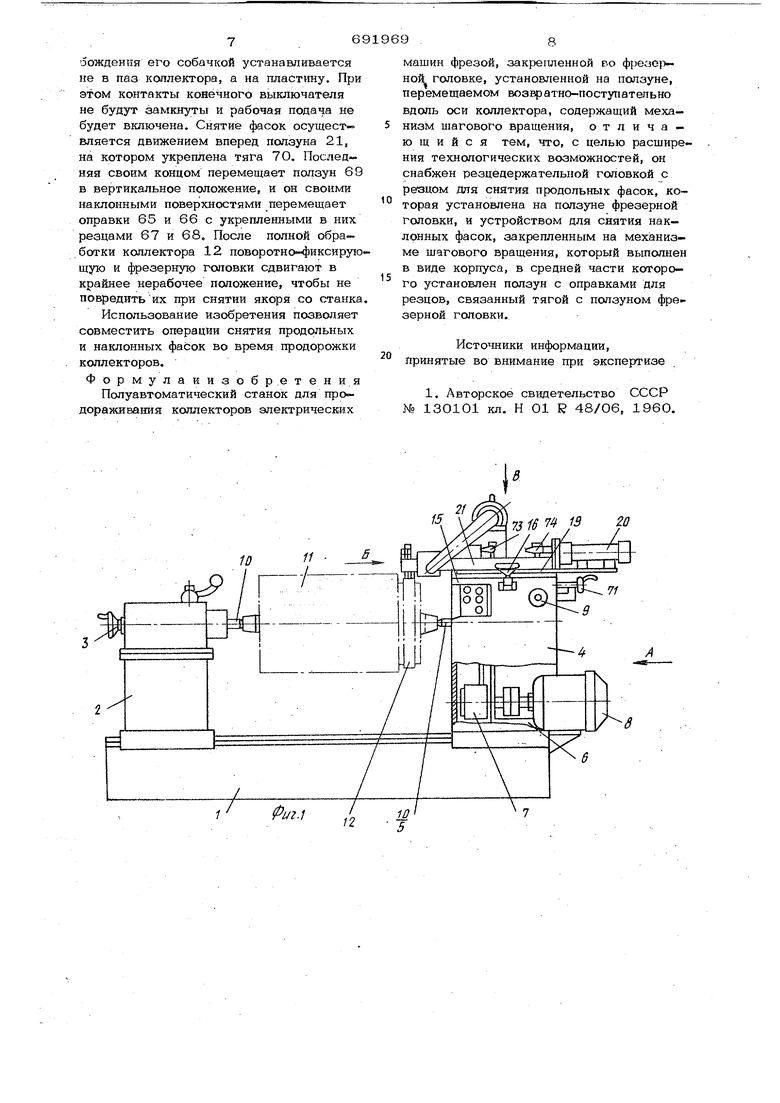
На фиг. 1 схематически изображен
предложенный станок, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на
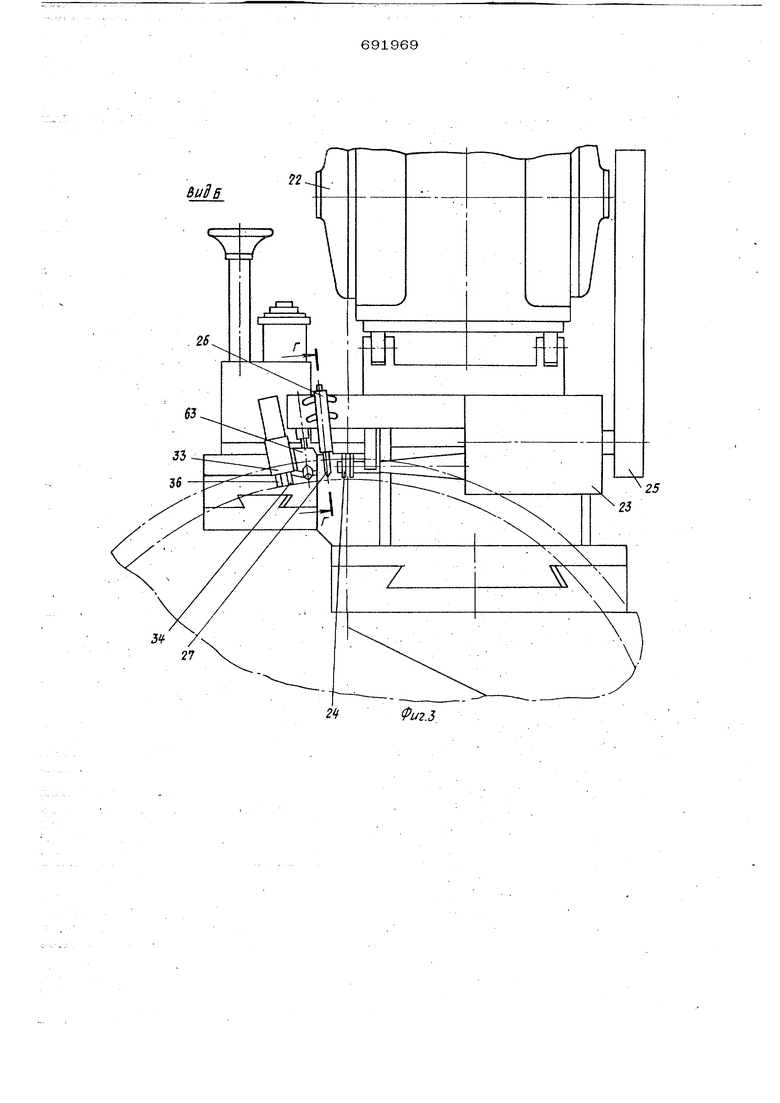
фиг. 3 - вид по стрелке Б на фиг. 1;
на фиг. 4 - вид по стрелке В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 4; на
15ИГ. 7 - Кинематическая схема м.еханизма шагового вращения; на фиг. 8 - разрез на фиг. 7; на фиг. 9 - разрез Ж.. на фиг. 7; на фиг. 1О - фрезерная голов ка; на фиг. 11 - резцфдержательная головка; на фиг. 12 - разрез 3-3 на фиг. 11. Станок состоит из станины 1, задней бабки 2 с зажимным винтом 3, стойки 4 передней бабки - фрезы 5. В передней части станины 1 находится отсек 6 для масла, гидронансос 7с аяектродвигателем 8 и регулятор 9 подачи масла (дрос сель). Задняя бабка 2 и pnqpa 5 служат для установки в центрах 10 обрабатываемого якоря 11 с запрессованным в него коллектором 12. На стойке 4 в направляющих 13 закреплен кронштейн 14 и органы управления станком, расположенные на панели 15. Крсиштейн 14 может перемещаться вертикально в направляющи 13с помощью маховика 16. На кронштей не 14 установлена .каретка 17, имеющая угловое смещение относительно опорной плиты, а следовательно, и относительно центра якоря 11. В горизонтальных направляющих 18 установлен суппорт 19с цилиндром 20 и ползуном 21, на которо закреплены электродвигатель 22, радиаяь но расположенные вокруг коллек1юра фрезерная головка 23 с режущим инструментом 24 () и приводом 25 его вра щения от электродвигателя 22, Устройство для снятия продольных фасок с коллекторных пластин, расположенное в непосредственной близости от режу щего инструмента 24, выполнено в виде оправки 26 с инструментом 27 (резцами). Оправка укреплена болтами 28 в радиально выполненных на ползуне пазах 29. Цилиндр служит для возвратно- оступательного движения ползуна 21. Последний соединен плечом 30 со штангой 31, закрепленной в направлении станины и снабженной рейкой взаимодействующей с шестерней 32, служащей для осевого перемещения поворотно-фиксирующей головки 33, установленной на конце штанги Механизм шагового вращения представ ляет собой поворотно-фиксирующую головку 33 и предназначен для поворота колле тора на определенный угол и фиксации якоря в нужном положении. Он состоит на фиксатора 34, сухаря 35, фиксатора 36 поворотного зацепа и пружин 37 и 38, На тяге 39 закреплено водило 40, которое может передвигаться вдоль тяги в момент настройки. На конце тяги 39 прикреплена собачка 41, подпираемая пружиной 42, фиксатор 34 опирается на собачку 41 защелкой 43, болтом 44 осуществляется регулировка шага вращения коллектора, толкатель 45 укреплен на кронштейне и взаимодействует с катком 46, укрепленным на водиле 40. На поворотно-фиксирующей головке 33 прикреплен механизм блокировки 47. Последний состоит из скобы 48, микропереключателя 49, рычага 50 и регулировочных болтов 51 и 52. Механизм блокировки предназначен для отключения подачи фрезерной головки при неправильном делении якоря поворотнофиксирующей головкой, т. е. устраняет зарез коллектора. Ручка 53 служит для перемещения шпинделя 54 в осевом направлении с помощью пары рейка - шестерня 55 и 56. Для предварительного напряжения к фрезерной головке 23 прикреплена опора 57. второй конец которой снабжен осями 58 и 59 с роликами 6О и 61, взаимодействующими с валом шпинделя 54 фрезерной головки 23. Воз- тяги 39 осуществляется пружиной 62. Реацедержательная головка 63, предназначенная для снятия наклонных фасок, представляет собой корпус 64, прикрепленный к поворотно-фиксирующей головке 33, в пазах которого подвижно укреплены оправки 65 и 66 с резцами 67 и 68, и установлен ползун 69, второй конец которого соединен с тягой 70, укрепленной другим концом на ползуне 21. Настройка и регулировка хода ползуна 21 осуществляются воротком 71, лыжей 72 и концевыми выключателями 73 и 74, связанными электрически с распределителем (не показан), который управляет потоком жидкости, идущей от насоса 7 к цилиндру 20, зажим 75 осуществляет стопорение по окончании наистройки. Станок работает следующим образом. Исходным положением является момент, когда ползун 21 находится в крайнем правом нерабочем положении. В этом положении производится установка и закрепление якоря 11 в центрах 10 зажимным винтом 3. В случае неудобства установки якоря 11 суппорт 19 отводят назад. Зажим якоря в центрах 10 производится винтом 3, так чтобы было обеспечено свободное вращение якоря 11, но без люфтов. Затем отпускают рукоятку эксцентрикового ,зажима 75, маховиком 16 устанавливают необходимую глубину продораживания, регулятором 9 подачи масла (дросселем) устанавливают необходимую скорость подачи подазуна 21. Кнопкой в перед расположенной на яанели 15 подводят фрезы к коллектору 12. Последний с помощью кнопок устанавливают пазом (межламелью) против фрез, установленных на панели 15. Приводится в движение ползун 21, включае ся электродвигатель 22 вращения фрез,/ после продораживания этого паза коллек тор поворачивается следующим пазом(межламелью), и операции повторяются. Так продораживают несколько пазов. Вра щением шестерни 32 вводят поворотнофиксирующую rorroBiqr 33 в зону коллектора и зажимают. При этом водило 40 нажимает на микропереключатель 49 и подготавливает станок к автоматическому режиму рабогы, т. е. нажатием кнопки автомат фре зерная головка 23 автоматически совершает возвратно-поступательное движени При включении кнопки пуск, установ- ленной на панели 15, получают питание электродвигатели 22 и 8, которые приводят в движение режущий инструмент 24 (фрезы) и гидронасос 7. Нажатием кнопки автомат, установленной на па- нели 15, включается распределитель, и рабочая жидкость (масло) поступает в / заднюю полость цилиндра 20, поршень которого двигает вперед ползун 21 с фрезерной головкой 23, резцедержательной головкой 63 и устройством для снятия продольных фасок в виде оправок 26. В конце хода ползуна 21 лыжа 72 нажимает на концевой выключатель 73, который переключает распределитель. Последний направляет масло в переднюю полость гидроцилиндра 2 О, поршень при этом двигает ползун 21 с фрезерной головкой 23 назад. Последняя в конце хода своей лыжей 7 2 нажимает на концебой выключатель 74 Я дает команду на рапре- делитель, который срабатывает, и цикл повторяется. Длину хода суппорта 19 можно регулировать перестановкой лыжи 72, концевых выключателей 73 и 74, воротка 71. При пользовании последним отжимают рукоятку эксцентрикового зажима 78, а по окончании регулировки хода - зажимают. После ввода поворотно-фиксирующей головки 33 в зону коллектора 12 настраивают фиксаторы 34 и 36 на паз коллектора. Устройство для снятия продольных фасбк с оправками настраивают перед пуском станка на автоматический режим работы, после чего настраивают резцодержательную головку 63 для снятия наклонных фасок. Поворотно-фиксирующая головка 33 и механизм блокировки работают следующим образом. Как только фрезы 24 выйдут из зоны коллектора 12, толкатель 45 находит на каток 46, водило 40 и тяга 39 начинают двигаться. На конце тяги прикреплена на оси собачка 41, которая двигаясь вместе с тягой 39, находит на скос защелки 43, поднимается и поднимает фиксатор 34 из паза коллектора 12. Последний регулировочным болтом 52 нажимает на рычаг 50, который воздействует регулировочным болтом 51 на микропереключатель 49, размыкающий электрическую цепь рабочей подачи фрезерной гоповки 23. Но подача холостого хода продолжается и, следовательно, продолжает двигаться собачка 41. Как только фиксатор поворотного зацепа 36 полностью выходит из паза коллектора, тяга упирается в болт 44 сухаря 35. Сухарь движется, а вместе с ним движется и фиксатор поворотного зацепа 36, поворачивая коллектор 12. При повороте коллектора фиксатор 34 поднят т. е. собачка скользит по прямому участку защелки 43. В конце поворота собачка освобождает кронщтейн, фиксатор 34 под действием пружины 37 опускается, попадает в следующий паз -. коллектора, освобождает рычаг 50 механизма блокировки, и контакты микропереключателя 49 замыкаются. Одновременно лыжа 72 нажимает на задний конечный выключатель 74, который дает команду на осуществление рабочей подачи. Ползун 21 с фрезерной головкой движется вперед, и толкатель 45 освобождает каток 46., Тяга 39 и сухарь 35 под действием пружин 62 двигаются в исходное положение. При этом благодаря скосу на фиксаторе 34 и пружине 42 фиксатор проскакивает коллекторную пластину и становится в паз, в которой находится фиксатор поворотного зацепа 36. Сухарь 35 при этом упирается в корпус и дальше не двигается.. Благодаря пружине 62 тяга продолжает двигаться и собачка 41 за счет пружины проскакивает защелку 43, не преподнимая ее. Затем движение тяги 39 прекращается, т. е. поворотнофиксирующая головка устанавливается в исходное положение. Если же коллектор поворачивается на величину не равную щагу коллектора, фиксатор после освобождения его собачкой устанавливается не в паз коллектора, а на roiacTvray. При этом контакты конечного вьпшючателя не будут замкнуты и рабочая подача не будет включена. Снятие фасок осущест- вляется движением вперед ползуна 21, на котором укреплена тяга 70. Послед-. няя своим концом перемещает ползун 69 в вертикальное положение, и он своими наклонными поверхностями перемещает оправки 65 и 66 с укрепленными в них резцами 67 и 68. После полной обработки коллектора 12 поворотно-фиксирующую и фрезерную головки сдвигают в крайнее нерабочее положение, чтобы не повредить их при снятии якоря со станка
Использование изобретения позволяет совместить операции снятия продольных и наклонных фасок во время продорожки коллекторов.
Фор мула иизобре тения Полуавтоматический станок для продорансивания коллекторов электрических
IvIaшин фрезой, закрепленной во фрезс| Hoi головке, установленной на ползуне, перемещаемом возЕЦэатно-поступательно вдоль оси коллектора, содержащий ме.ханизм шагового вращения, отличающийся тем, что, с целью расщирения технологических возможностей, он снабжен резцёдержа тельной головкой с Р03ЦОМ для снятия продольных фасок, которая установлена на ползуне фрезерной головки, и устройством для снятия наклонных фасок, закрепленным на механизме шагового вращения, который выполнен в виде корпуса, в средней части которого установлен ползун с оправками для резцов, связанный тягой с ползуном фрезерной головки.
информации. Принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 130101 кл. Н 01 R 48/06, 1960.


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для продораживания коллекторов электрических машин | 1984 |
|
SU1277270A1 |
| Станок для продораживания коллекторов электрических машин | 1987 |
|
SU1494079A1 |
| СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2001 |
|
RU2219625C2 |
| Станок для автоматического продораживания коллекторов электрических машин | 1980 |
|
SU955304A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОГО ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2088008C1 |
| Устройство для продораживания коллекторов электрических машин | 1987 |
|
SU1525788A1 |
| Устройство для продораживания коллекторов электрических машин | 1980 |
|
SU904052A1 |
| АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ ЯКОРНЫХ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2005 |
|
RU2291763C1 |
| Полуавтоматический станок для продороживания коллекторов якорей электрических машин | 1961 |
|
SU140873A1 |
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖКИ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2116871C1 |




73 16 7 J3 20
-УТЛ
-..±±
иг.2
