(54) СПОСОБ ЭЛЕКТРОДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ
3 .707
корневого шва составляла 10 мм. Дальнейшее заполнение разделки производллось ленточным электродом, сечением 20x0,7 мм по программе, представленной в таблице -(позиции проходов 4,5 и 6 показаны на фиг.1).
Учитывая указанные закономерности горения дуги на ленте и необходимость обеспечения равномерного максимального проплавления при сварке первого слоя, длина короткой сторо ы Ь V-образного профиля должна быть равна длине активного пятна дуги. При соблюдении этого условия сварочная дуга не блуждает вдоль короткой стороны профиля, в ре- зуяьтате чего обеспечивает равномерное качествейное сплавление с нескошенной кромкой и с предьщущим валиком. ,
В приведенном примере длина короткой стороны а профиля при сварке первого слоя
равна 3 мм, при сварке второго слоя - 6 мм, при сварке третьего слоя - 10 мм. В общем случае она определяется током, полярностью и толщиной ленточного электрода.
Протяженность длинной стороны Ь V -образного профиля зависит от требуемой щирины шва и ширины ленты. На длинной стороне может существовать одна дуга с активным пятном, занимающим поверхность всего торца электрода, а также одна или несколько перемещающихся дуг с активными пятнами, длина которых меньше длины стороны V-образного профиля.
В приведенном примере длинная сторона Ь V-образного профиля равнялась 17 мм в первом, 14 мм во- втором и 10 мм в третьем случае.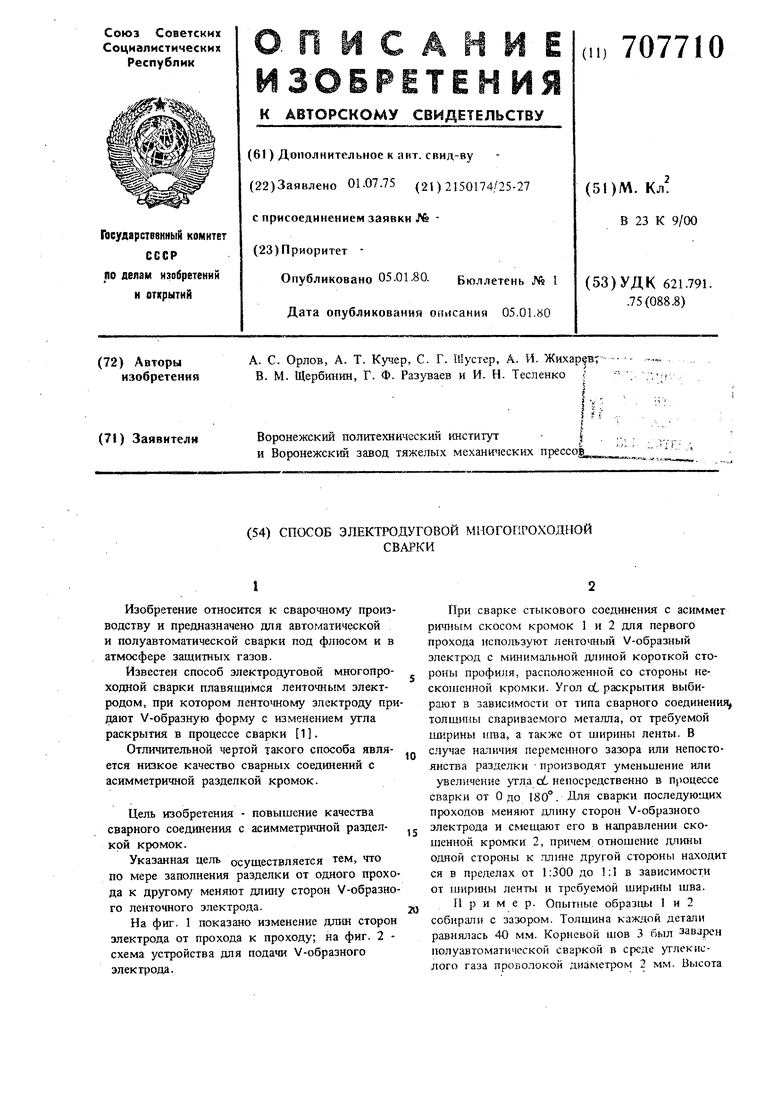
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки ленточным электродом | 1991 |
|
SU1776520A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 2004 |
|
RU2272700C1 |
| Способ дуговой сварки | 1988 |
|
SU1542739A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ электрической дуговой сварки | 1977 |
|
SU725834A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
420x0,7 V-образн. несимметричная90° 6 14 5520x0,7 та же 120 10 10 620x0,7 V-образн. симметричная
ФорМулаизобретения
Способ электродуговой многопроходной сварки плавящимся .ленточным электродом, при котором ленточному электроду придают V-образную форму с изменением угла раскры-; тия в процессе сварки, о тличающийс я тем, тго, с целью повышения качества 1:5,66 1:233 1:1
сварного соединения с асимметричной разделкой кромок, по мере заполнения разделки от одного прохода к другому меняют дл1шу сторон V-образного ленточного электрода.
Источники информации, принятые во внимание при экспертизе
