1
Изобретение относится к области электрофизических методов и касается устройства для обработки крупногабаритных деталей секционным электродоминструментом.
Известны устройства для электроэрозионной .обработки крупногабаритных деталей, включающие многоконтурный электрод-инструмент, состоящий из отдельных элементов-секций, раздео1енных между собой и включенных в параллельные силовые электрические контуры. Из-за малой величины межэлектродного зазора, особенно на чистовых режимах и большой протяженности путейудаления продуктов обработки, эти устройства не обеспечивают стабильную электроэрозионную, обработку.
Известно устройство для электроэрозионной обработки, включающее секционный электрод-инструмент с автономн1 1и механизмами подачи секций, выполненньми в виде электромагнитов, электрически связанных с пультом управления .
Это устройство обладая простото и надежностью ограничено по запасу числа команд, и не позволяет автома-
тически изменять комбинации программ работы секций электродов-инструментов.
Целью изобретения является осуществление автоматической смены комбинаций секций и увеличения запаса числа команд.
Это достигается тем, что в устройство для электроэрозионной обработки крупногабаритных деталей,включающее
0 секционный электрод-инструмент с автономными механизмами подачи секций, выполненными в виде электромагнитов, электрически связанных с пультом управления, в пульт управления введен 5 блок формирования команд, содержащий генератор прямоугольных импульсов, подключенный к блоку формирования импульсов, выход которого соединен со входом блока распределения команд
0 электрически связанного с блоком управления электродами, с выходами которого связаны упомянутые электромагниты.
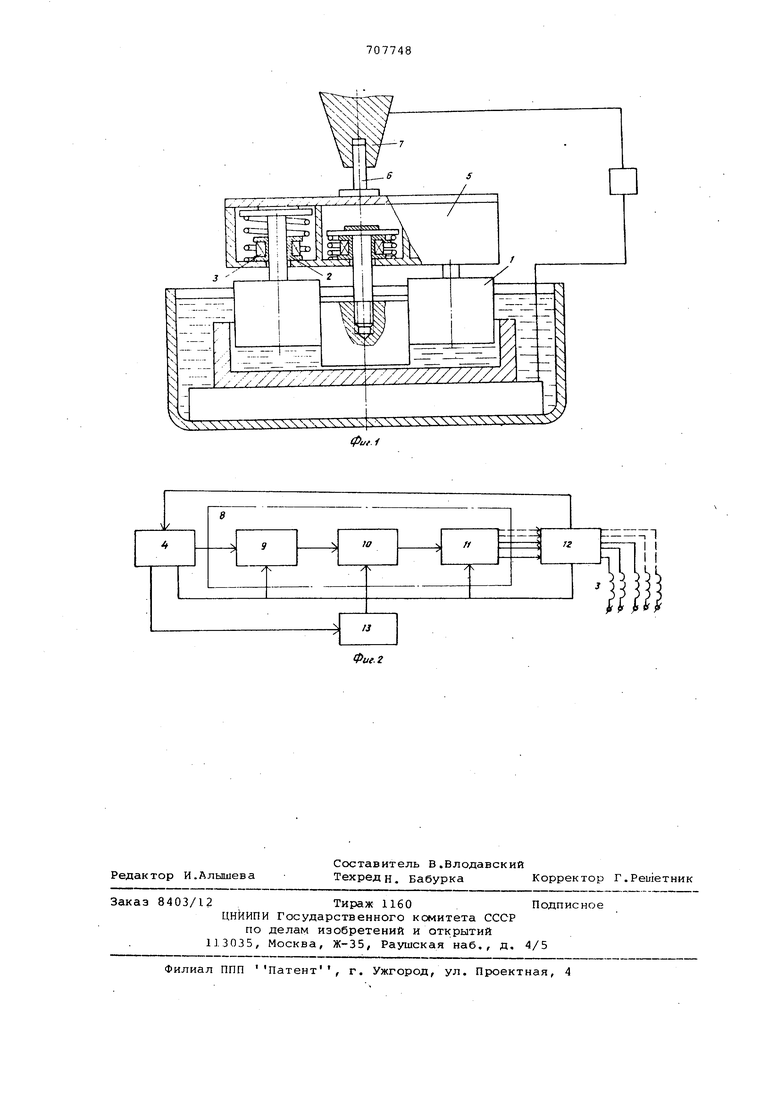
На фиг,1 схематически изображено
5 устройство; на фиг.2 - блок-схема программного-регулятора подачи электродов.V
Устройство содержит секционный электрод-инструмент, состоящий из
0 секций 1, электромагниты 2, обмотки 3, пульт управления 4, корпус 5, хвостовик б, электрододержатель 7, блок формирования команд 8, задающий генератор прямоугольньлх импульсов 9, блок формирования импульсов 10, блок распределения команд 11, блок управления электродами 12, исочник питания 13., Для подготовки устройства к рабо необходимо включить блок питания, нажать кнопку Сброс, это приводит к включению 1-№ команды и подго товке схемы к работе, нажать кнопку Пуск - происходит подключение задающего генератора прямоугольных импульсов 9 и начинает работу блок формирования импульсов 10, включить регулятор подачи. Набор комбинаций работы секций по порядку их следования набирается на пульте управления переключателями. Программный регулятор подачи сек ций электрода-инструтиента обеспечивает автоматическую схему комбинаций для п электродов в К кома дах, следующих через время t , кото рое можно регулировать в пределах времени от tg до tj. Период следования команд определяет блок формирования импульсов 10 Его импульс управляет блоком распре деления импульсов 11, который обес печивает последовательность подачи команд и их цикличность. Для получения переменного периода следования команд от 1 мин. до 15 ми используется задающий генератор прямоугольных импульсов 9 с перемен ной частотой от 10 до 150 Гц и ампли тудой 5В, иI 1пyльcы с которого управ ляют работой счетчика на 9000 разрядов ... После поступления на вход счетчи ка 9000-го импульса на выходе счетчи ка появляется импульс, который идет на вход блока распределения команд. Период следования импульсов с выхода, счетчика при подаче на вход импульсов с частотой от 10 Гц до 100 Гц изменится от 1 мин до 15 мин Блок распределения соманд На 3 команды для п э.пектролов, состои из счетчика на 3 paspfu a и трех дешифраторов соответствующих команд. Для обеспечения К команд необходимо в блоке формирования команд построить счетчик на К-разрядов и построить дешифраторы для выделения соответствующих -команд. Для расширения диапазона времени подачи ко1анд необходимо расширить диапазон частот задающего генератора или же построить счетчик формирования импульсов на другое число разрядов . Подъем и опускание секций электрода-инструмента происходит незави.симо от работы регулятора подачи электроэрозионного станка, хотя работают они совместно. Проведенные испытания устройства указали на значительное увеличение запаса числа комбинаций работы электродов следующих в заданной последовательности с определенныг/ периодом следования, при этом осуществляется автоматическая смена комбинаций Секций в процессе работы электродаинструмента. Формула изобретения Устройство для электроэрозионной обработки крупногабаритных деталей, включающее секционный электрод-инструмент с автономными механизмами подачи секций, выполненными в виде электромагнитов, электрически связанных с пультом управления, о т л и чающеесятем, что, с целью осуществления автоматической смены комбинаций секций и увеличения запаса числа команд, в пульт управления введен блок формирования команд, содержащий генератор прямоугольных импульсов, подключенный к блоку формирования импульсов, выход которого соединен со входом блока распределения команд, электрически связанного с блоком управления электродами, с выходами которого связаны упомянутые электромагниты. Источники информации, принятые во внимание при экспертизе 1. Сосенко А.Б. и др. Электроэрозионная обработка крупных ковочных и вырубных штампов . Станки и инструмент , б, 1974, с.25-26.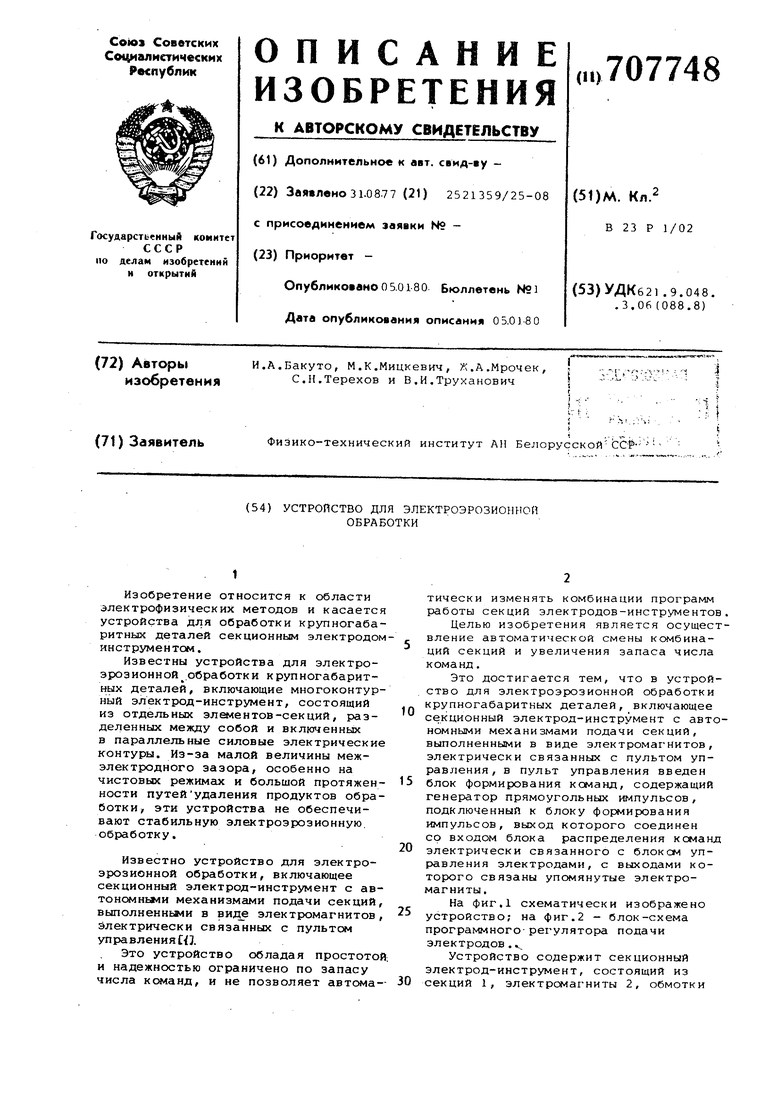
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки | 1977 |
|
SU751555A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Устройство для электроэрозионной обработки | 1978 |
|
SU936797A3 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОДИСПЕРСНЫХ ПОРОШКОВ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2010 |
|
RU2449859C2 |
| Способ импульсной обработки продуктивного пласта при добыче углеводородного сырья и система управления, его осуществляющая | 2019 |
|
RU2705676C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |