(54) УСТРОЙСТВО ДЛЯ ПРИВОДА НАГРЕВАТЕЛЬНЫХ ПРИЖИМОВ К МАШИНАМ ДЛЯ УПАКОВКИ В ПЛЕНКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для привода нагревательныхпРижиМОВ K МАшиНАМ для упАКОВКиВ плЕНКу | 1979 |
|
SU806539A2 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
| Упаковочная машина | 1983 |
|
SU1395546A1 |
| УПАКОВОЧНАЯ МАШИНА | 2006 |
|
RU2318708C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ И ПОПЕРЕЧНОЙ СВАРКИТРУБКИ, | 1968 |
|
SU218728A1 |
| Устройство для образования поперечных швов на пакетах | 1979 |
|
SU781115A1 |
| Устройство для упаковки в пленку штучных предметов | 1981 |
|
SU950596A1 |
| УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2131833C1 |
| Механизм для перемещения толкателя купАКОВОчНОй МАшиНЕ | 1979 |
|
SU835888A1 |
| Устройство для формирования и упаковки пачек бумаг в рукавный термосклеивающийся материал | 1984 |
|
SU1191361A1 |
Изобретение относится к упаковочной технике, а именно к устройствам для привода нагревательных прюкимоз, сваривающих пленки. Оно может быть использовано в высокопроизводительных горизонтально-линейных автоматах непрерьшного действия, работающих на любом упаковочном материале, для термоимпульсной сварки гребешковых поперечных швов симметричных пакетов в случаях, когда необходимо выдержать требуемое время сварки и охлаж 1ения нша, получить пакет с заданными размерами концов (в том числе и обтянуть изделие упаковочным материалом),.а также когда надо обеспечить неподвижность предыдущего пакета или цепочки пакетов во время формирования конца пакета.
Сформованный в специальном устройстве рукав упаковочного материала с находящимися внутри изделиями движется равномерно. Поперечный щов в горизонтально-линейных автоматах сваривается нагревателями, пережимающими рукав между изделиями. При этом они сваривают задний (по направлению движения рукава) щов предьщущего пакета и передаий щов последующего пакета.
Известны применяемые в машинах для упаковки устройства для привода нагревательных прижимов, в состав которых входят нагревательные прижимы, установленные на стержнях, вьщолненных с роликами на противоположныхконцах, копиры для взаимодействия с ролика-, ми, режущий инструмент и механизм перемещения ПрИЖН|МОВ 1.
В этих устройствах механизм перемещения прижимов представляет собой равномерно движущиеся цепи, к которым с заданным щагом прикреплены нагревательные прижимы. При их работе нагревательные прижимы пережимают рукав упаковочного материала, находящийся между цепями. Во время сварки поперечного шва пакетов ролики контактируют с прямолинейным участком копира. Однако такие устройства недостаточно надежны в случае перемещения материала с повышенной скоростью.
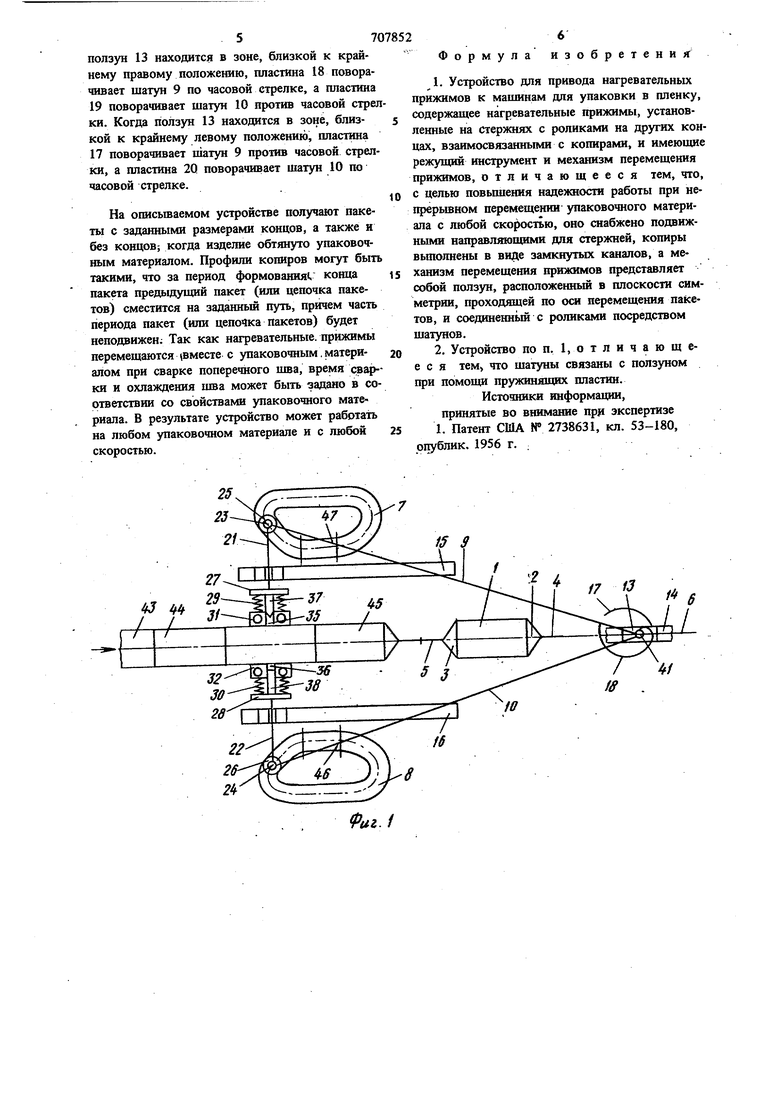
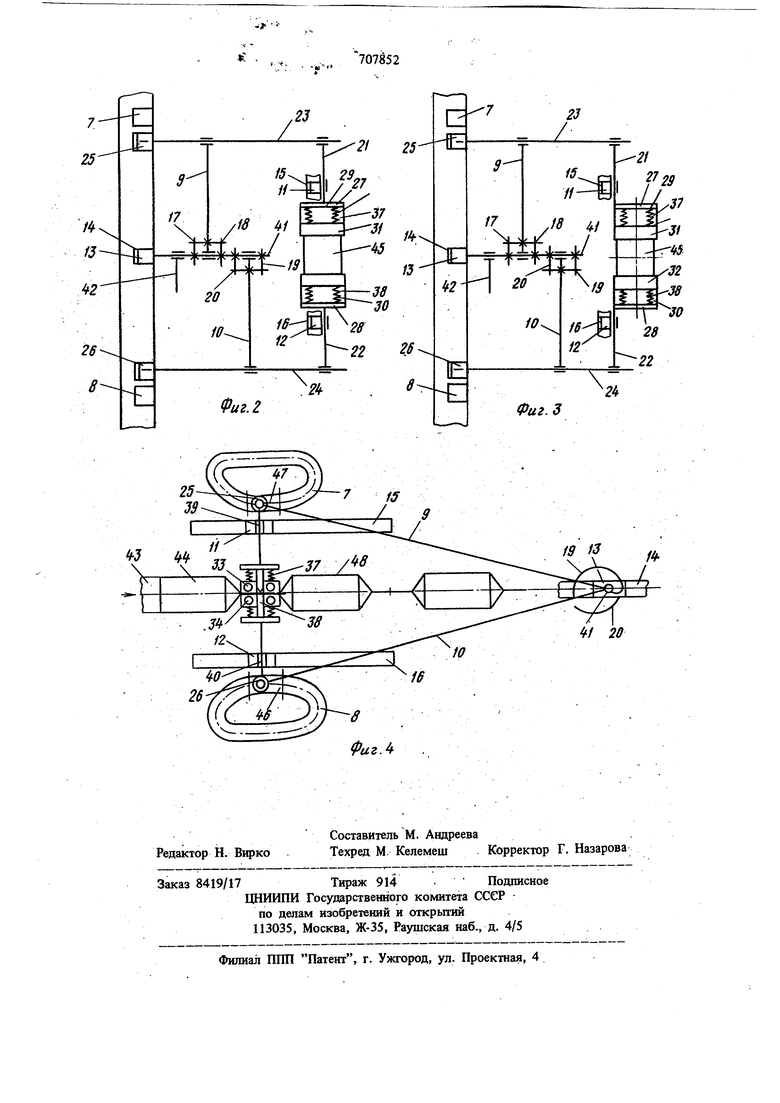
С целью повышения надежности в работе при непрерывном перемещении упаковочного материала с любой скоростью предлагаемое устройство снабжено подвижными направляющими для стержней, копиры выполнены в виде замкнутых каналов, механизм перемещения при жимов выполнен в внде ползуна, расположенного в плоскости симметрии, проходящей по оси перемещения пакетов; При этом ползун соединен с роликами, установленными на стержнях; посредством щатунов. Последние целесообразна связать с ползуном при помощи пружинящих пластин. На фиг. i схематично изображено предлагаемое устройство для привода нагревательных прижимов в момент касания прижимами упаковочного материала; на фиг. 2 - то же, вид сбоку {стержни прикреплены к середине пластин) ; на фиг. 3 - то же (стержни прикреплены к краю пластин); на фиг. 4 - устройство во время сварки и охлаждения поперечного щв Предлагаемое устройство для привода нагревательных прижимов предназначено для мащин для упаковки изделий в пленку, в частности для горизонтальных упаковочных автоматов. Последаше упаковывают изделия в симметричные пакеты. Пакет (см. фиг. 1) состоит из основной части 1, размеры которой совпадают с размерами упаковываемого изделия, и концов 2 и 3 и выполнен с поперечными 4 и 5 и продольными (на схеме не показан) щвами. Готовые пакеты могут бьйь отделены один от другого, а могут быть сварены цепочкой (см. фиг и 4). Устройство для прив1ода нагревательных прижимов симметрично относительно продольной оси 6 симметрии пакетов и содержит нагревательные прижимы, копиры 7, 8, шатуны 9, 10, ползуны 11, 12 и 13, неподвижные направляющие 14, 15 и 16 и пружинящие пластины 17, 18 и 19, 20, жестко соединенные с ползуном 13. Нагревательные прижимы состоят из стержней 21 и 22, установленных на одних их концах осей 23 и 24 с роликами 25, 26 и жестко закреш1ен1п 1х на их других концах пластин 27 и 28, пружин 29 и 30 и корпусов 31 и 32 U нагревательньпйи 33 и охлаждающими 34 эле ментами. Стержни 21 к 22 могут быть соединены с пластинами 27 и 28 как по середине так н по краям. Ролики 25 и 26 взаимодействуют с копирами 7 и 8, выполненными в виде замкнутых каналов. Ползун 13 расположен в плоскости симмет рии, проходящей по оси перемещения пакетов, и вместе с шатунами 9 и 10 представляет собой механизм перемещения прижимов. Нагревательные 33 и охлаждающие 34 элементы могут находиться как в разных корпусах, так и в одном общем корпусе. Охлаждающие элементы необязательны. В корпусах 31 и 32 прижимов имеются прорези 35, 36 для режущего механизма - ножа 37 и подкладки. 38. Если пакеты не отделяют друг от друга, а сваривают цепочкой, то вместо ножа устанавливают перфоратор В ползунах II и 12 имеются отверстия 39 и 40, в которых скользят cтepжни 21 и 22 прижимов. Сами ползуны перемещаются по направляющим 15 и 16. Ползун 13 имеет ось 41. Перемещаться ползун может любым механизмом 42, обеспечивающим заданный закон движения нагревательных прижимов. Когда ползун 13 находится в крайнем левом положении (см. фиг. 1 и 4), нагревательные прижимы разведены. При перемещении ползуна вправо прижимы сходятся, и касаются рабочими поверхностями движущегося рукава 43упаковочного материала между изделиями 44и 45. С этого момента начинается формование заднего (по направлеиию движения рукава) конца 3 предьщущего пакета и переднего конца 2 последующего пакета (см. фнг.1). За период-формования конца пакета нагревательные прижимы пережимают рукав и корпуса 31 н 32 зажимают упаковочный материал. При дальнейщем движении ползуна 13 вправо в вертикальном направлении перемещаются уже только стержни 21 и 22. Пластины 27 и 28 сжимают пружины 29 и 30, а нож 37 (нли перфоратор) и подкладка 38 сближаются, перемещаясь в прорезях 35 и 36. К моменту, когда ролики 25 и 26 переходят на горизонтальные участки 46 и 47 копиров 7 и 8 (см. фиг. 4), пружины сжаты таким образом, что создают необходимое давление для сварки, а нож прижат к подкладке. Когда ролики катятся по горизонтальным участкам копиров, в нагревательные элементы 33 поступает ток, достаточный для сварки поперечного щва. Затем поперечный шов остывает при сомкнутых корпусах 31, 32. Чтобы ускорить охлаждение щва в элементы 34 подают, например, холодную воду. Одновременно со сваркой разрезают или перфорируют поперечный шов. После окончания охлаждения поперечного шва (а в ряде случаев и немного раньше) ролики начинают подниматься по копирам. При этом сначала разжимаются пружины, а затем расходятся корпуса, освобождая готовый пакет 48. При перемещении ползуна 13 влево нагревательные прижимы расходятся и корпуса 31 и 32 не задевают рукав 43 пленки. Так как стержни 21 к 22 скользят в отверстиях 39, 40 ползунов И, 12 и.в то же время перемещают ползуны по неподвижным направляющим 15, 16, движущиеся прижиМЬ1 не поворачиваются на осях 23, 24. Когда 57 ползун 13 находится в зоне, близкой к крайнему правому положению, пластина 18 поворачивает шатун 9 по часовой стрелке, а пластина 19 поворачивает шатун 10 против часовой стре ки. Когда ползун 13 находится в зоне, близкой к крайнему левому положению, пластина 17 поворачивает шатун 9 против часовой стрел ки, а пластина 20 поворачивает шатун 10 по часовой стрелке. На описьшаемом устройстве получают пакеты с заданными размерами концов, а также и без КОНЦОВ; когда изделие обтянуто упаковочным материалом. Профили копиров могут быть такими, что за период формования, конца пакета предыдущий пакет (шш цепочка пакетов) сместится на заданный путь, причем часть пернода пакет (или цепочка пакетов) будет неподвижен; Так как нагревательные, прижимы перемещаются (Вместе с упаковочным. материалом при сварке поперечного иша, время сварки и охлаждения шва может быть задано в соответствии со свойствами упаковочного материала. В результате устройство может работать на любом упаковочном материале и с любой скоростью.
Фи1.1 2 рмула изобретение 1. Устройство для привода нагревательных прижимов к машинам для упаковки в пленку, содержащее нагревательные прижимы, установленные на стержнях с роликами на других концах, взаимосвязанными с копирами, и имеющие режущий инструмент и механизм перемещения прижимов, отличающееся тем, что, с целью повьпиення надежности работы при не1ферывном перемещении упаковочного материала с любой скоростью, оно снабжено подвижными направляющими для стержней, копиры вьшолнены в виде замкнутых каналов, а механизм перемещения прижимов представляет собой ползун, расположенный в плоскости симметрии, проходящей по оси перемещения пакетов, и соединенньш с роликами посредством шатунов. 2. Устройство по п. 1, о т л и ч а ю щ ее с я тем что щатуны связаны с ползуном при помощи пружиняиок пластин. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2738631, кл. 53-180, рпублик. 1956 г.
