(54) СПОСОБ ПЕРЕПЛАВА МЕЛКОКУСКОВОГО СКРАПА
ванны, а также быстрое загустевание шпака по периферии ванны, т.е. в том месте, куда предусматривается шихты, приводящие к еще большему снижению производительности Кроме того наличие постоянной высо} отемпературной зоны между электродами приводит к увеличению угара металла, накапливаемого под шлаком.
Целью изобретения является увеличение производительности процесса, уменьшение удельного расхода электроэнергии и угара металла при переплаве мелкокускового скрапа в электродуговой печи.
Поставленная цель достигается тем, что в способе переплава мелкокускового скрапа, включающем непрерывную или периодическую загрузку металла отдельно или.в смеси с .углеродсодержащим восстановителем, алюминием и флюсами в расплавленную в электродуговой печи шлаковую ванну, нагреваемую погруженными в нее электродами, при подаче скрапа по периферии ванны вне зоны действия электрической дуги, плавление металла за счет тепла шлака, прохождение расплавленного металла через шлак, рафинировку металла вторичным шлаком, образование под шлаком расплавленной ванны металла при соотношении металлшлак около 0,1р шлак в ванне перемешивают факелом полного горения, подаваемым в зону между электродами и в зону между боковой стенкой печи и электродами по касательной к образующей ванны со стороны, противоположной загрузке шихты, причем 3540% мощности факела подают в зону между электродами,. а оставшуюся в зону между боковой стенкой печи и электродами.
Преимущество предлагаемого способа переплава мелкокускового скрапа перед известным заключается в повышении производительности и снижении расхода энергии в связи с тем, что шлаковая ванна, в которой плавится металл, одновременно нагревается электрической дугой и перемешивается высокотемпературными продуктами сгорания топлива, позволяя сократить плавления металлолома. Кроме того, направление части (до 40%) продуктов сгорания в зону между.электродами усредняет температуру шлаковой ванны, что снижает угар металла в зоне электрических .дуг.
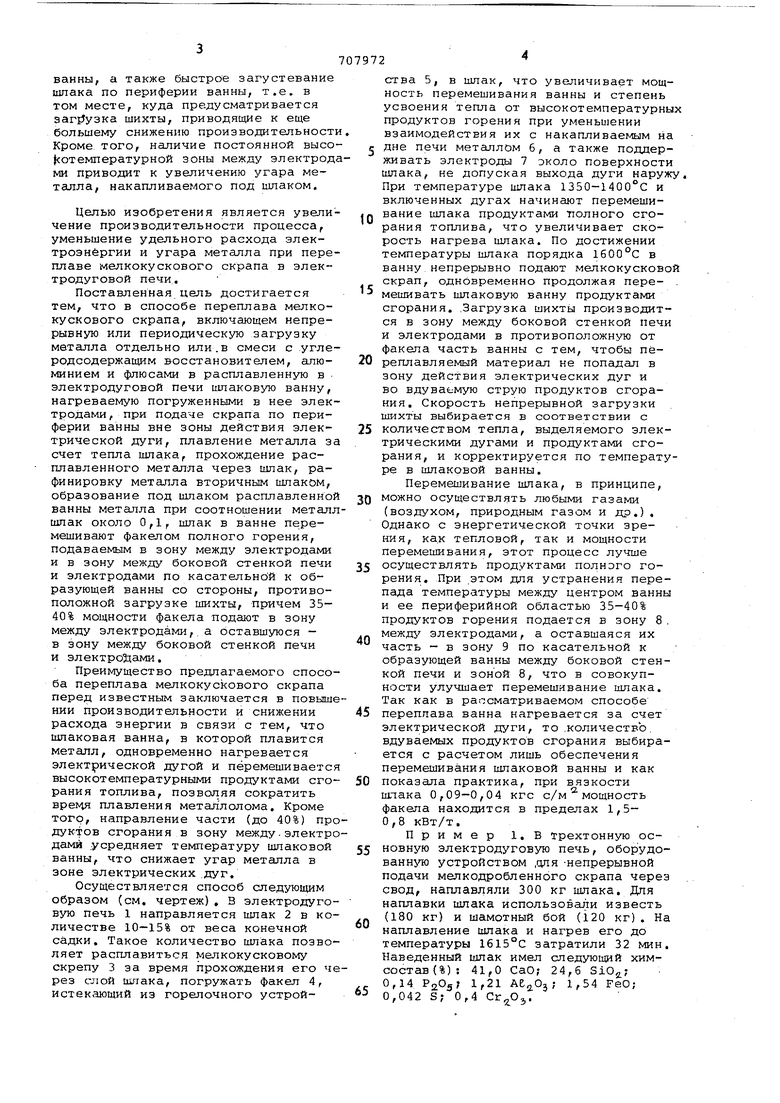
Осуществляется способ следующим образом (см. чертеж), В электродуговую печь 1 направляется шлак 2 в количестве 10-15% от веса конечной садки. Такое количество шлака позволяет расплавиться мелкокусковому скрепу 3 за время прохождения его через слой шлака, погружать факел 4, истекающий из горелочного устройства 5, в шлак, что увеличивает мощность перемешивания ванны и степень усвоения тепла от высокотемпературны продуктов горения при уменьшении взаимодействия их с накапливаемым на дне печи металлом 6, а также поддерживать электроды 7 эколо поверхности шлака, не допуская выхода дуги наруж При температуре шлака 1350-1400°С и включенных дугах начинают перемешивание шлака продуктами полного сгорания топлива, что увеличивает скорость нагрева шлака. По достижении температуры шлака порядка 1600°С в ванну,непрерывно подают мелкокусково скрап, одновременно продолжая перемешивать шлаковую ванну продуктами сгорания. .Загрузка шихты производится в зону между боковой стенкой печи и электродами в противоположную от факела часть ванны с тем, чтобы переплавляемый материал не попадал в зону действия электрических дуг и во вдуваемую струю продуктов сгорания. Скорость непрерывной загрузки шихты выбирается в соответствии с количеством тепла, выделяемого электрическими дугами и продуктами сгорания, и корректируется по температуре в шлаковой ванны.
Перемешивание шлака, в принципе, можно осуществлять любыми газами (воздухом, природным газом и др.). Однако с энергетической точки зрения, ка.к тепловой, так и мощности перемешивания, этот процесс лучше осуществлять продуктами полного горения. При этом для устранения перепада температуры между центром ванны и ее периферийной областью 35-40% продуктов горения подается в зону 8 между электродами, а оставшаяся их часть - в зону 9 по касательной к образующей ванны между боковой стенкой печи и зоной 8, что в совокупности улучшает перемешивание шлака. Так как в рассматриваемом способе переппава ванна нагревается за счет электрической дуги, то .количество. вдуваемых продуктов сгорания выбирается с расчетом лишь обеспечения перемешивания шлаковой ванны и как показала практика, при вязкости шлака 0,09-0,04 кгс с/м мощность факела находится в пределах 1,50,8 кВт/т.
Пример 1.В трехтонную основную электродуговую печь, оборудованную устройством дая -непрерывной подачи мелкодробленного скрапа через свод, наплавляли 300 кг шлака. Для наплавки шлака использовали известь (180 кг) и шамотный бой (120 кг). На наплавление шлака и нагрев его до температуры 1615°С затратили 32 мин. Наведенный шлак имел следующий химсостав (%): 41,0 СаО; 24,6 0,14 РгОд If21 1,54 FeO; 0,042 S; 0,4 .
При температуре шлака 1615°С, не отключая электрических дуг, в ванну непрерывно, со скоростью 21 кг за ми подавали стружку шарикоподшипниковой ;стали, которая содержала 1,42% С. Первоначальная скорость загрузки
стружки составляла 30 кг/мин. Однако примерно через 15-20 мин от начала переплава температура шлаковой ванны в зоне подачи стружки снижалась до 1417-1520°С, тогда как в диаметрально противоположной стороне ванны она была равна 1ЬЭО-1600°С, Снижение температуры шпака в зоне загрузки привело к снижению его жидкотекучести (по вискозиметру Херти со 130 до 30 мм) и уменьшению скорости проплавления стружки, что вызвало накопление ошлакованного монолита на дне печи, а соответственно и снижение ее производительности. После сегииминутного прогрева ванны без подачи
стружки средняя скорость загрузки шихты составила 21 кг/мин и 3600 кг материала было проплавлено за ,2 часа 54 мин. Для восстановления из шлака окислов железа и хрома, которые накапливались в процессе переплава, в шихту добавили 11,5 кг дробленого кокса. Конечный шлак содержал 5,2 FeO и 1,56% Выход годного равнялся 90,1%, общая длительность плав ки, включая наплавление шлака, составила 3. часа 26 мин при удельном расходе электроэнергии - 640 кВт ч/т
Пример 2, По предлагаемому способу в 3-тонной электрод -говой печи, оборудованной устройством для непрерывной подачи мелкодробленного скрапа через свод и передвижным горелочным устройством, вводимым через рабочее окно в печное пространство, направляли 300 кг шлака из тех же составляющих,,что в примере 1. Первоначально, до разжижения шлаковой ванны, флюсы плавили только электрической дугой, а по достижении температуры шлака 1370°С, при включенных дугах, в ванну между электродами и боковой стенкой вводили газокисло.родную горелку с внутрисопловым пере мешиванием газа и кислорода, подавая струю по касательной к образующей ванны. При указанной температуре шлака вязкость его была высокой и составляла 0,093 кгс с/м Для перемеш ивания такого шлака в горелку подавалось 95 природного газа и 190 м /ч кислорода. При среднем давлении газовой смеси 7 ати мощность перемешивания ванны составила 1,48 кВт/ч. Через 5 мин после начала продувки температура шлаковой ванны
составля.па 1615 С-, а вязкость цшаке 0,046 Kpt-. Общая длительность Подготовки шлака составила 22 мин и химический состав его не отличался от приведенного в примере 1 „ Ни5:-.5вязкость шлака позволила снизить ввдимую мощность факела до 0,82 кВт/т что обеспечивается при расходах газа и кислорода, соответственно 30 и 60 м /ч. Таким образом, мощность факела, вводимого в шлаковую ванну для ее перемешивания, зависит от вязкости шлака и находится в пределах ,5 кВт/т.
При температуре шлака , включенных электрических дугах и газокислородной горелке в ванну не-г прерывно подавали стружку стали ШХ 15 того же состава, что и в примере 1,
Пример 3, То же, что и в примере 2, но энергия газокислородной струи разделена на 2 - 0,16 кВт/т (20%) подавалось в зону между электродами, осташьное - 0,66 кВт/т по касательной к образующей ванны в зону между электродами и боковой стенкой печи.
Пример 4. То же, что и в примере 2, но в зону между электродами подавалось 0,52 кВт/т (50% энергии струи, а остальная 0,5 кВт/т по касательной к сбр; зук1- щей ванны, как в примере 3.
Пример 5. То ке, что и р примере 2, но в зону между эг.зктродами подавали 0,5 кВт/т (60%) знг-- - гии струи, а остальное 0,3- как в примере 3,
Результаты .работы печи ;.; укаэгьным режимам представлены к таблкие,, из которой видно, что наилу ли-ий результаты по производитель io-r. и печи, расходу злектроэнергии и jлходу годного мет.алла получены при использовании режима, приведенного з примере 4.
Необходимо отметить, что при срених расходах природного газа 60 и кислорода 120 MV по тепловой мощности количества высокотемпературных продуктов сгорания, ВВОД 1Г/1ЫХ в
шлаковую ванну, более чем в 10 раз меньше, нежели при факельно-шлаково переплаве металла, что позволило не окислять факелом металл, накапливаемый на дне печи.
Таким образом, из приведенных в таблице данньах видно, что предлагаемый способ по сравнен1-1ю с известным по производительности на 22, 6-42,8% выше при снижении удё.пьного расхода электроэнергии на 123- 198 кВт:ч/т металла. Сравнительные резуг ьтаты плавок

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАВЛЕНИЯ ЗОЛОШЛАКОВ МУСОРОСЖИГАТЕЛЬНЫХ ЗАВОДОВ | 2021 |
|
RU2775593C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| СПОСОБ ВЕДЕНИЯ ПЛАВКИ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ И ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ДЛЯ ВЕДЕНИЯ ПЛАВКИ | 1987 |
|
RU2025499C1 |
| СПОСОБ ПОДОГРЕВА МЕТАЛЛИЧЕСКОГО СКРАПА | 2013 |
|
RU2552807C1 |
| СПОСОБ ПЛАЗМЕННОГО НАГРЕВА ШИХТЫ В ФЕРРОСПЛАВНОМ ПРОИЗВОДСТВЕ | 2001 |
|
RU2182185C1 |
| Способ выплавки стали в электродуговой печи | 1983 |
|
SU1093708A1 |
| Устройство для переплава мелкокускового металла | 1986 |
|
SU1435901A1 |
| Шлакообразующая смесь | 2024 |
|
RU2838609C1 |
| Способ электрошлакового переплава некомпактных материалов | 1989 |
|
SU1700073A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1993 |
|
RU2034040C1 |
300
300
32
3600
3600
143
174 90,1 90,1
1,33
1,05
506 640
26,5
20,0
100
Формула .. изобретения
1, Способ переплава мелкокусковог скрапа, включающий непрерывную или перирдическую загрузку металла отдельно или в смеси с углеродсодержащим восстановителем, алюминием и флюсами в расплавленную в электродуговой- печи шлаковую ванну, нагреваемую noi;py же иными р нее электродами, при nouaite металла по периферии ванны
вне зоны действия электрической дуги плавление металла за счет тепла шлака, прохождение металла через шлак, рафинировку металла вторичным шлаком образование под шлаком расплавленной ванны металла, отличающийс я тем, что, с целью увеличения производительности процесса и уменьшения удельного расхода электроэнер гии, шлак в ванне перемешивают факелом полного горения, подаваеглым
300
300
300
22
22
24
600
3600
3600
120
132
148 90,3 90,1 90,2
1,28
1,5
1Н
478
442
517
22,6
42,8
33
5,4
32
19
20
60
40
80
,40
60
в зону между электродами и в зону между боковой стенкой печи и электрдами по касательной к образующей ванны со стороны, противоположной загрузке шихты.
Источники информации, принятые во внимание при экспертизе
стружки на шихтовые слитки в основных дуговых электропечах . - Вторичные черные металлы. Вып. 2, М., Металлургия, 1969.
7 7
