Изобретение относится к сварке лавлением, преимущественно электрО11о-лучевой.
Известны способы электронно-лучеой сварки с использованием подклаок для формирования корня шва, выполненных отдельно от свариваемых деталей или заодно с ними.
Недостатки таких способов - дополнительный расход материала и необходимость механической обработки корневой части сварного шва.
Известен способ стыковой сварки плавлением, преимущественно электронным лучом, при котором производят механическую обработку корневой части стыка. .
Этот способ наиболее близок к изобретению по технической сущности и достигаемому результату.
Недостатком его является увеличение усиления корня шва.
Цель изобретения - улучшение качества сварного соединения за счет уменьшения усиления корня шва.
Для достижения цели на равных расстояниях: от торцов ciKipJinneMi.ix п iделцй выполняют кананкц.
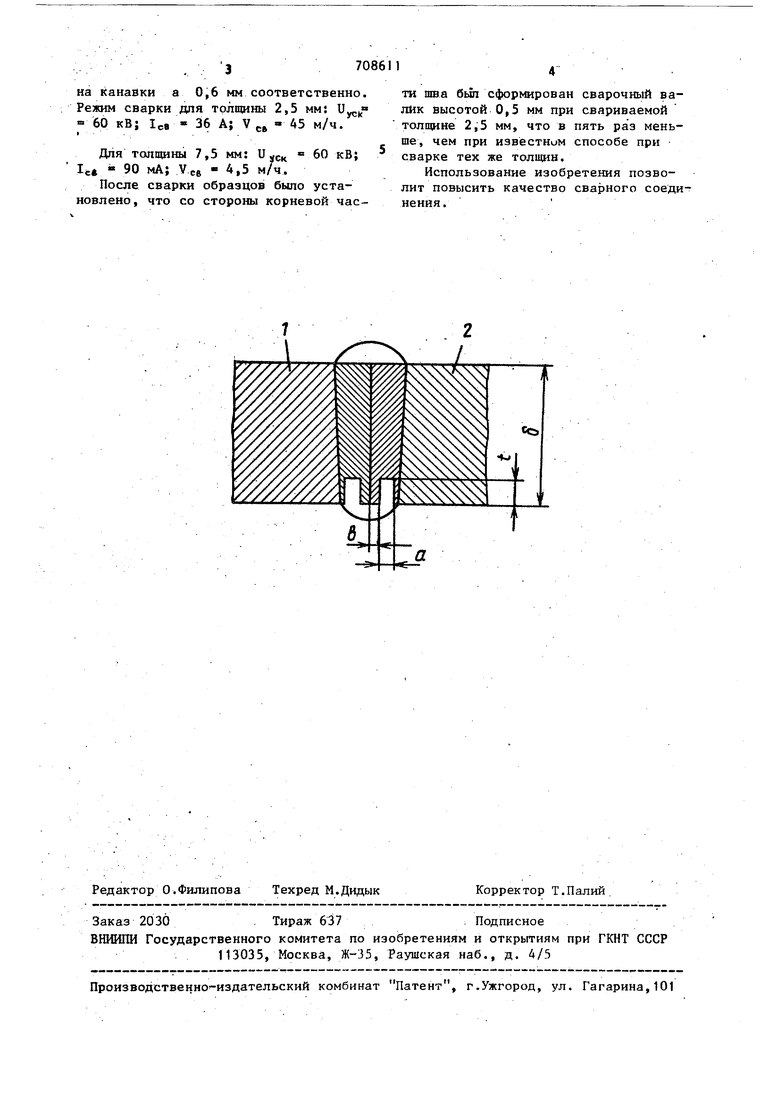
Способ поясняется чертежом.
На стыкуемых деталях 1 и 2 на равных расстояниях от торцов cBapviBacмых изделий выполняют канавки глуРпной t 0,05-0,2 ТОЛЩ1НЫсвпривп.мых деталей , причем расстоятше клн.питк от стыка b 0,1-0,5 и глубпни, , ширина а не превышает .четырехкратного расстояния канавок от стыка.
Уменьшение усиления корня шва обеспечивается за счет заполнения канавок расплавленным металлом.
Пример. На электрон1 о-лучевой установке ЭЛЧ-10А с энергетическим блоком БЭП-2 проведена опытная сварка стыковых соединений, подготовленных по предложенному способу: диаметр образцов из титанового сплава ВТ18-У 300 мм, толщина свариваемых сечений Г2,5 и 7,5 мм, глубина канавки 0,5 и 0,8 мм, расстояние капавок от стыка b 0,15 и 0,25 мм, ширина канавки а 0,6 мм соответственно. Режим сварки для толщины 2,5 мм: U,,.,
60 кВ; 1св - 36 А; V с м/ч.
- Для толщины 7,5 ММ и JCK 60 кВ; let 90 мА; Усе .5 м/ч.
После сварки образцов бьшо установлено, что со стороны корневой час- нения,
ти шва был сформирован сварочный валИк высотой 0,5 мм при свариваемой толщине 2,5 мм, что в пять раз меньше, чем при известном способе при сварке тех же толщин.
Использование изобретения позволит повысить качество сварного соеди
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| Способ электронно-лучевой сварки деталей из ферромагнитных материалов | 2019 |
|
RU2739931C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2001 |
|
RU2207235C1 |
| Способ дуговой сварки алюминиевых сплавов | 1980 |
|
SU933328A1 |
| Сварное соединение | 1977 |
|
SU743818A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ электронно-лучевой сварки | 1991 |
|
SU1779511A1 |
| Способ электронно-лучевой сварки деталей | 2018 |
|
RU2681067C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
СПОСОБ СТЫКОВОЙ СВАРКИ ПЛАВЛЕНИЕМ f преиьгущественно электронным лучом, при котором производят механическую обработку корневой части стыка, о 'т л и ч а m п( и и с я тем, что, с целью улучшения качества соединения за счет уменьшения усиления корня шва, на равных расстояниях от т.орцов свариваемых изделий выполняют канавки.
| Назаренко О.К лучевая сварка | |||
| М | |||
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электронно- Машиностроение, | |||
