Изобретение относится к области сварки плавлением стыковым швом, например, электронным лучом, сжатой дугой, плазмой и другими способами сварки деталей и узлов с различным расположением швов 5 круговых, кольцевых, прямолинейных и т. д.
Изобретение может быть применено в машине- и приборостроении при сварке конструкций различных толщин и материалов, например для сварки роторов, валов, ю корпусов, шаровых конструкций и т. д.
Известно сварное соединение в замок 1. Существенным условием успешного выполнения сварки такого соединения является обеспечение стыковки двух кромок на всем jg протяжении стыка с определенным не меняющимся в процессе сварки зазором.
Однако известное соединение не обеспечивает постоянства зазора из-за возможности перемещения деталей одной относитель- go но другой, а металл сварного шва такого соединения претерпевает значительную поперечную усадку.
Целью изобретения является повышение качества сварки путем фиксации одной де- 25 тали относительно другой.
Указанная цель достигается тем, что на одной из деталей выполнены одна или несколько канавок, а на другой - соответствующее количество выступов, входящих в канавки первой детали.
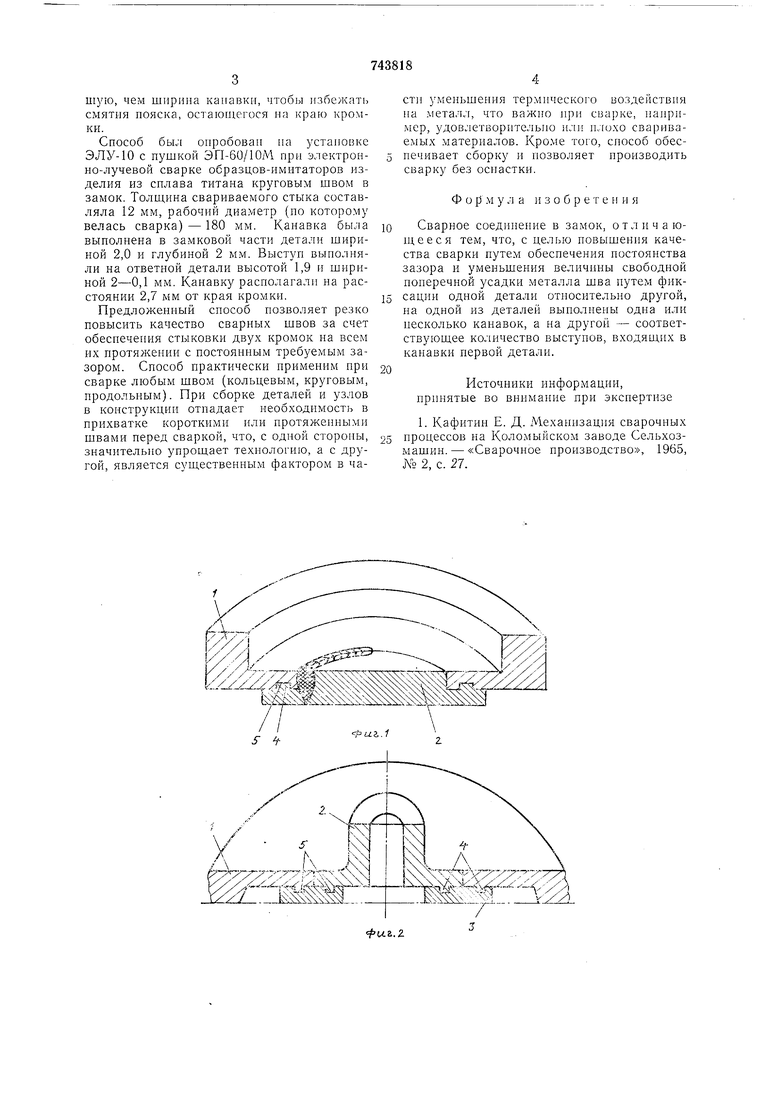
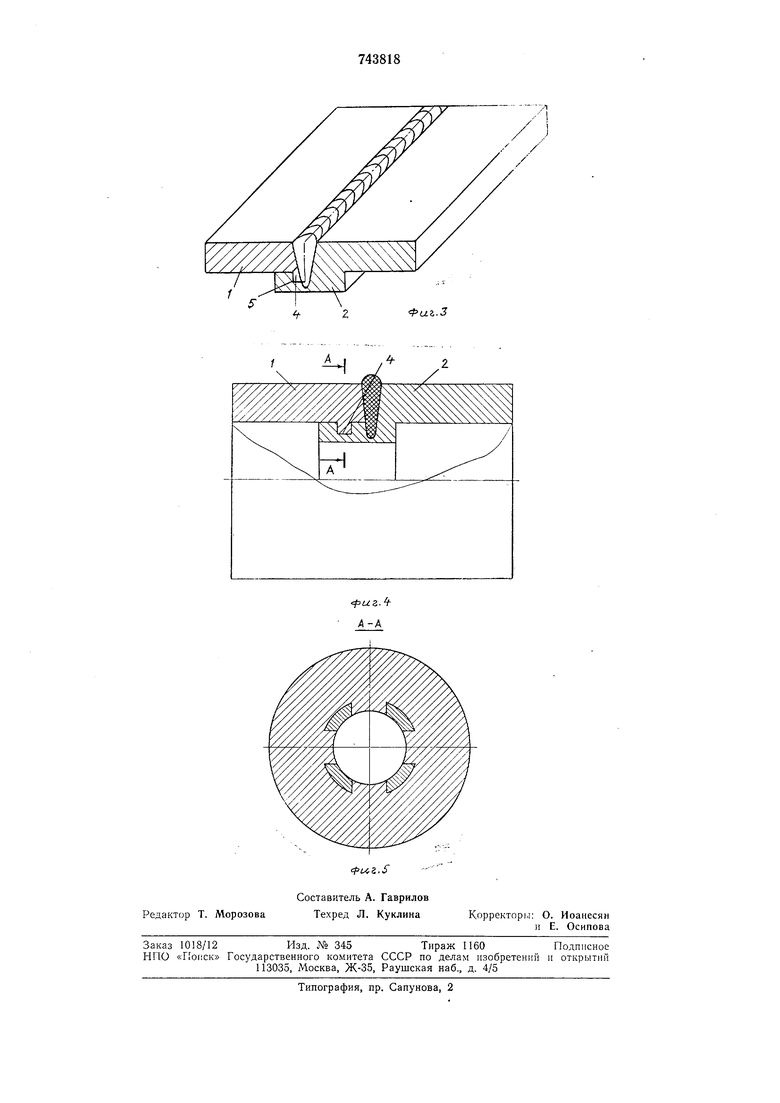
На фиг. 1 схематично показано сварное соединение фланца с ободом в замок с круговым швом в горизонтальной плоскости, в которых выполнены выступ и канавка; на фиг. 2 - то же в стык круговым швом, но с использованием подкладки, в которой для обеспечения постоянства зазора на всем его протяжении выполнены две канавки, а в деталях-в каждой по одному выступу; на фиг. 3 - сварное соединение деталей в замок с прямолинейным швом; на фиг. 4 - сварное соединение цилиндрических деталей в стык; на фиг. 5 - сечение А-А на фиг. 4.
В деталях 1 и 2 или в подкладке 3 выполняют выступ 4 и канавку 5, При сварке в стык цилиндрических деталей (см. фиг. 4), в последних, кроме выполнения выступа и канавки, необходима еще одна дополнительная операция, обеспечивающая сборку деталей, - фрезеровка симметрично расположенных пазов в обеих деталях. При сборке, когда детали вошли одна в другую, их необходимо развернуть в противоположные стороны на небольшой угол до полного зацепления.
Из экспериментальных данных установлено, что канавку необходимо располагать от края кромки на величину, несколько больШую, чем ширина канавки, чтобы избежать смятия иояска, остаюихегося иа краю кромки.
Способ был оиробоваи иа установке ЭЛУ-10 с пушкой ЭГ1-60/10М нрн электронно-лучевой сварке образцов-имитаторов нзделия из сплава титана круговым швом в замок. Толш,ина свариваемого стыка составляла 12 мм, рабочий диаметр (но которому велась сварка) - 180 мм. Канавка была выполнена в замковой части детали шириной 2,0 и глубиной 2 мм. Выступ выиолняли на ответной детали высотой 1,9 и шириной 2-0,1 мм. Канавку располагали на расстоянии 2,7 мм от края кромки.
Предложенный способ позволяет резко повысить качество сварных швов за счет обеснечепия стыковки двух кромок на всем их протяжении с постоянным требуемым зазором. Способ практически применим при сварке любым швом (кольцевым, круговым, продольным). При сборке деталей и узлов в конструкции отпадает необходимость в прихватке короткими или протяженными швами перед сваркой, что, с одной стороиы, значительно упрош,ает технологию, а с другой, является суш,ественным фактором в части уменьшения термического воздействия на металл, что важно при сварке, например, удовлетворительно или илохо свариваемых материалов. Кроме того, снособ обеспечивает сборку и позволяет нроизводить сварку без оснастки.
Фор м у л а и 3 о б р е т е н н я
Сварное соединение в замок, отличаюН-1,ееся тем, что, с целью повышення качества сварки путем обеспечения постоянства зазора п уменьшения величины свободной иоиеречной усадки металла шва иутем фиксации одной детали отиосптельно другой, на одной из деталей выполнены одна или несколько канавок, а на другой - соответствуюшее количество выступов, входящих в канавки первой детали.
Источники информации, принятые во вннмаиие при экснертизе
1. Кафитии Е. Д. Механизация сварочных 25 нроцессов на Коломыйском заводе Сельхозмашин.- «Сварочное производство, 1965, N° 2, с. 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| Способ изготовления сварных крупногабаритных конструкций | 1983 |
|
SU1162563A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| Устройство для сборки и сварки деталей встык | 1982 |
|
SU1055622A1 |
| Способ контроля качества сварного соединения | 1983 |
|
SU1144822A1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Способ снижения сварочных деформаций длинномерных стыковых соединений в листовых конструкциях | 1985 |
|
SU1279777A1 |
| Способ многоэлектродной сварки | 1984 |
|
SU1316766A1 |
| Способ сварки плавлением | 1981 |
|
SU967718A1 |
| Способ изготовления сварных конструкций (его варианты) | 1982 |
|
SU1077737A1 |
.
iu&.i
