(54) РАБОЧИЙ ИНСТРУМЕНТ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий инструмент стана продольной прокатки труб | 1974 |
|
SU498977A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| СПОСОБ КАЛИБРОВКИ ВАЛКОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2003 |
|
RU2243045C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 2003 |
|
RU2238808C1 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ПИЛИГРИМОВЫХ СТАНОВ К ПРОКАТКЕ ГОРЯЧЕКАТАНЫХ ТРУБ | 2003 |
|
RU2246364C2 |
| Рабочая клеть трубопрокатного стана | 1978 |
|
SU768498A2 |
Изобретение относится к черной металлургии, в частности к трубопрокатному производству, а именно к рабочему инструменту стана продол ной прокатки труб.
Известен рабочий инструмент стана продольной прокатки труб, включающий в себя последовательно расположенные, установленные под углом 45 к уровню пола и развернутые относительно друг друга на 90 пары рабочих валков, каждая из которы содержит по одному калибру для прокатки трубы 1.
Недостаток известного рабочего инструмента состоит в том, что он позволяет вести прокатку только одной трубы и не обеспечивает одновременной прокатки двух и более труб, в связи с чем стан с указанным ин. струментом является узким местом в линии трубопрокатного агрегата. Это препятствует увеличению производительности агрегата в целом.
По основному авт.св. 498977 известен рабочий инструмент стана продольной прокатки труб, включающий в себя не менее двух пар последовательно установ.пенных валков с
постоянным идеальным диаметром и параллельными осями, наклоненными под 45° к горизонту и под 90 к осям соседней пары, при этом валки каждой пары соответственно числу калибров имеют ступени, которые у каждого валка выполнены с катающими диаметрами, возрастающими по мере увеличения расстояния оси этого валка от осевой горизонтальной плоскости калибров 2.
Недостаток известного рабочего инструмента состоит в том, что он не обеспечивает одинаковых скоростей, поскольку при разных диаметрах валков окружные скорости разные. Кроме того, из-за разности окружных скоростей валков рабочий инструмент значительно изнашивается.
Целью изобретения является увеличение стойкости инструмента.
Цель достигается тем, что на каждом вапке ступень большего катающего диаметра выполнена в виде бандажа, .уставювлгнного на подшипниках на валу, приводящем во вращение ступень меньшего катающего диаметра.
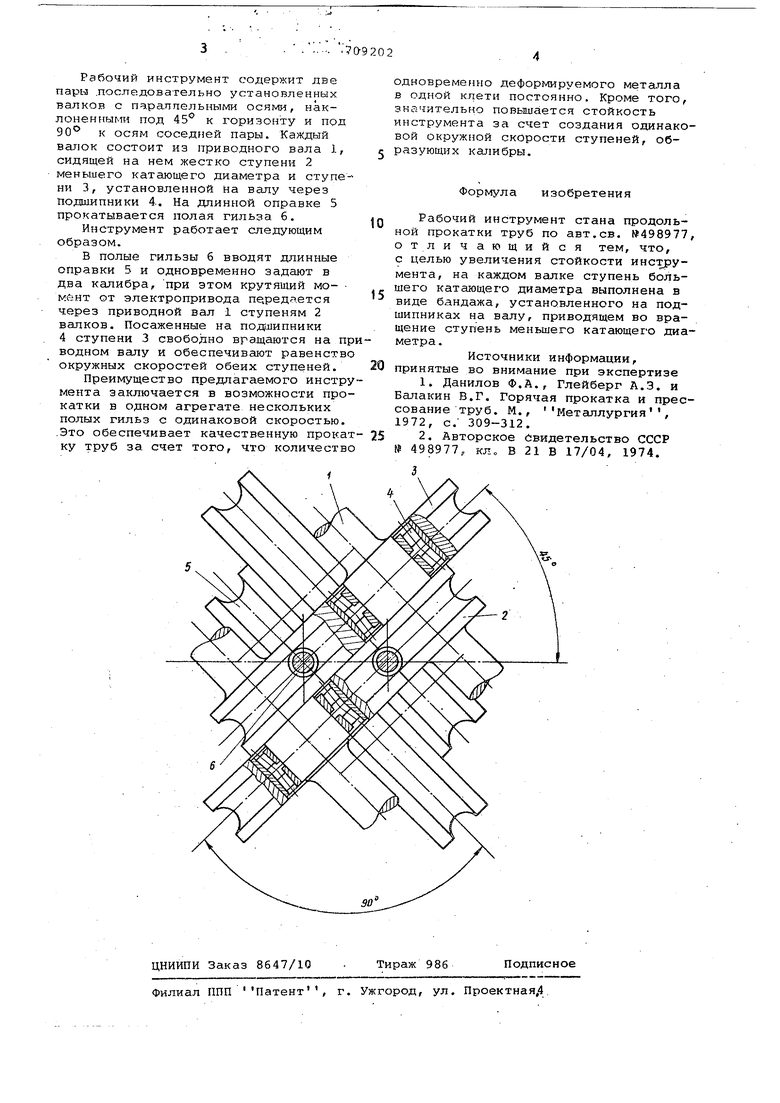
Па чертеже показан предлагаемый рабочий инструмент.
