1
Изобретение относится к трубопрокатному производству, в частности к рабочему инструменту стана продольной прокатки труб.
Известен рабочий инструмент стана продольной прокатки труб, включающий не менее двух пар последовательно установленных многокалиберных валков с постоянным идеальным диаметром и параллельными осями, наклоненными под 45° к горизонту и под 90° к осям соседней пары. Однако указанный инструмент не обеспечивает многониточной прокатки с расположением осей всех калибров в одной горизонтальной плоскости.
Предлагаемый рабочий инструмент стана продольной прокатки труб отличается от известного тем, что у него валки каждой пары соответственно числу калибров имеют ступени, которые у каждого валка выполнены с катаюш,ими диаметрами, возрастающими по мере увеличения расстояния оси этого валка от осевой горизонтальной нлоскости калибров. Это обеспечивает многонпточную прокатку с .расположением осей всех калибров в одной горизонтальной плоскости.
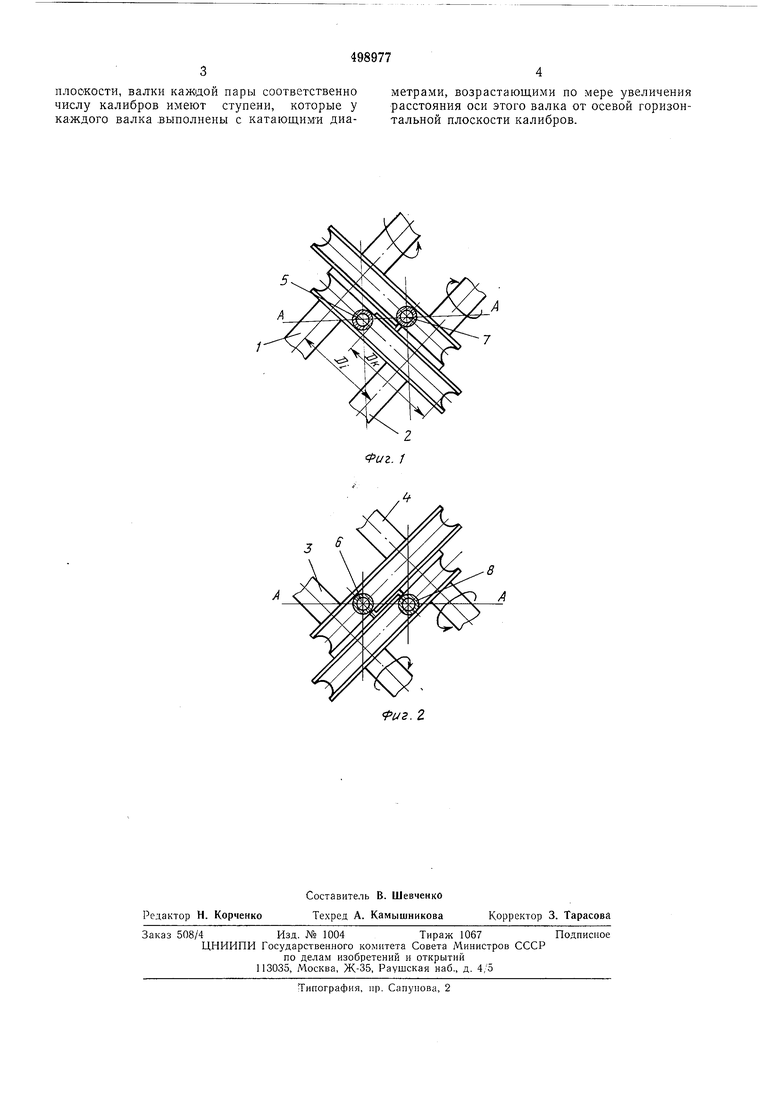
На фиг. 1 схематически показан описываемый рабочий инструмент одной пары валков; на фиг. 2 - инструмент другой пары валков.
Инструмент содержит две пары последовательно установленных многокалиберных валков с постоянным идеальным диаметром (Di)
и нараллельными осями, наклоненными под 45° к горизонту и под 90 к осям соседней нары. Оси валков могут быть наклонены к горизонту и к осям соседней пары валков под
углами, отличными от указанных в зависимости от конкретных условий прокатки и калибровки.
Валки 1 и 2 одной пары п 3 и 4 другой нары имеют ступени, которые у каждого валка выполнены с катающими диаметрами (О/,), возрастающими по мере увеличения расстояния оси этого валка от осевой горизонтальной плоскости А-А калибров. Труба, подлежащая прокатке, подается на
прокатку в калибры 5 и 6, образованные ступенями валков. До окончания прокатки в калибрах 5 и 6 другая труба задается на прокатку в калибры 7 и 8. Таким образом, осуществляется многоннточная прокатка труо.
Формула изобретения
Рабочий инструмент стана продольной прокатки труб, включающий не менее двух пар последовательно установленных валков с постоянным идеальным диаметром и параллельными осями, наклоненными под 45° к горизонту и под 90° к осям соседней пары, отличающийся тем, что, с целью обеспечения многониточной прокатки с расположением
осей всех калибров в одной горизонтальной
плоскости, валки каждой пары соответственно числу калибров имеют ступени, которые у каждого валка .выполнены с катающими диаметрами, возрастающими по мере увеличения расстояния оси этого валка от осевой горизонтальной плоскости калибров.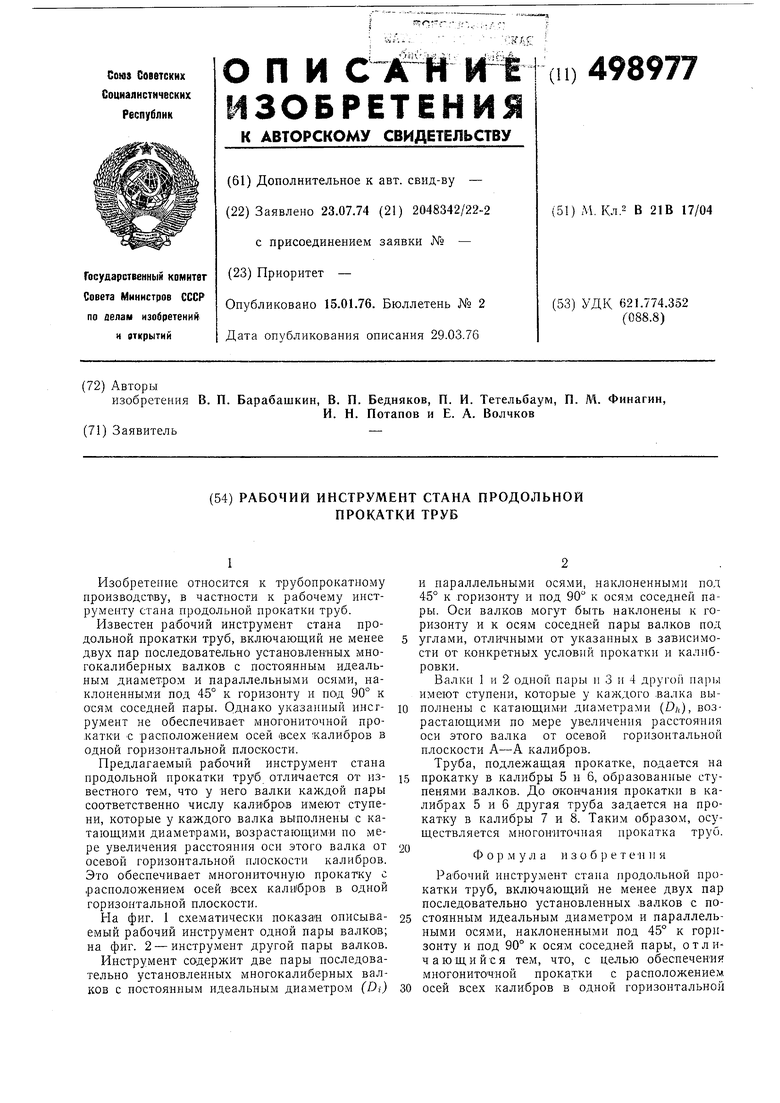
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий инструмент стана продольной прокатки труб | 1977 |
|
SU709202A2 |
| Инструмент для холодной прокатки труб | 1977 |
|
SU766681A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| Рабочая клеть многониточного стана холодной прокатки труб | 1971 |
|
SU566639A1 |
| Рабочая клеть двухниточного стана холодной прокатки труб | 1985 |
|
SU1346283A1 |
| Технологический инструмент косовалкового стана | 1974 |
|
SU514651A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| Клеть с многовалковым калибром для продольной прокатки | 1980 |
|
SU933137A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
