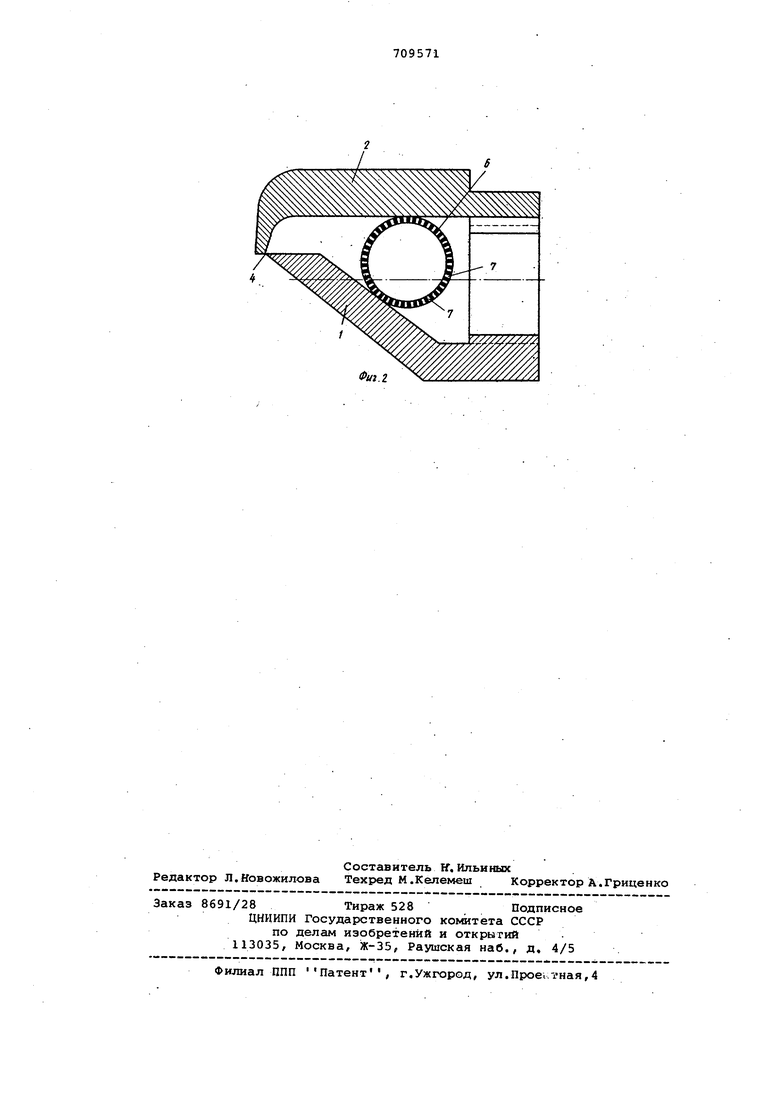
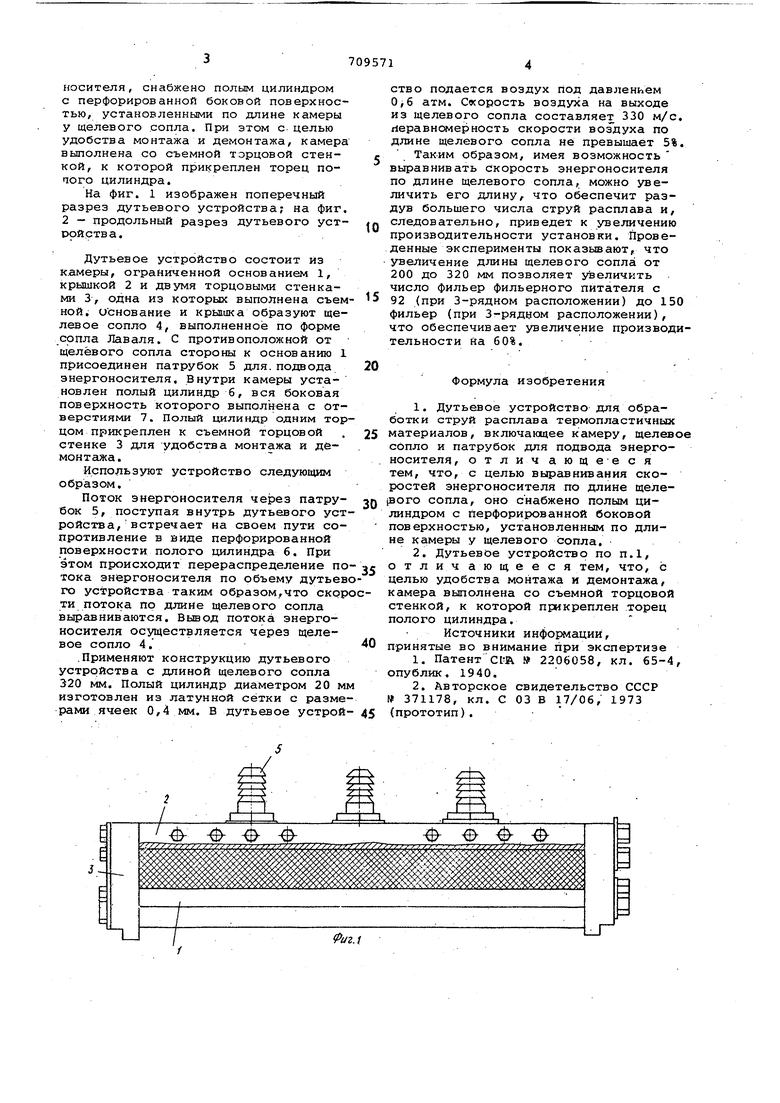
(54) ДУТЬЕВОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТРУЙ РАСПЛАВА ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ носителя, снабжено полым цилиндром с перфорированной боковой поверхностью, установленными по длине камеры у щелевого сопла. При этом с целью удобства монтажа и демонтажа/ камера выполнена со съемной торцовой стенкой, к которой прикреплен торец поаого цилиндра. На фиг. 1 изображен поперечный разрез дутьевого устройства; на фиг, 2 - продольный разрез дутьевого устройства. Дутьевое устройство состоит из камеры, ограниченной основанием 1, крышкой 2 и двумя торцовыми стенками 3, одна из которых выполнена съем ной; основание и крьЕчка образуют щелевое сопло 4, выполненное по форме сопла Лаваля. С противоположной от щелевого сопла стороны к основанию 1 присоединен патрубок 5 для. подвода энергоносителя. Внутри камеры установлен полый цилиндр б, вся боковая поверхность которого выполнена с отверстиями 7. Полый цилиндр одним тор цом прикреплен к съемной торцовой стенке 3 для удобства монтажа и демонтажа. Используют устройство следующим образом. Поток энергоносителя через патрубок 5, поступая внутрь дутьевого уст ройства, встречает на своем пути сопротивление в виде перфорированной поверхности полого цилиндра 6. При этом происходит перераспределение по тока энергоносителя по объему дутьев го устройства таким образом,что скор ти потока по длине щелевого сопла вьгравниваются. Вывод потока энергоносителя осуществляется через щелевое сопло 4. .Применяют конструкцию дутьевого устройства с длиной щелевого сопла 320 мм. Полый цилиндр диаметром 20 м изготовлен из латунной сетки с разме рами ячеек 0,4 мм. В дутьевое устрой ство подается воздух под давленьем 0,6 атм. Скорость воздуха на выходе из щелевого сопла составляет 330 м/с. неравнет ерность скорости воздуха по длине щелевого сопла не превышает 5%. Таким образом, имея возможность выравнивать скорость энергоносителя по длине щелевого сопла, можно увеличить его длину, что обеспечит раздув большего числа струй расплава и, следовательно, приведет к увеличению производительности установки. Проведенные эксперименты показывают, что увеличение длины щелевого сопла от 200 до 320 мм позволяет еличить число фильер фильерного питателя с 92 (при 3-рядном расположении) до 150 фильер (при 3-рядиом расположении), что обеспечивает увеличение производительности йа 60%. Формула изобретения 1.Дутьевое устройство для обработки струй расплава термопластичных материалов, включающее камеру, щелевое сопло и патрубок для подвода энергоносителя, отлич ающе-еся тем, что, с целью выравнивания скоростей энергоносителя по длине щелеjBoro сопла, оно снабжено полым цилиндром с перфорированной боковой поверхностью, установленным по длине камеры у щелевого сопла. 2.Дутьевое устройство по п.1, отличающееся тем, что, с целью удобства монтажа и демонт 1жа, камера выполнена со съемной торцовой стенкой, к которой прикреплен торец полого цилиндра. Источники информации, принятые во внимание при экспертизе 1.Патент СtA 2206058, кл. 65-4, опублик. 1940. 2.Авторское свидетельство СССР № 371178, кл. С 03 В 17/06, 1973 (прототип).
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Дутьевое устройство для обработки струй расплава термопластичных материалов | 1989 |
|
SU1694492A1 |
| Дутьевое устройство для обработки струй расплава термопластичных материалов | 1990 |
|
SU1768536A1 |
| Дутьевое устройство для обработки струй расплава термопластичных материалов | 1988 |
|
SU1583374A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2128149C1 |
| Дутьевое устройство для обработки струй расплава термопластичных материалов | 1990 |
|
SU1678783A1 |
| Выработочное устройство | 1979 |
|
SU810633A1 |
| Установка для получения нетканого материала из волокон термопластичных веществ | 1979 |
|
SU854899A1 |
| Дутьевое устройство для получения волокна вертикальным раздувом | 1975 |
|
SU542734A1 |
| Устройство для выработки штапельного волокна из вертикальных струй расплава | 1958 |
|
SU117822A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МИНЕРАЛЬНЫХ ВОЛОКОН | 2007 |
|
RU2344093C1 |