I
Изобретение относится к области строительства, а именно к соединениям тонколистовых конструкций из несваривающихся материалов, например, асбоцементных листов.
Известно стыковое соединение асбоцементных листов, осуществляемое посредством скрепок, пропущенных в соосные отверстия в соединяемых листах 1.
Прочность такого соединения недостаточна.
По технической сущности и достигаемому результату наиболее близким к изобретению является стыковое соединение тонкостенных конструкций из несваривающихся материалов, включающее соединительный элемент, размещенный в соосных отверстиях соединяемых конструкций 2.
Прочность и эксплуатационная надежность такого соединения недостаточна. Это объясняется ослаблением участков соединяемых конструкций в зоне стыка за счет концентрации напряжений.
Пелью изобретения является повышение прочности и эксплуатационной надежности соединения.
Поставленная цель достигается тем, что в стыковом соединении тонкостенных конструкций из несваривающихся материалов, включающем соединительный элемент, размещенный в соосных отверстиях соединяемых конструкций, каждая конструкция в месте стыка снабжена металлической закладной деталью в виде пакета из пластин с жестко закрепленным между ними плоским пучком радиально расположенной проволоки, при этом толщина пакета не превышает
толщины соединяемой конструкции.
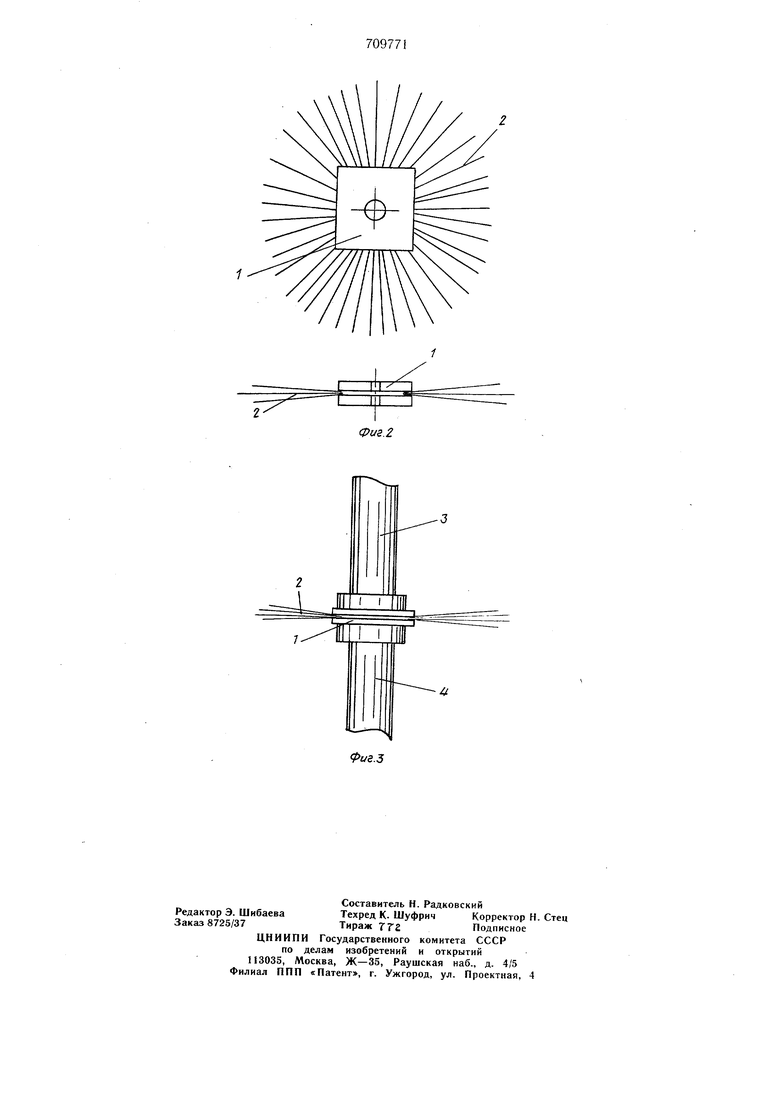
Изобретение поясняется чертежом, где на фиг. 1 изображены варианты конструктивного исполнения стыкового соединения:
а)- винтовое соединение;
б)- соединение на сварке;
на фиг. 2 - общий вид закладной детали; на фиг. 3 - изготовление закладной детали. Закладная деталь включает пластины 1 и плоский пучок тонкой стальной проволоки 2, вваренной между пластинами. Количество пластин и толщина пакета обусловлены толщиной стьг уемых элементов. В пластинах закладных деталей сверлят отверстия под соединительный элемент.
При изготовлении закладной детали (фиг. 3) плоский пучок 2 укладывается между пластинами вручную (возможна механизация с помощью электромагнитного оборудования) и устанавливается между неподвижными 3 и подвижными 4 контактами сварочного устройства, причем следует соблюдать плоскостность пучков, чем обеспечивается качественное сварное соединение без пережогов и непроваров. Пучок содержит 30 - 35 отрезков. Изготовление производят на сварочной контактной машине МТ-601 ГОСТ 297-61 (ток 6300 А) в два приема: первым достигается прогрев места сварки, вторым осуществляется соединение. После сварки деталь охлаждается на воздухе.
Предлагаемое стыковое соединение дает возможность восприятия возникающих в соединении усилий и равномерно распределять их на материал стыкуемых элементов, причем,в отличие от известных соединений, при этом устраняется концентрация напряжений, что повышает надежность соединения. В частности, экспериментально установлено, что несущая способность винтового соединения (d 6 мм) асбестодементных
листов толщиной 10 мм при использовании изобретения возрастает с 80- 100 до 250 - 350 кг.
Формула изобретения
Стыковое соединение тонкостенных конструкций из несваривающихся материалов, включающее соединительный элемент, разцМещенный в соосных отверстиях соединяемых конструкций, отличающееся тем, что, с целью повышения прочности и эксплуатационной надежности, каждая конструкция в месте стыка снабжена металлической закладкой деталью в виде пакета из пластин
с жестко закрепленным между ними плоским пучком радиально расположенной проволоки, при этом толщина пакета не превышает толщины соединяемой конструкции.
Источники информации, принятые во внимание при экспертизе
1.Бородин И. В. Асбоцементные кровли и строительные детали. М., 1952, с. 67, рис. 6J.
2.Ветрюк И. М. Конструкции из дерева и пластмасс. М., 1973, с. 256, рис. 120.

| название | год | авторы | номер документа |
|---|---|---|---|
| Закладная деталь для соединения тонкостенных конструкций | 1990 |
|
SU1775536A1 |
| Способ стыковой сварки и устройство для его осуществления | 1991 |
|
SU1816615A1 |
| СТЫКОВОЕ САМОФИКСИРУЮЩЕЕСЯ СОЕДИНЕНИЕ ЖЕЛЕЗОБЕТОННЫХ ПАНЕЛЕЙ В СБОРНО-РАЗБОРНЫХ КРУПНОПАНЕЛЬНЫХ ЭНЕРГОЭФФЕКТИВНЫХ ЗДАНИЯХ | 2023 |
|
RU2824866C1 |
| СБОРНО-МОНОЛИТНЫЙ ЖЕЛЕЗОБЕТОННЫЙ БЕЗРИГЕЛЬНЫЙ КАРКАС (ВАРИАНТЫ) | 2015 |
|
RU2588229C1 |
| Контактная сварка несвариваемых металлов с помощью нанесенных термическим напылением промежуточных слоев | 2018 |
|
RU2776711C2 |
| КОМПОЗИТНЫЙ НЕСУЩИЙ БЛОК И МОНТАЖНОЕ СОЕДИНЕНИЕ НЕСУЩИХ БЛОКОВ СБОРНОЙ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2012 |
|
RU2519021C2 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1992 |
|
RU2018594C1 |
| СПОСОБ СВАРКИ | 1999 |
|
RU2174067C2 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО СВАРНОГО СОЕДИНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2520285C1 |
а
